
轧辊表面电流递减式磨削工艺.pdf

书生****aa

1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轧辊表面电流递减式磨削工艺.pdf
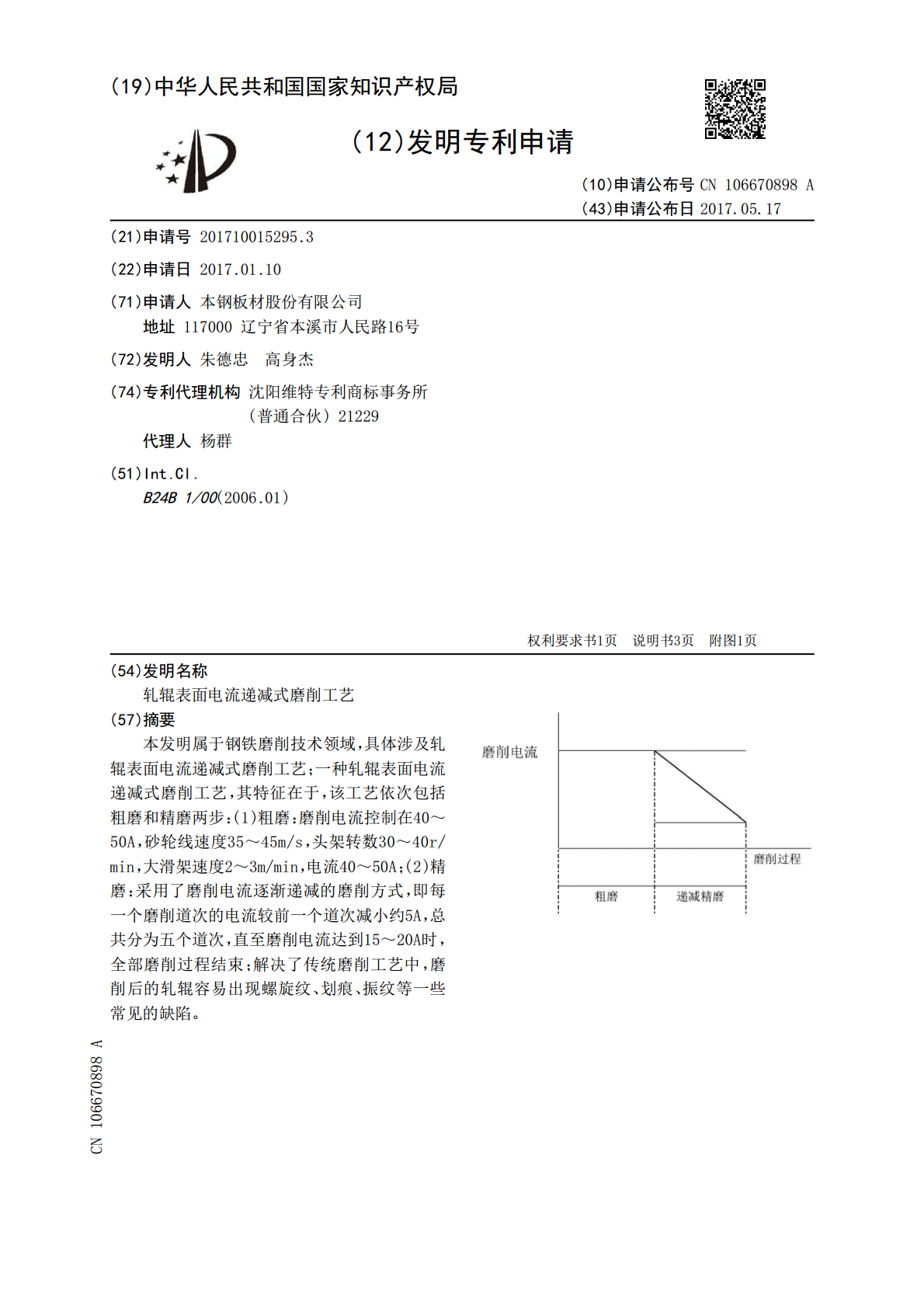
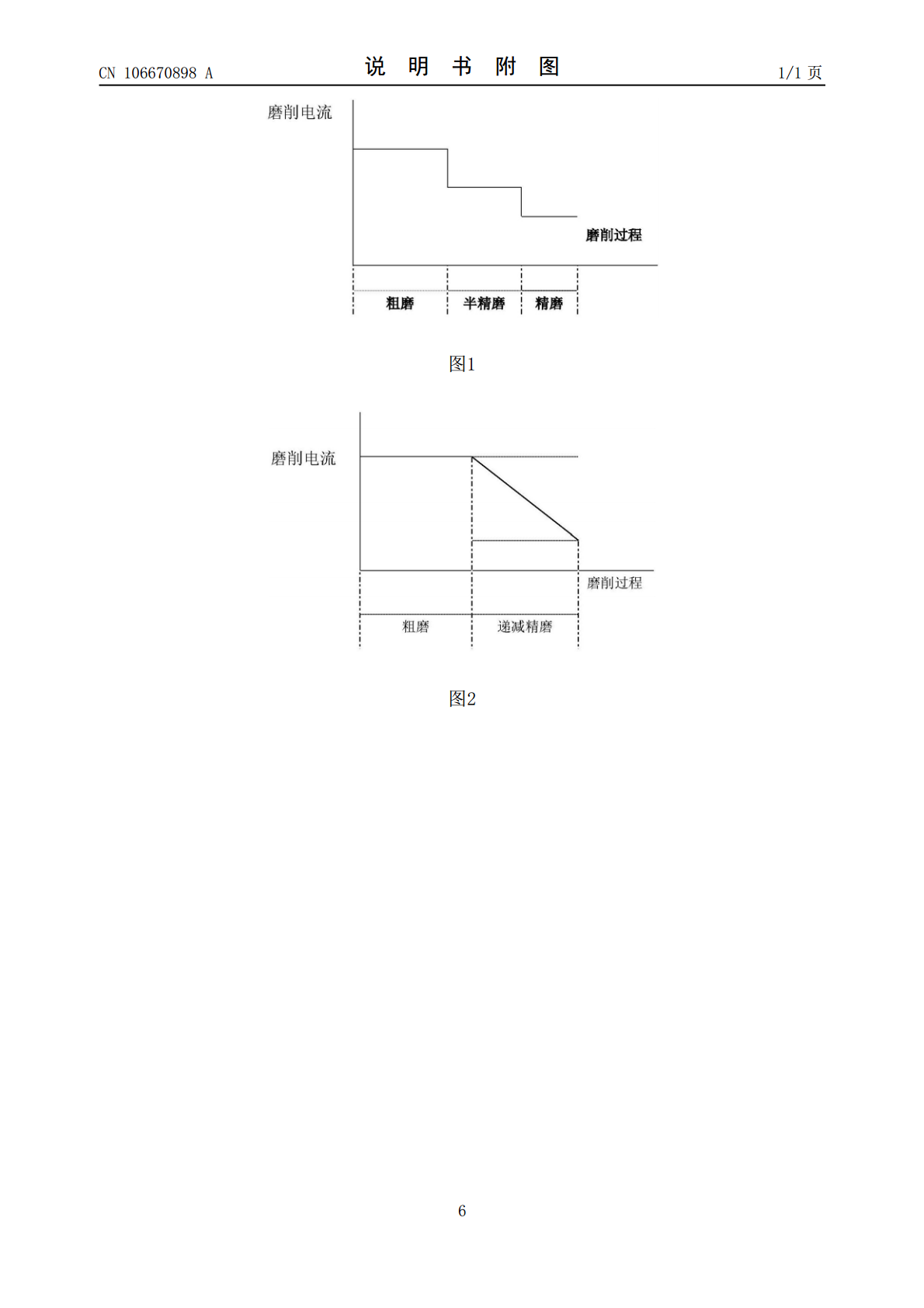
本发明属于钢铁磨削技术领域,具体涉及轧辊表面电流递减式磨削工艺;一种轧辊表面电流递减式磨削工艺,其特征在于,该工艺依次包括粗磨和精磨两步:(1)粗磨:磨削电流控制在40~50A,砂轮线速度35~45m/s,头架转数30~40r/min,大滑架速度2~3m/min,电流40~50A;(2)精磨:采用了磨削电流逐渐递减的磨削方式,即每一个磨削道次的电流较前一个道次减小约5A,总共分为五个道次,直至磨削电流达到15~20A时,全部磨削过程结束;解决了传统磨削工艺中,磨削后的轧辊容易出现螺旋纹、划痕、振纹等一些常

优化磨削工艺防止轧辊表面振纹.docx
优化磨削工艺防止轧辊表面振纹标题:优化磨削工艺以防止轧辊表面振纹引言:轧机是钢铁行业中重要的设备之一,用于将连续铸铁坯等材料进行塑性变形,以获得所需的产品形状和尺寸。然而,在实际生产中,轧辊表面振纹问题一直困扰着生产厂家和操作人员。轧辊表面振纹不仅会影响产品质量,还会缩短轧辊寿命,增加生产成本。因此,优化磨削工艺以防止轧辊表面振纹是解决该问题的重要方式。本文将从理论和实践两个方面,探讨如何优化磨削工艺以防止轧辊表面振纹。一、轧辊表面振纹的成因分析在使用过程中,轧辊容易出现表面振纹。主要原因包括以下几个方面

高表面质量带钢轧辊磨削工艺研究.docx
高表面质量带钢轧辊磨削工艺研究高表面质量带钢轧辊磨削工艺研究摘要:本文围绕高表面质量带钢轧机轧辊磨削工艺进行研究。首先,介绍了带钢轧机在钢铁生产中的重要性及其在带钢生产中的作用。然后,探讨了带钢轧辊表面质量对带钢产品质量的影响。接着,针对带钢轧机轧辊磨削工艺中可能出现的问题,提出了改进措施和优化方案。最后,通过实验验证了改进后的磨削工艺对带钢轧辊表面质量的提升效果。实验结果表明,采用改进后的磨削工艺可以显著提高带钢轧辊的表面质量,进一步提升带钢产品的质量。1.引言带钢轧机是钢铁生产过程中的重要设备,用于对

冷轧辊的磨削工艺.doc
冷轧辊的磨削工艺根据轧机结构和用途的不同对轧辊的规格尺寸、合金材质、表面硬度、加工精度有不同要求,通常把轧制板带材用的工作辊身加工成具有一定凸度的形状。凸度的大小与轧制压下力的大小、轧件的屈服强度和宽度、轧辊的受热条件、轧机和轧辊的材质及轧制时的张力、润滑剂的性能等诸多因素有关,一般冷轧工作辊的凸度磨削为0.02mm,支撑辊的凸度为0,即为平辊。根据轧机的结构性能、轧制力的大小或特殊要求时,有时冷轧工作辊也可磨成辊型为上工作辊为凸辊,下工作辊为平辊或上工作辊为平辊,下工作辊为凸辊或上下工作辊都为平辊,但一

轧辊磨削工艺参数的选择.docx
轧辊磨削工艺参数的选择轧辊磨削工艺参数的选择摘要:轧辊是轧机的核心部件之一,其表面质量和形状精度对轧机生产效率和产品质量具有重要影响。轧辊磨削是一种常用的轧辊维修和磨光方法,工艺参数的选择对磨削效果和轧辊使用寿命至关重要。本文通过分析轧辊的磨削原理,讨论了影响轧辊磨削工艺参数选择的因素,并提出了一种基于实际试验的轧辊磨削工艺参数选择方法。1.引言轧辊作为轧机的核心部件之一,其质量和形状精度对轧机生产效率和产品质量具有重要影响。由于长期使用和磨损,轧辊表面可能会出现凹坑、疲劳裂纹和磨损等问题,进而导致轧辊的