
一种宽厚板坯热装热送方法.pdf

梅雪****67

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种宽厚板坯热装热送方法.pdf
本发明公开了一种宽厚板坯热装热送方法,其特征在于,包括以下步骤:(1)、将样坯切割完毕后直接放入冷却水槽内,快速冷却后立即做表面质量检查;(2)、将等待表面质量检查的板坯临时下线放到缓冷区缓冷;(3)、根据步骤(1)铸坯表面质量检查的结果决定后序板坯及临时下线板坯是否热装。本发明的目的是提供一种宽厚板坯热装热送方法,降低产品制造成本。
一种提高钢铁厂热送板坯热装率的方法.pdf
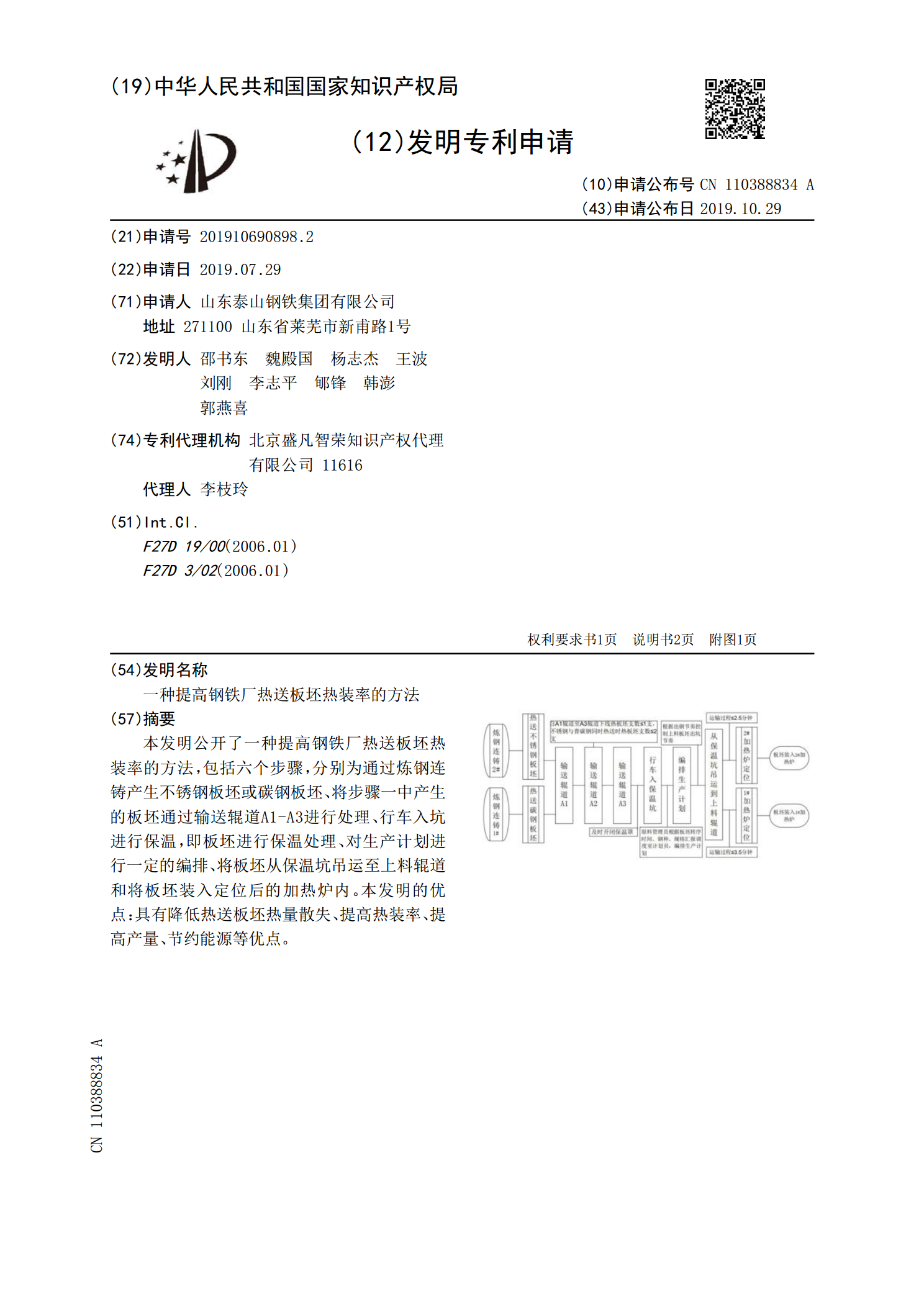
本发明公开了一种提高钢铁厂热送板坯热装率的方法,包括六个步骤,分别为通过炼钢连铸产生不锈钢板坯或碳钢板坯、将步骤一中产生的板坯通过输送辊道A1‑A3进行处理、行车入坑进行保温,即板坯进行保温处理、对生产计划进行一定的编排、将板坯从保温坑吊运至上料辊道和将板坯装入定位后的加热炉内。本发明的优点:具有降低热送板坯热量散失、提高热装率、提高产量、节约能源等优点。

连铸板坯热送热装技术.docx
连铸板坯热送热装技术连铸板坯热送热装技术论文摘要:连铸板坯热送热装技术是一种将连铸板坯送入高温炉内进行余热回收的技术。本文通过介绍连铸板坯热送热装技术的原理和工艺流程,分析了该技术的优势和应用前景,并探讨了其在能源节约和环境保护方面的作用。同时,也对连铸板坯热送热装技术在实际应用中可能存在的问题进行了讨论。关键词:连铸板坯;热送热装;能源节约;环境保护一、引言近年来,随着环境保护意识的增强和能源资源的日益紧缺,工业生产过程中的能源消耗和废气排放问题成为研究的热点。连铸板坯热送热装技术是一种利用连铸板坯中的

连铸板坯热送热装新工艺的实践.docx
连铸板坯热送热装新工艺的实践论文:连铸板坯热送热装新工艺的实践摘要:连铸板坯是目前钢铁行业中生产板材的主要方式之一。然而,连铸板坯在生产过程中面临着高温快速冷却的问题,这导致了板材表面出现裂纹和应力不均匀的情况。为了解决这一问题,本文提出了连铸板坯热送热装新工艺,并对其进行了实践验证。结果表明,该工艺能够有效地解决连铸板坯快速冷却的问题,并提升了板材的质量。关键词:连铸板坯;热送热装;裂纹;应力1.引言连铸板坯是钢铁行业中生产板材的一种重要方式。在连铸过程中,液态钢经过铸造过程形成板坯,然后经过快速冷却使
一种中厚板坯热装方法.pdf
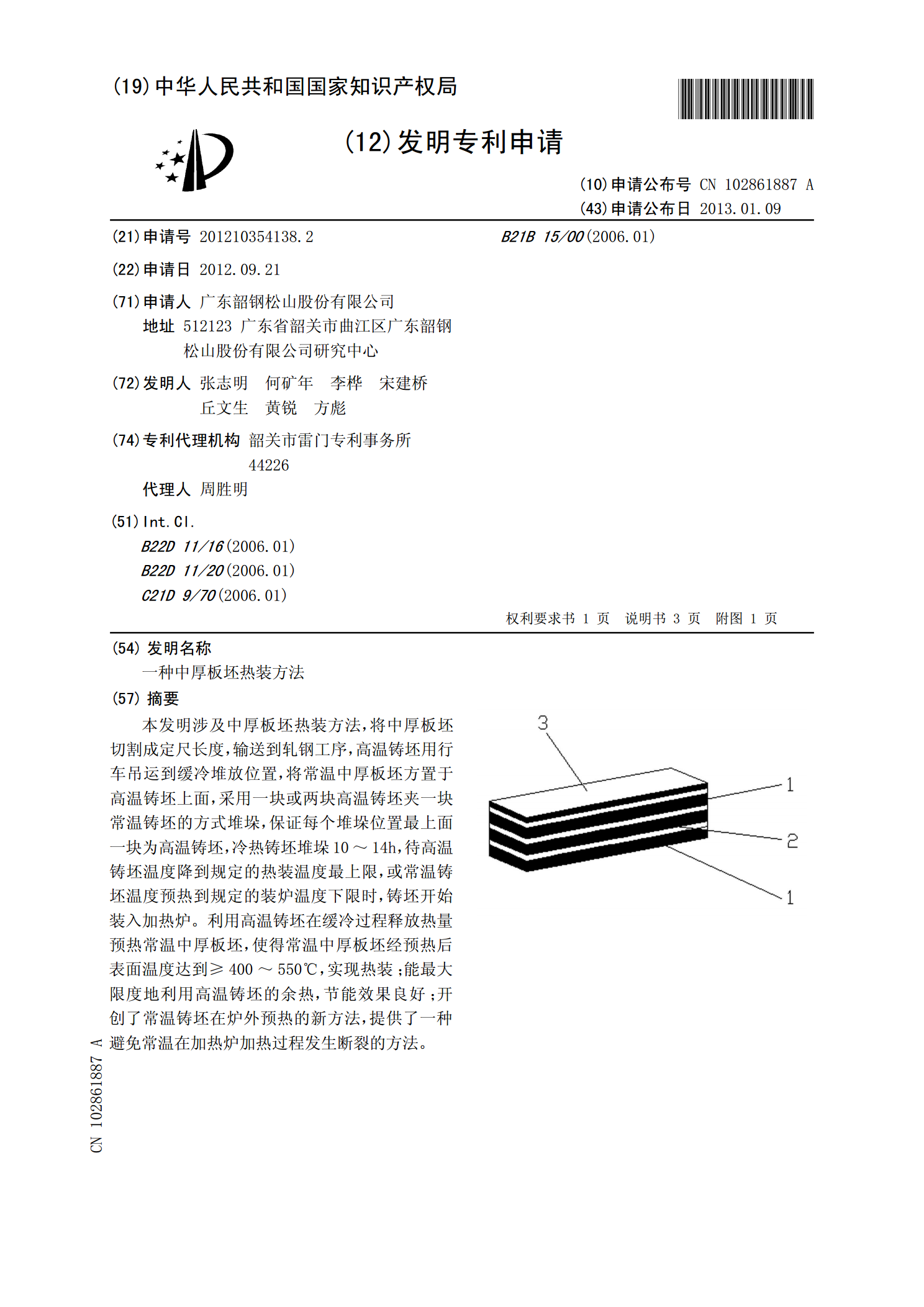
本发明涉及中厚板坯热装方法,将中厚板坯切割成定尺长度,输送到轧钢工序,高温铸坯用行车吊运到缓冷堆放位置,将常温中厚板坯方置于高温铸坯上面,采用一块或两块高温铸坯夹一块常温铸坯的方式堆垛,保证每个堆垛位置最上面一块为高温铸坯,冷热铸坯堆垛10~14h,待高温铸坯温度降到规定的热装温度最上限,或常温铸坯温度预热到规定的装炉温度下限时,铸坯开始装入加热炉。利用高温铸坯在缓冷过程释放热量预热常温中厚板坯,使得常温中厚板坯经预热后表面温度达到≥400~550℃,实现热装;能最大限度地利用高温铸坯的余热,节能效果良好