
一种轧辊的表面抛光工艺.pdf

鹏飞****可爱

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轧辊的表面抛光工艺.pdf
本发明公开了一种轧辊的表面抛光工艺,先用水冲洗毛刷,随后采用人工试纸抛光处理,完成一次抛光处理;再将一次抛光后的轧辊放置于固定架上进行固定;再将固定架放置于钢丝轮抛光机内,采用钢丝轮旋转滚动的方式对轧辊表面进行去毛刺处理,完成二次抛光,二次抛光时间为5‑10分钟;再将固定架放置于挤压辊抛光机内,利用挤压辊挤压滚动的方式对轧辊表面进行挤压处理,完成三次抛光,三次抛光时间为15‑30分钟;最终将轧辊放入润滑油内储存1‑2小时后取出,通过上述方式,本发明能够大幅提高对轧辊表面的抛光效果,并且能够也适用于使用后毛
一种轧辊表面强化工艺.pdf
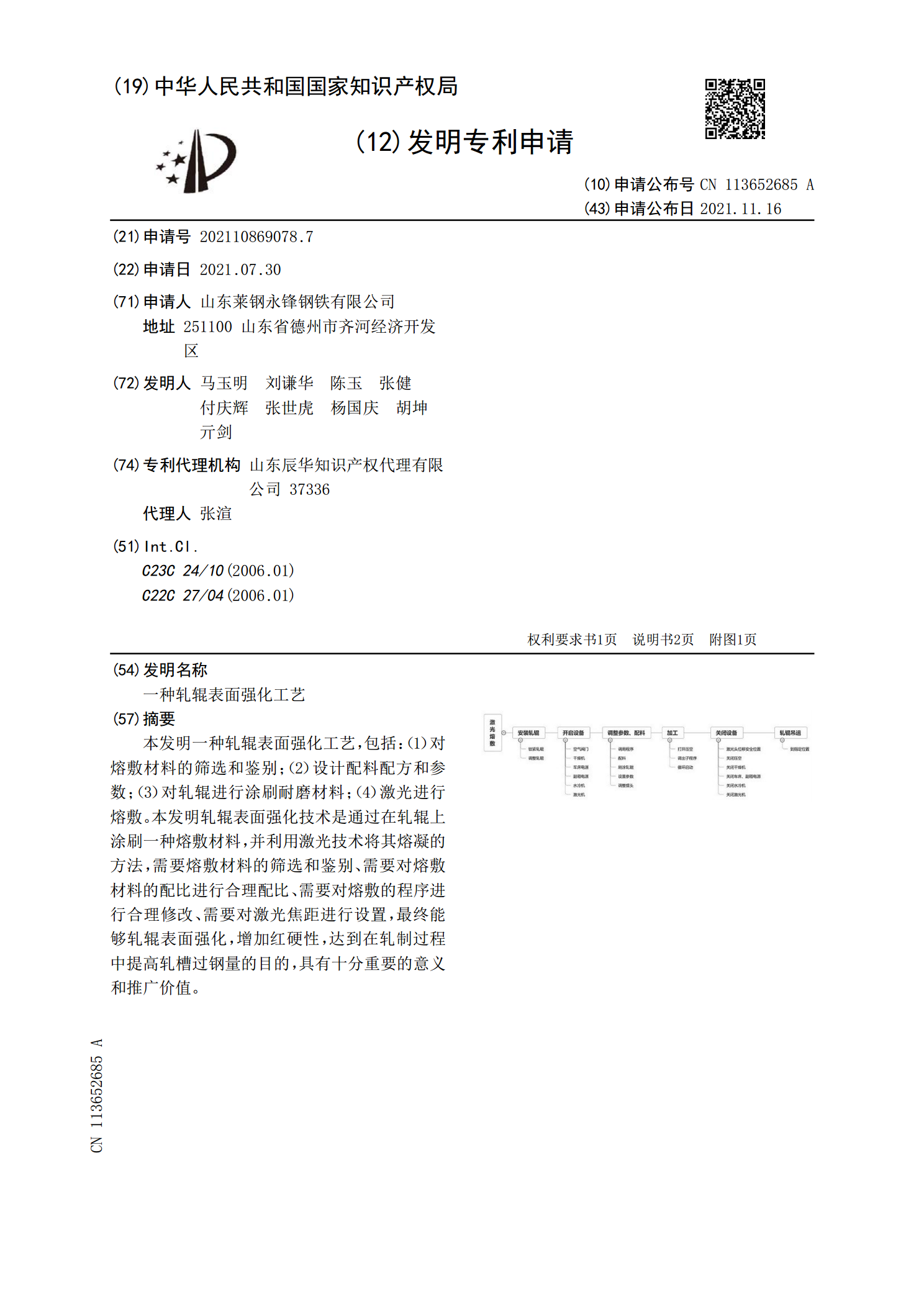
本发明一种轧辊表面强化工艺,包括:(1)对熔敷材料的筛选和鉴别;(2)设计配料配方和参数;(3)对轧辊进行涂刷耐磨材料;(4)激光进行熔敷。本发明轧辊表面强化技术是通过在轧辊上涂刷一种熔敷材料,并利用激光技术将其熔凝的方法,需要熔敷材料的筛选和鉴别、需要对熔敷材料的配比进行合理配比、需要对熔敷的程序进行合理修改、需要对激光焦距进行设置,最终能够轧辊表面强化,增加红硬性,达到在轧制过程中提高轧槽过钢量的目的,具有十分重要的意义和推广价值。

一种表面抛光工艺方法.pdf
本发明公开了一种表面抛光工艺方法,其包括以下步骤:1)粗加工:要求平面度0.01以内;2)半精加工:要求平面度0.005以内,光洁度达到0.4以内;3)精加工:选用粒度为1500粒的合金砂轮;将所选用的砂轮装在平面磨床上,选用紫铜块,对所选用的砂轮进行一次粗修处理,要求光洁度0.6以内;在同样的所述紫铜块上面,进行二次修砂轮,要求光洁度在0.4以内;选用钼块,对二次粗修后的砂轮进行精修处理,进行精修砂轮下刀量最多在0.001,要求钼块的面粗度在0.1以内将经过所述半精加工后的抛光工件在精修后的砂轮上进行最
一种多表面抛光工艺.pdf
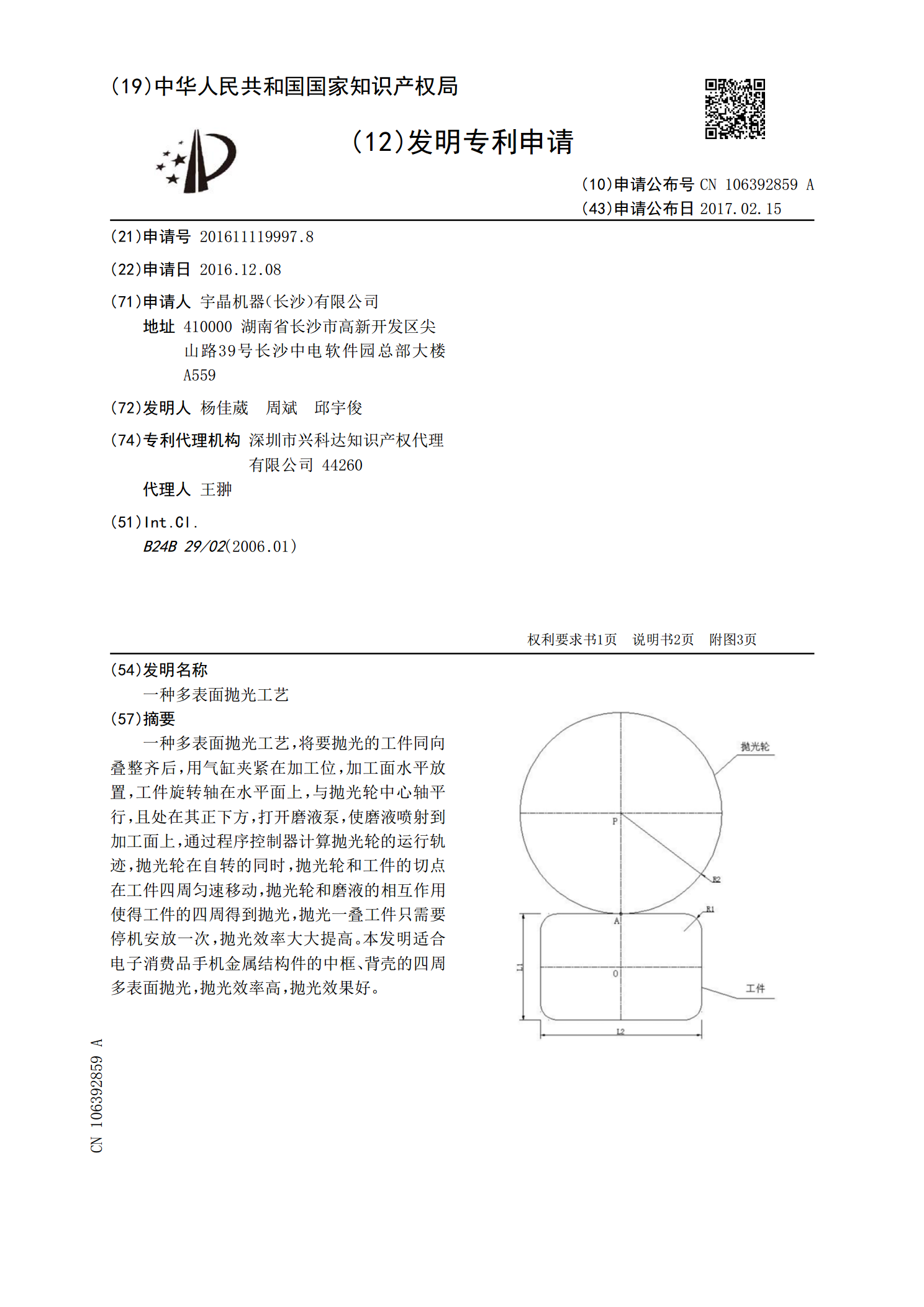
一种多表面抛光工艺,将要抛光的工件同向叠整齐后,用气缸夹紧在加工位,加工面水平放置,工件旋转轴在水平面上,与抛光轮中心轴平行,且处在其正下方,打开磨液泵,使磨液喷射到加工面上,通过程序控制器计算抛光轮的运行轨迹,抛光轮在自转的同时,抛光轮和工件的切点在工件四周匀速移动,抛光轮和磨液的相互作用使得工件的四周得到抛光,抛光一叠工件只需要停机安放一次,抛光效率大大提高。本发明适合电子消费品手机金属结构件的中框、背壳的四周多表面抛光,抛光效率高,抛光效果好。

一种轮毂表面抛光工艺.pdf
本发明公开了一种轮毂表面抛光工艺,涉及轮毂加工领域,通过脱脂、冲洗、配制抛光液、抛光反应、浸泡、烘干、打磨七个步骤制得,该种轮毂表面抛光工艺,采用该方法对轮毂的表面进行抛光具有抛光效果好、表面光亮度高的优点,而且可以节育大量的人力成本、缩短加工时间。