
一种连铸机快换中间包防止坯壳收缩的方法.pdf

建英****66

1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连铸机快换中间包防止坯壳收缩的方法.pdf
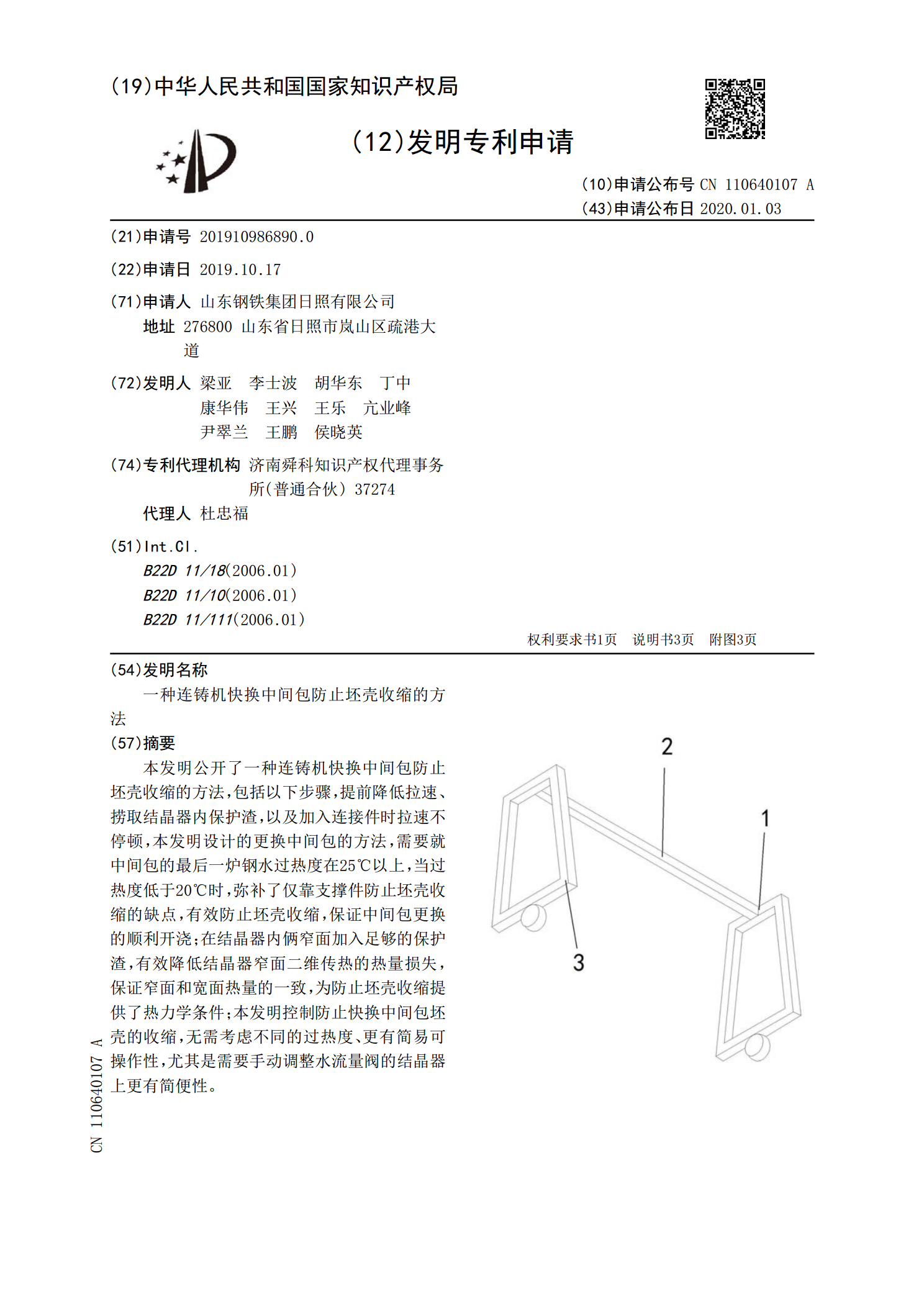
本发明公开了一种连铸机快换中间包防止坯壳收缩的方法,包括以下步骤,提前降低拉速、捞取结晶器内保护渣,以及加入连接件时拉速不停顿,本发明设计的更换中间包的方法,需要就中间包的最后一炉钢水过热度在25℃以上,当过热度低于20℃时,弥补了仅靠支撑件防止坯壳收缩的缺点,有效防止坯壳收缩,保证中间包更换的顺利开浇;在结晶器内俩窄面加入足够的保护渣,有效降低结晶器窄面二维传热的热量损失,保证窄面和宽面热量的一致,为防止坯壳收缩提供了热力学条件;本发明控制防止快换中间包坯壳的收缩,无需考虑不同的过热度、更有简易可操作性
一种圆坯连铸机中间包快换连接件.pdf
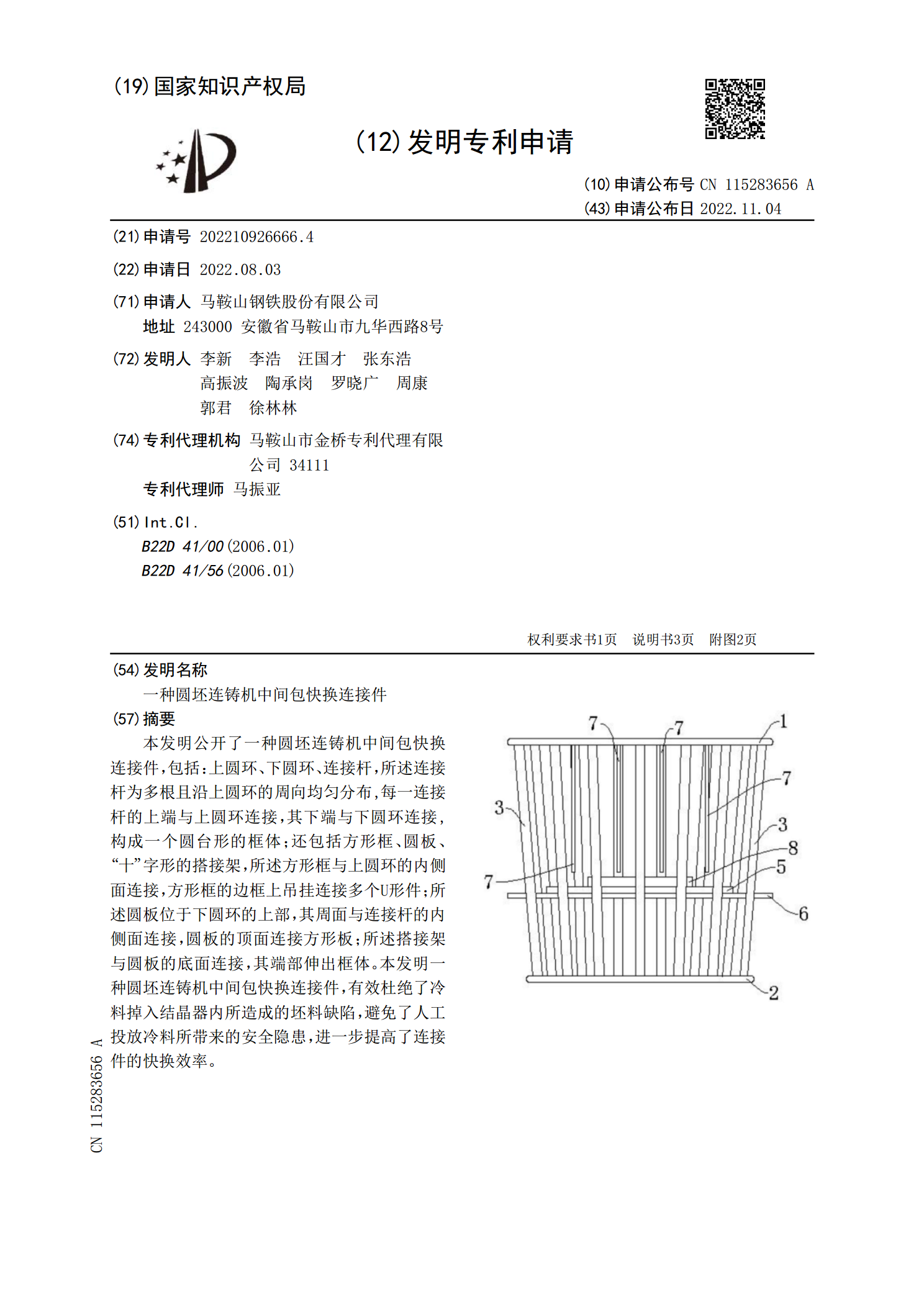
本发明公开了一种圆坯连铸机中间包快换连接件,包括:上圆环、下圆环、连接杆,所述连接杆为多根且沿上圆环的周向均匀分布,每一连接杆的上端与上圆环连接,其下端与下圆环连接,构成一个圆台形的框体;还包括方形框、圆板、“十”字形的搭接架,所述方形框与上圆环的内侧面连接,方形框的边框上吊挂连接多个U形件;所述圆板位于下圆环的上部,其周面与连接杆的内侧面连接,圆板的顶面连接方形板;所述搭接架与圆板的底面连接,其端部伸出框体。本发明一种圆坯连铸机中间包快换连接件,有效杜绝了冷料掉入结晶器内所造成的坯料缺陷,避免了人工投放

异型坯连铸机中间包热换的研究与实践.pptx
汇报人:CONTENTS添加章节标题异型坯连铸机中间包热换的研究背景连铸技术的现状与问题中间包热换的重要性和挑战研究目的与意义异型坯连铸机中间包热换的理论基础热换原理与技术异型坯连铸机中间包热换的关键因素热换效果的评价指标与方法异型坯连铸机中间包热换的应用实践热换工艺流程的设计与优化热换设备的选择与配置实际应用效果与案例分析异型坯连铸机中间包热换的改进与创新热换技术的改进措施新型热换材料的研发与应用未来发展方向与趋势异型坯连铸机中间包热换的经济效益与社会效益经济效益的分析与评估社会效益的体现与影响综合效益
一种中间包快换方法.pdf
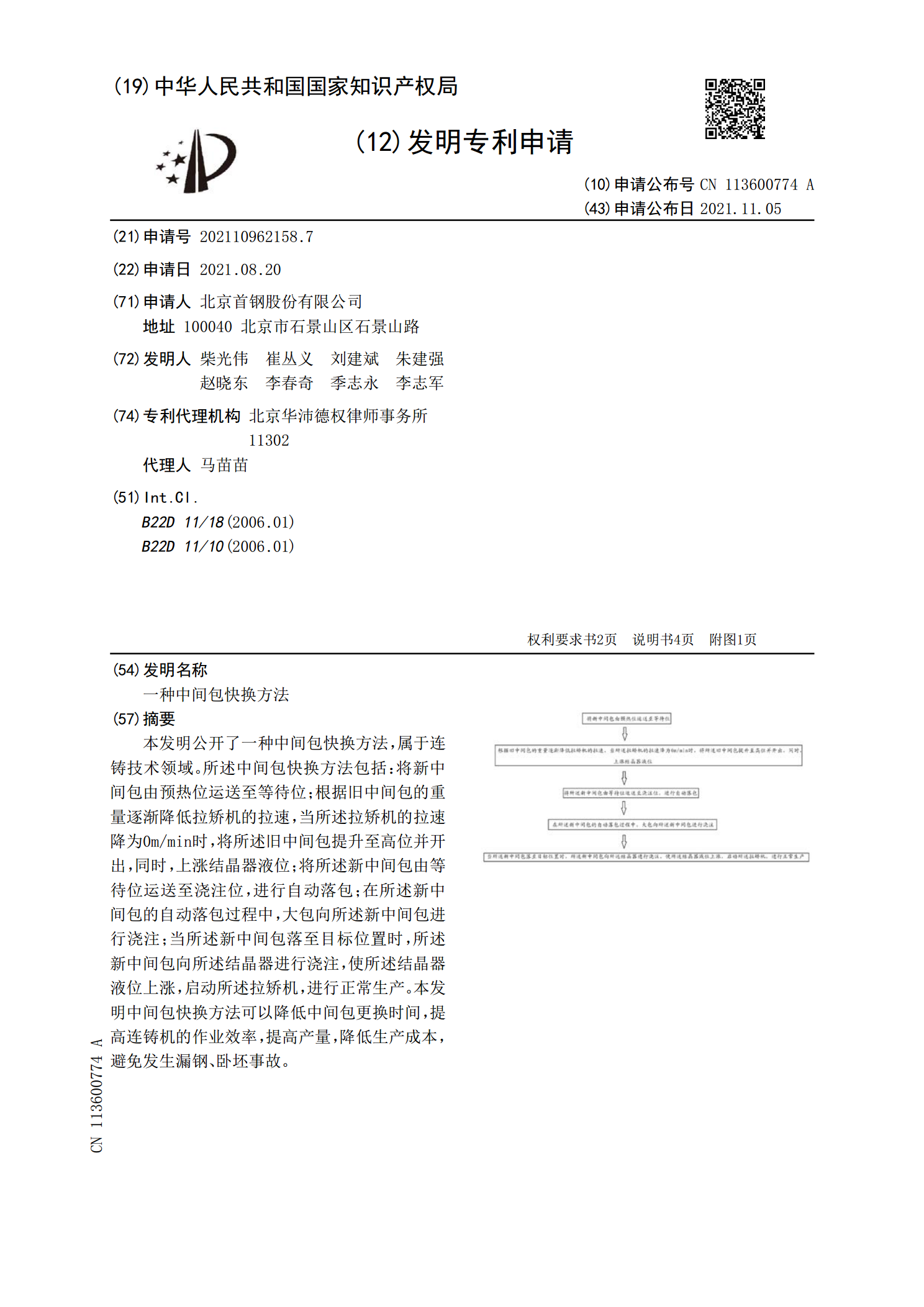
本发明公开了一种中间包快换方法,属于连铸技术领域。所述中间包快换方法包括:将新中间包由预热位运送至等待位;根据旧中间包的重量逐渐降低拉矫机的拉速,当所述拉矫机的拉速降为0m/min时,将所述旧中间包提升至高位并开出,同时,上涨结晶器液位;将所述新中间包由等待位运送至浇注位,进行自动落包;在所述新中间包的自动落包过程中,大包向所述新中间包进行浇注;当所述新中间包落至目标位置时,所述新中间包向所述结晶器进行浇注,使所述结晶器液位上涨,启动所述拉矫机,进行正常生产。本发明中间包快换方法可以降低中间包更换时间,提

一种双流板坯中间包快换方法.pdf
本发明公开了一种双流板坯中间包快换方法,包括以下步骤:根据凝固原理,制定降速曲线,控制滞留在结晶器及扇形段内铸坯温度;中间包车所有升降油缸同步,调整中间包车升降速度,在30秒内完成单个上升或者下降动作周期;使用旧坯接头保温材料,在旧中包车开走后加到接头表面,3分钟内接头处钢水为液态;使用接头坯壳防收缩装置,控制不同钢种、断面下的接头坯壳收缩;结合钢种和不同断面进行二次开浇,制定出苗时间和升速曲线,出苗时间为45‑75s,确控制快换接头铸坯、扇形段内铸坯温度和强度;解决了快换时间长或者坯壳凝固收缩偏大,操作