
一种轧辊表面热处理工艺.pdf

努力****向丝

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轧辊表面热处理工艺.pdf
本发明公开了一种轧辊表面热处理的工艺,所述轧辊主体和镀覆在轧辊主体表面的耐高温铁合金层,所述的轧辊表面热处理依次包括:预热、熔合、冷却、淬火处理、烘干成型,具体为:将炉内中将温度调制在45‑55℃,对轧辊表面进行热处理10‑15min,随后取出冷却;再将轧辊表面喷洒一层钼粉和黄蜡油,在高温炉内加热到900‑960℃,熔炼成金属液;取出金属液浇注在模具箱内,冷却成型;将冷却成型的轧辊再进行回炉淬火,淬火后的轧辊取出撒上一层营养液,放在烘干炉内进行烘干,直到成型。通过上述方式,本发明能够增强轧辊的表面热处理后
一种冷轧辊热处理工艺.pdf
本发明公开了一种冷轧辊热处理工艺包括毛坯预处理、精加工和冷轧辊热处理步骤,毛坯预处理时,通过快速循环加热淬火对毛坯进行超细化处理,使晶粒细化,快速加热至1140‑1160℃,保温5‑6小时,之后油冷20min,再进行回火,回火温度为670‑690℃,保温4小时,之后空冷至室温,然后将毛坯表面进行清洗,并擦拭去除毛坯表面的灰尘、油污,以上步骤共循环三次,再按图纸要求对超细化后的毛坯精加工成冷轧辊;冷轧辊精加工完成后,对冷轧辊进行真空气淬和回火处理,回火后随炉冷却至室温出炉,得到成品。经过本工艺处理的冷轧辊,
一种轧辊表面强化工艺.pdf
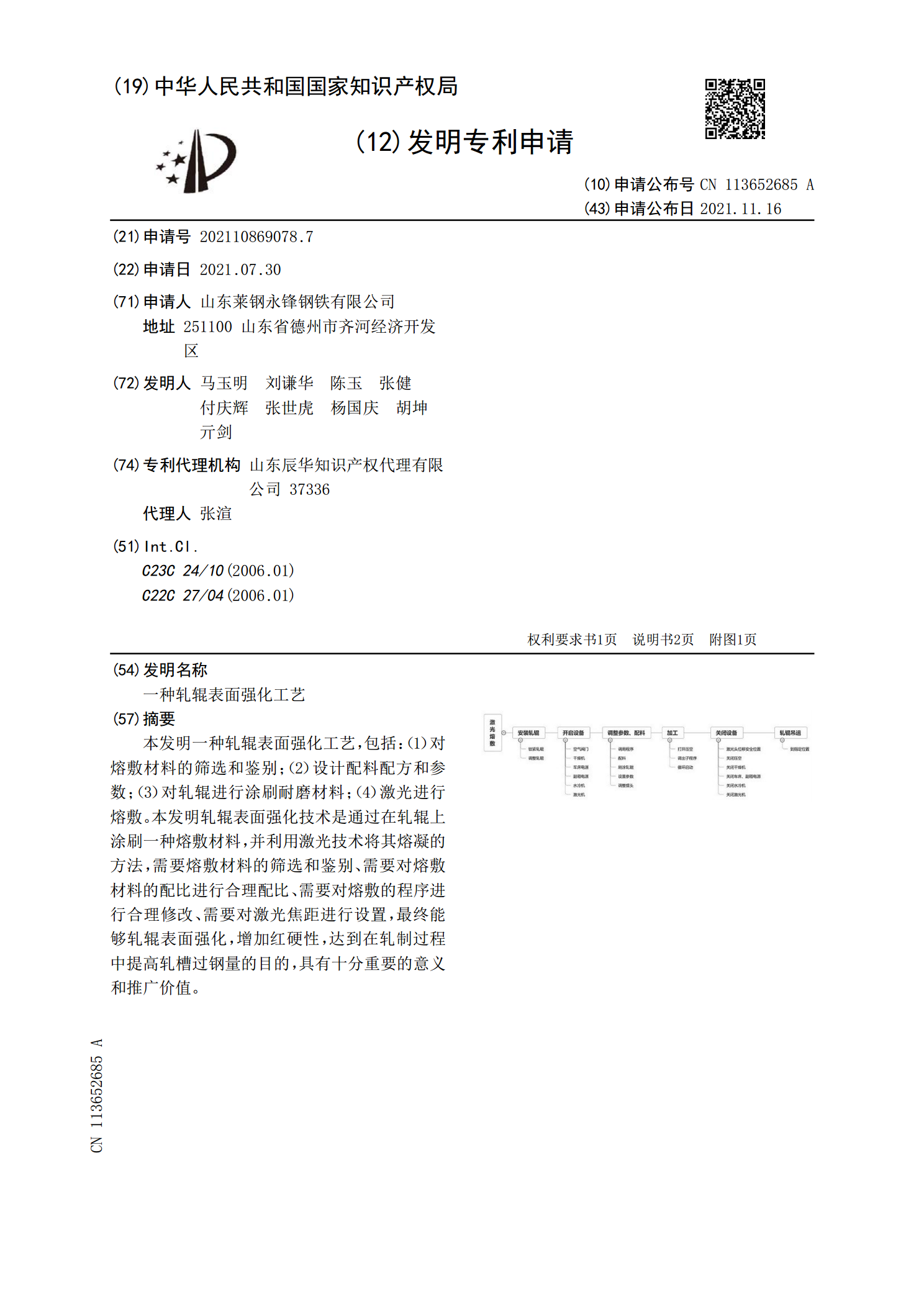
本发明一种轧辊表面强化工艺,包括:(1)对熔敷材料的筛选和鉴别;(2)设计配料配方和参数;(3)对轧辊进行涂刷耐磨材料;(4)激光进行熔敷。本发明轧辊表面强化技术是通过在轧辊上涂刷一种熔敷材料,并利用激光技术将其熔凝的方法,需要熔敷材料的筛选和鉴别、需要对熔敷材料的配比进行合理配比、需要对熔敷的程序进行合理修改、需要对激光焦距进行设置,最终能够轧辊表面强化,增加红硬性,达到在轧制过程中提高轧槽过钢量的目的,具有十分重要的意义和推广价值。

一种轧辊的表面抛光工艺.pdf
本发明公开了一种轧辊的表面抛光工艺,先用水冲洗毛刷,随后采用人工试纸抛光处理,完成一次抛光处理;再将一次抛光后的轧辊放置于固定架上进行固定;再将固定架放置于钢丝轮抛光机内,采用钢丝轮旋转滚动的方式对轧辊表面进行去毛刺处理,完成二次抛光,二次抛光时间为5‑10分钟;再将固定架放置于挤压辊抛光机内,利用挤压辊挤压滚动的方式对轧辊表面进行挤压处理,完成三次抛光,三次抛光时间为15‑30分钟;最终将轧辊放入润滑油内储存1‑2小时后取出,通过上述方式,本发明能够大幅提高对轧辊表面的抛光效果,并且能够也适用于使用后毛
一种铸造轧辊的热处理工艺.pdf
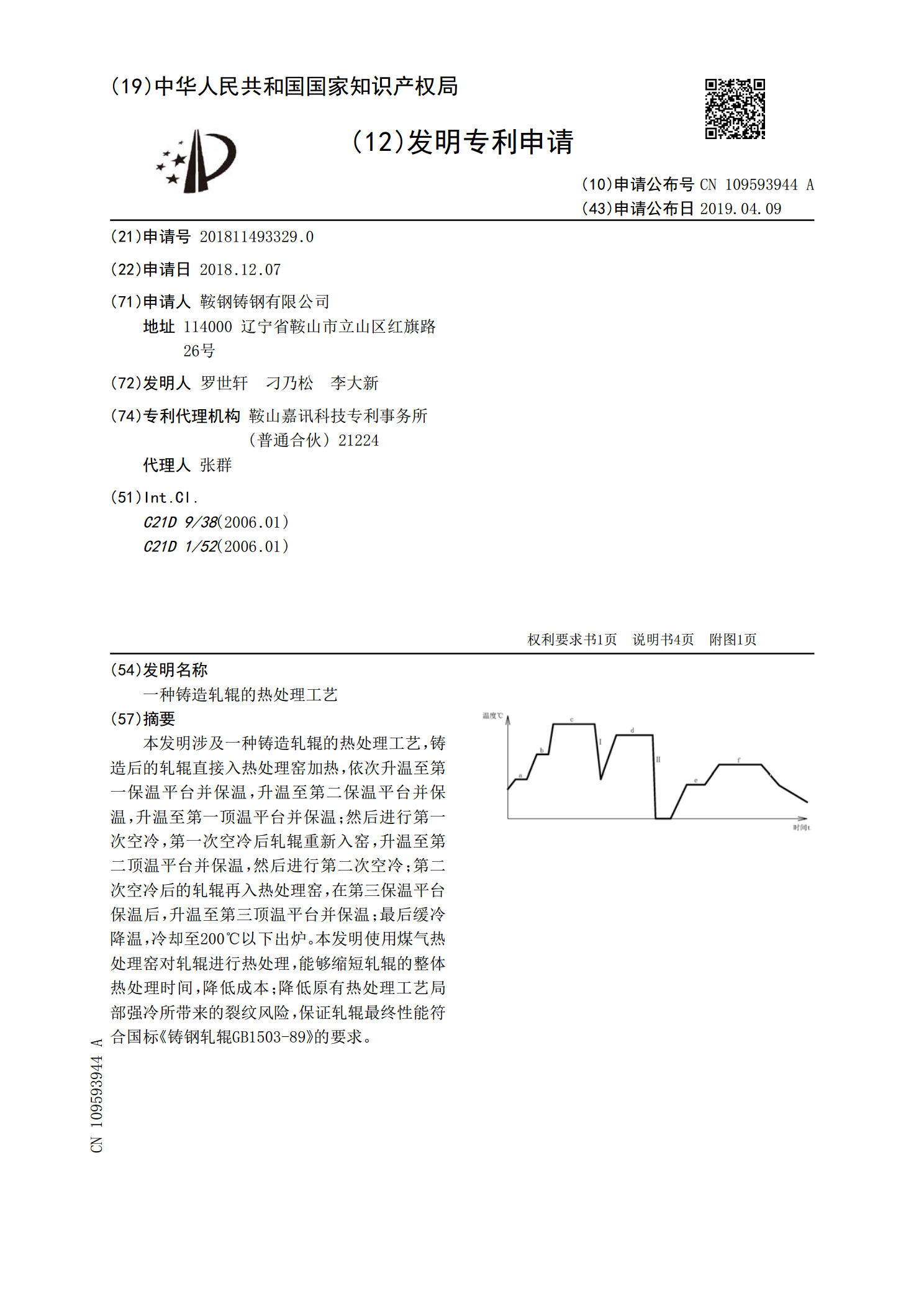
本发明涉及一种铸造轧辊的热处理工艺,铸造后的轧辊直接入热处理窑加热,依次升温至第一保温平台并保温,升温至第二保温平台并保温,升温至第一顶温平台并保温;然后进行第一次空冷,第一次空冷后轧辊重新入窑,升温至第二顶温平台并保温,然后进行第二次空冷;第二次空冷后的轧辊再入热处理窑,在第三保温平台保温后,升温至第三顶温平台并保温;最后缓冷降温,冷却至200℃以下出炉。本发明使用煤气热处理窑对轧辊进行热处理,能够缩短轧辊的整体热处理时间,降低成本;降低原有热处理工艺局部强冷所带来的裂纹风险,保证轧辊最终性能符合国标《