
一种防止中厚板坯连铸机粘结漏钢的方法.pdf

努力****振宇

1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防止中厚板坯连铸机粘结漏钢的方法.pdf
本发明公开了一种防止中厚板坯连铸机粘结漏钢的方法,包括以下步骤:调整优化保护渣配方;浸入式水口外弧侧外径尺寸设置为135±1mm,浸入式水口的两侧距铜板间距为38.5mm;将结晶器专家参数的临界报警温度梯度修改为2.6℃;开浇时浸入式水口插入深度在140‑145mm,中包工中大流开浇,中包车提升至80‑85mm时,将塞棒控制调整为自动;当液面超过浸入式水口侧孔时,加入1袋开浇渣,浸入式水口两侧加入均匀,加入保护渣后,开浇渣未完全消耗前禁止搅动液面;开浇拉速在0.3m/min,保持60秒后升速,每15s~2
一种防止轴承钢铸坯粘结的涂料.pdf
一种防止轴承钢铸坯粘结的涂料,其粉原料组成及重量百分比含量为:MgO75.5~90%,CaO1~5.9%,TiO21~9.5%,SiO22~10%,Al2O31~8%,C1~15%,上述粉原料的粒度均控制在≤0.088mm,外加上述粉原料总重量的30~50%的水。本发明解决了轴承钢铸坯在推钢加热炉内因粘钢而无法生产的难题,为高品质轴承钢顺利生产提供保证。同时该涂料还能降低铸坯的氧化烧损率至少在50%,脱碳层厚度至少降低在30%,其具有十分重要的意义和市场前景。还可广泛应用于其它普通碳素钢、优质碳素钢及合金
预防板坯连铸机起步过程产生纵裂纹及粘结漏钢的工艺方法.pdf
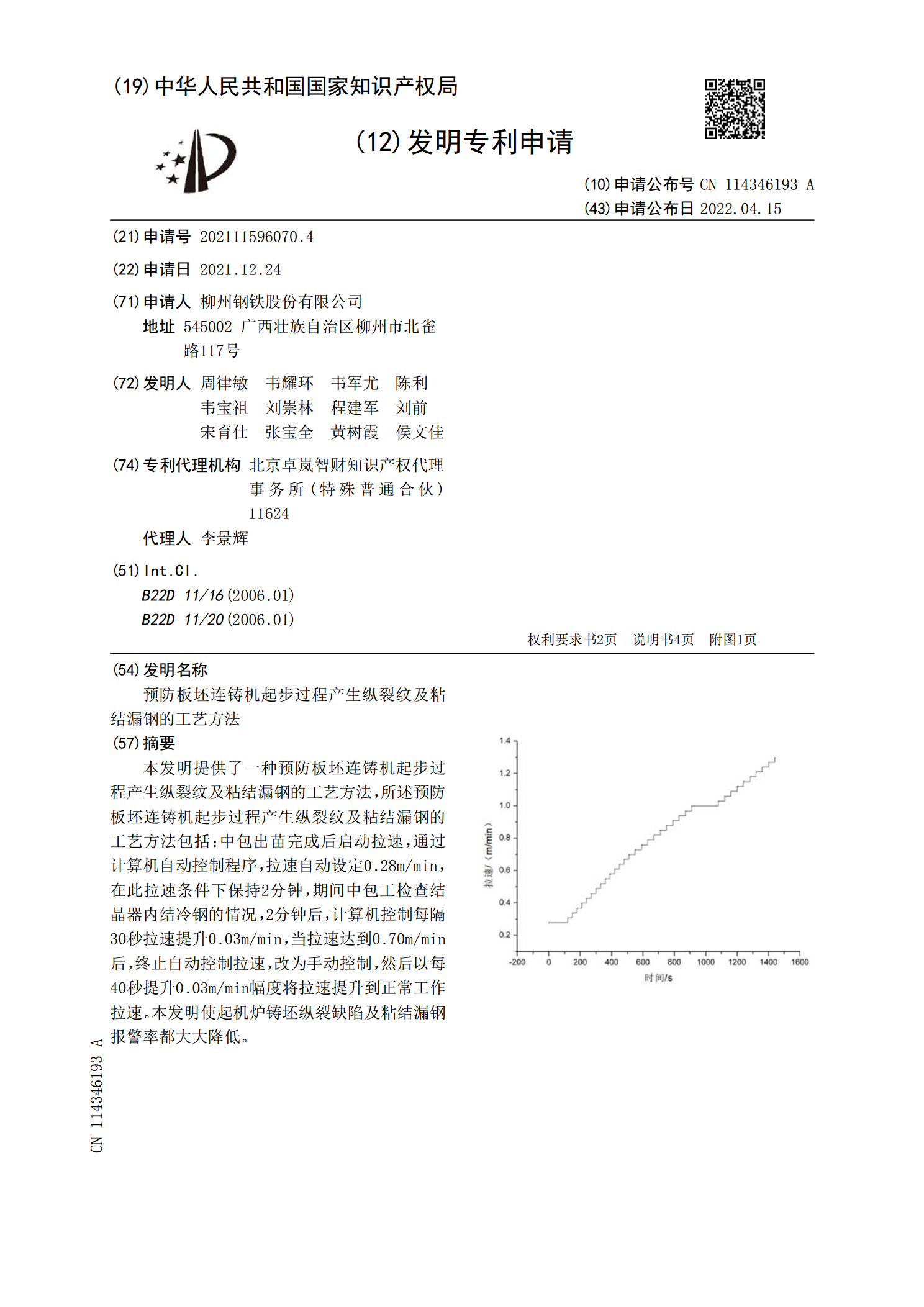
本发明提供了一种预防板坯连铸机起步过程产生纵裂纹及粘结漏钢的工艺方法,所述预防板坯连铸机起步过程产生纵裂纹及粘结漏钢的工艺方法包括:中包出苗完成后启动拉速,通过计算机自动控制程序,拉速自动设定0.28m/min,在此拉速条件下保持2分钟,期间中包工检查结晶器内结冷钢的情况,2分钟后,计算机控制每隔30秒拉速提升0.03m/min,当拉速达到0.70m/min后,终止自动控制拉速,改为手动控制,然后以每40秒提升0.03m/min幅度将拉速提升到正常工作拉速。本发明使起机炉铸坯纵裂缺陷及粘结漏钢报警率都大大
一种连铸机快换中间包防止坯壳收缩的方法.pdf
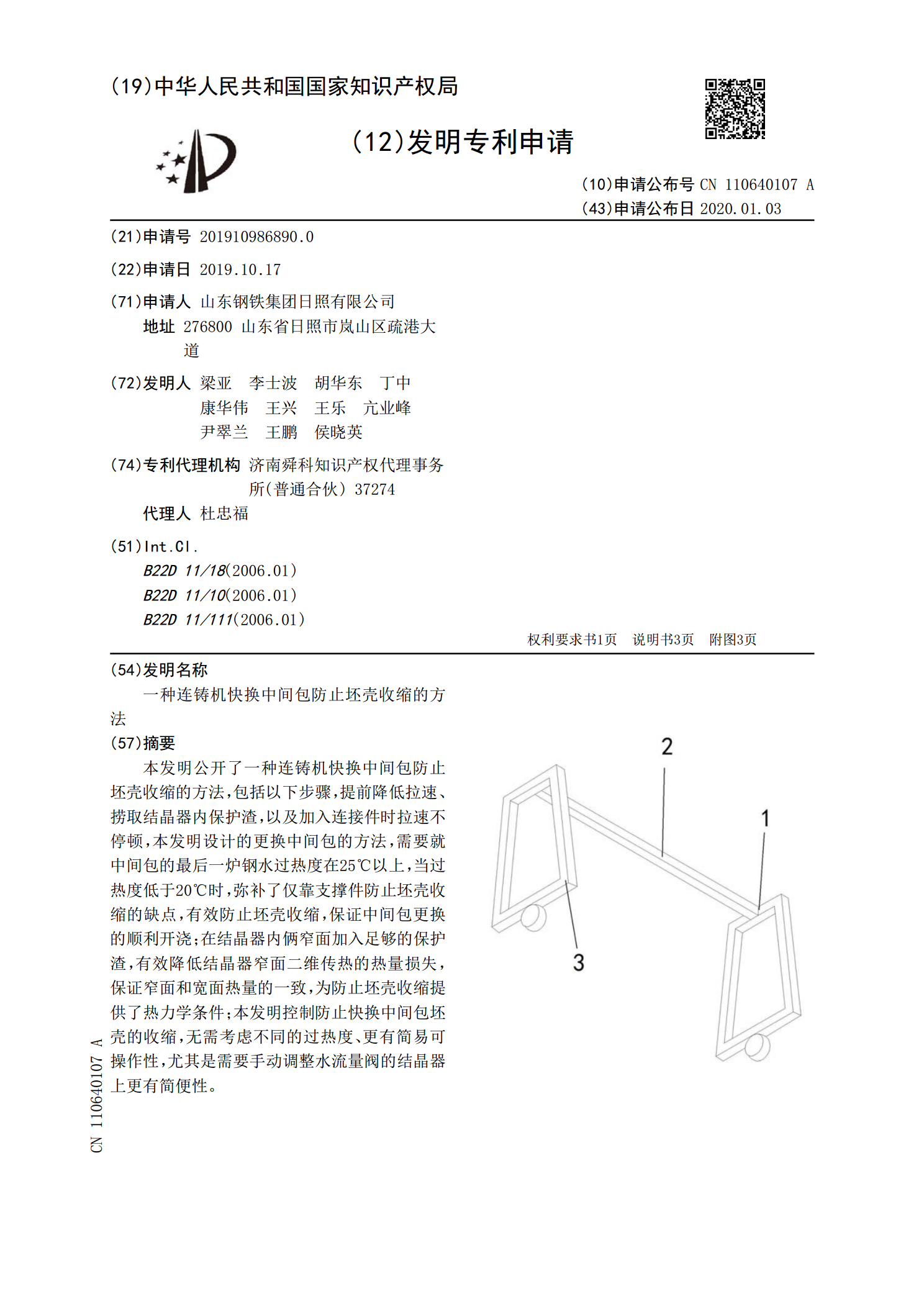
本发明公开了一种连铸机快换中间包防止坯壳收缩的方法,包括以下步骤,提前降低拉速、捞取结晶器内保护渣,以及加入连接件时拉速不停顿,本发明设计的更换中间包的方法,需要就中间包的最后一炉钢水过热度在25℃以上,当过热度低于20℃时,弥补了仅靠支撑件防止坯壳收缩的缺点,有效防止坯壳收缩,保证中间包更换的顺利开浇;在结晶器内俩窄面加入足够的保护渣,有效降低结晶器窄面二维传热的热量损失,保证窄面和宽面热量的一致,为防止坯壳收缩提供了热力学条件;本发明控制防止快换中间包坯壳的收缩,无需考虑不同的过热度、更有简易可操作性
一种小方坯连铸机生产含钛铁素体不锈钢小方坯的方法.pdf
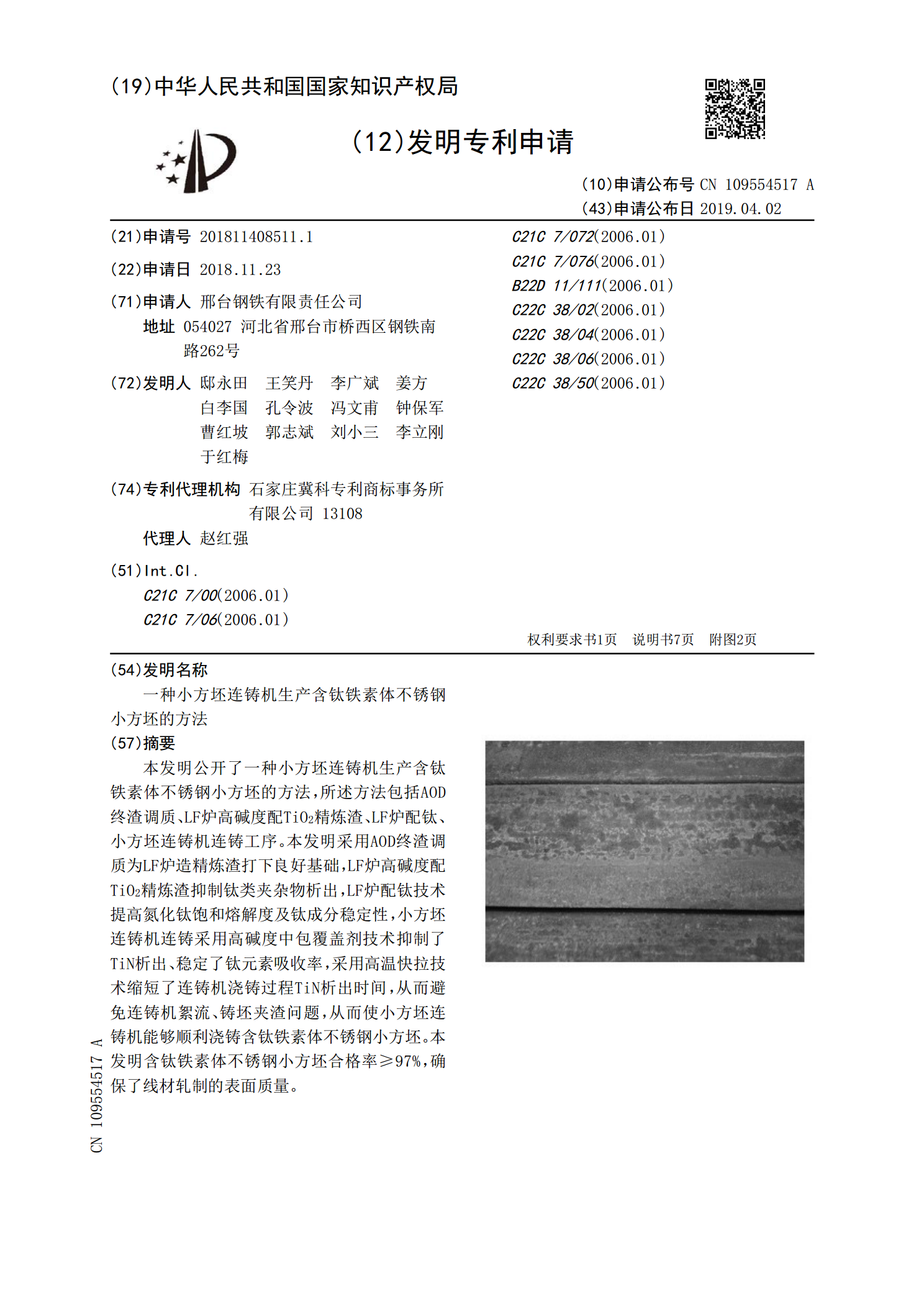
本发明公开了一种小方坯连铸机生产含钛铁素体不锈钢小方坯的方法,所述方法包括AOD终渣调质、LF炉高碱度配TiO