
一种轧辊表面强化工艺.pdf

山梅****ai


1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轧辊表面强化工艺.pdf
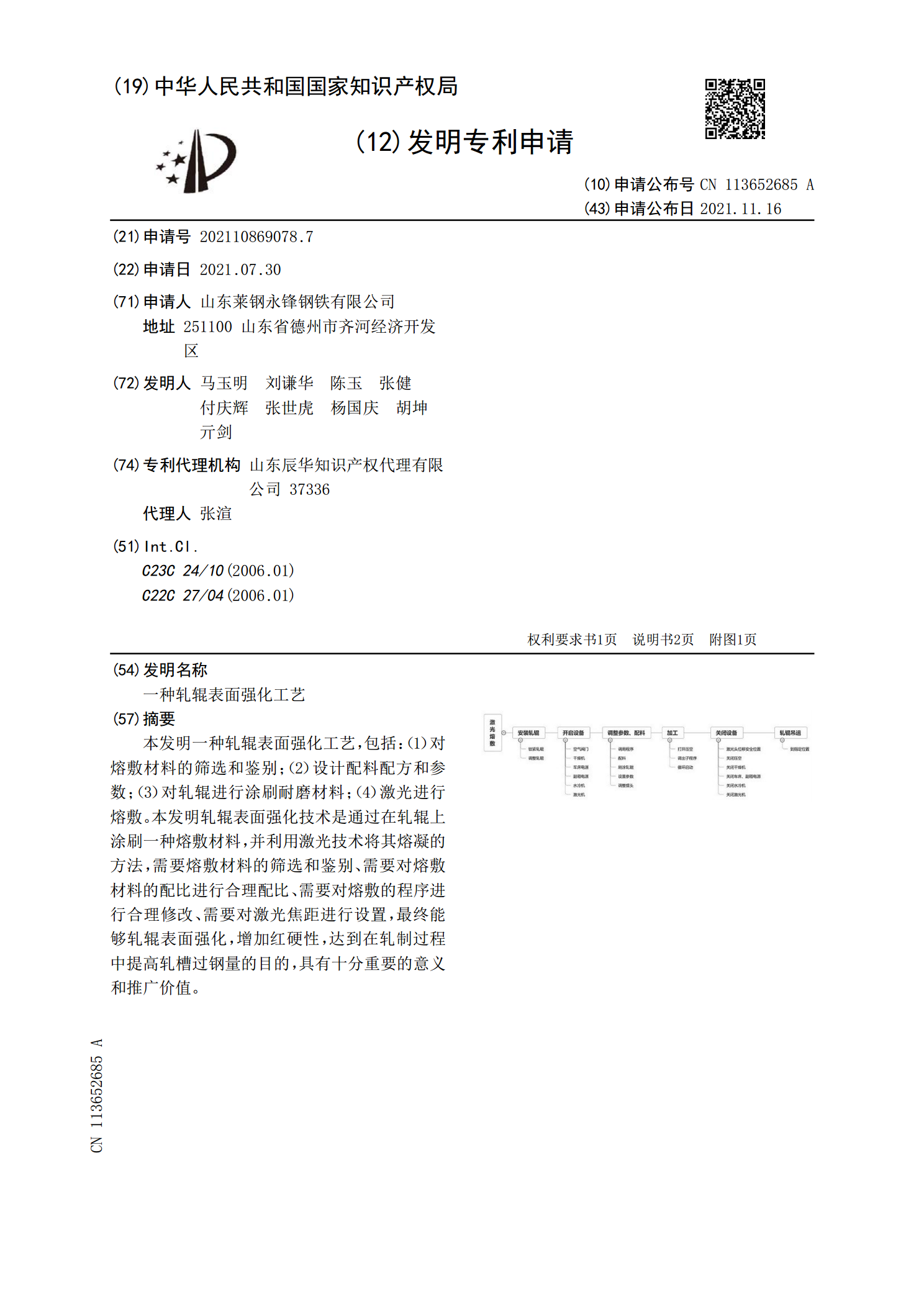
本发明一种轧辊表面强化工艺,包括:(1)对熔敷材料的筛选和鉴别;(2)设计配料配方和参数;(3)对轧辊进行涂刷耐磨材料;(4)激光进行熔敷。本发明轧辊表面强化技术是通过在轧辊上涂刷一种熔敷材料,并利用激光技术将其熔凝的方法,需要熔敷材料的筛选和鉴别、需要对熔敷材料的配比进行合理配比、需要对熔敷的程序进行合理修改、需要对激光焦距进行设置,最终能够轧辊表面强化,增加红硬性,达到在轧制过程中提高轧槽过钢量的目的,具有十分重要的意义和推广价值。

一种轧辊的表面抛光工艺.pdf
本发明公开了一种轧辊的表面抛光工艺,先用水冲洗毛刷,随后采用人工试纸抛光处理,完成一次抛光处理;再将一次抛光后的轧辊放置于固定架上进行固定;再将固定架放置于钢丝轮抛光机内,采用钢丝轮旋转滚动的方式对轧辊表面进行去毛刺处理,完成二次抛光,二次抛光时间为5‑10分钟;再将固定架放置于挤压辊抛光机内,利用挤压辊挤压滚动的方式对轧辊表面进行挤压处理,完成三次抛光,三次抛光时间为15‑30分钟;最终将轧辊放入润滑油内储存1‑2小时后取出,通过上述方式,本发明能够大幅提高对轧辊表面的抛光效果,并且能够也适用于使用后毛
一种轧辊表面热处理工艺.pdf
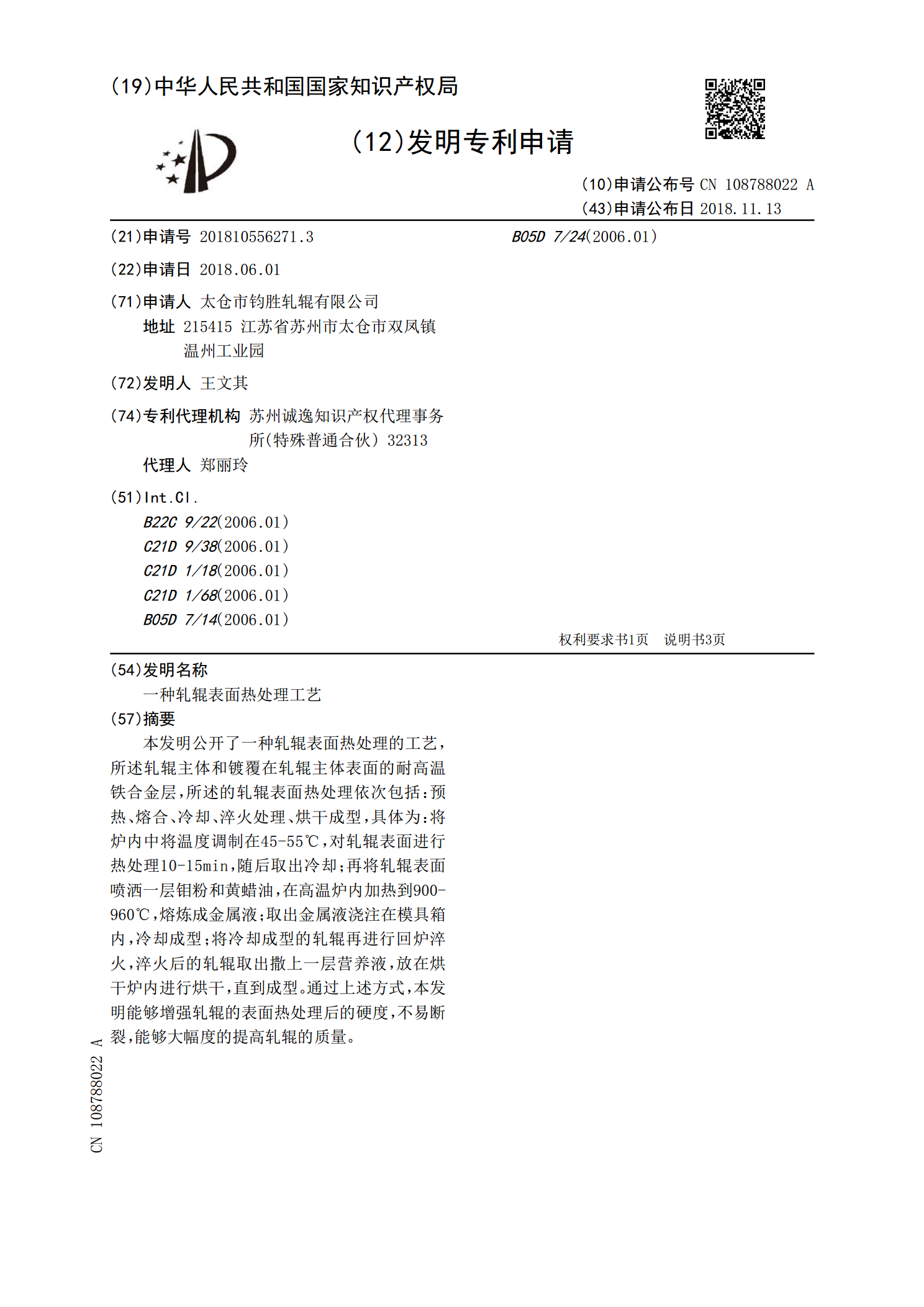
本发明公开了一种轧辊表面热处理的工艺,所述轧辊主体和镀覆在轧辊主体表面的耐高温铁合金层,所述的轧辊表面热处理依次包括:预热、熔合、冷却、淬火处理、烘干成型,具体为:将炉内中将温度调制在45‑55℃,对轧辊表面进行热处理10‑15min,随后取出冷却;再将轧辊表面喷洒一层钼粉和黄蜡油,在高温炉内加热到900‑960℃,熔炼成金属液;取出金属液浇注在模具箱内,冷却成型;将冷却成型的轧辊再进行回炉淬火,淬火后的轧辊取出撒上一层营养液,放在烘干炉内进行烘干,直到成型。通过上述方式,本发明能够增强轧辊的表面热处理后

一种用于轧辊的表面淬火工艺.pdf
本发明公开了一种用于轧辊的表面淬火工艺,具体包括如下步骤:对待加工轧辊放入预热炉内,预热至180‑220℃;将预热完成的轧辊放入的高温熔炉内,并以50‑70℃/min的升温速度,迅速将轧辊的温度提升至960‑1000℃,随后保温2‑4h;将加热完成后的轧辊取出,随后打开风机进行风冷处理,随后打开水泵,向轧辊表面喷洒冷却水,实现风冷、水冷相结合的冷却处理,最终将轧辊放入冷却水池进行水冷处理,冷却至常温完成淬火工艺,通过上述方式,本发明能够中和冷却速度,使得淬火后所得轧辊表面的硬度充足,使用寿命长,使用质量高

轧辊表面电流递减式磨削工艺.pdf
本发明属于钢铁磨削技术领域,具体涉及轧辊表面电流递减式磨削工艺;一种轧辊表面电流递减式磨削工艺,其特征在于,该工艺依次包括粗磨和精磨两步:(1)粗磨:磨削电流控制在40~50A,砂轮线速度35~45m/s,头架转数30~40r/min,大滑架速度2~3m/min,电流40~50A;(2)精磨:采用了磨削电流逐渐递减的磨削方式,即每一个磨削道次的电流较前一个道次减小约5A,总共分为五个道次,直至磨削电流达到15~20A时,全部磨削过程结束;解决了传统磨削工艺中,磨削后的轧辊容易出现螺旋纹、划痕、振纹等一些常