
一种智能焊接方法、智能焊接系统及计算机存储介质.pdf

努力****恨风


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种智能焊接方法、智能焊接系统及计算机存储介质.pdf
本发明公开了一种智能焊接方法、智能焊接系统及计算机存储介质,属于焊接技术领域,为解决现有技术焊接精度低的技术问题而设计。包括:通过线性模型对线性数据进行预测,得到第一预测结果;和/或通过非线性模型对非线性数据进行预测,得到第二预测结果;基于所述第一预测结果和/或所述第二预测结果获取目标运行参数,并通过激光器本体根据所述目标运行参数发出目标激光对当前待焊接物进行焊接。本发明可提高焊接精度。

一种集装箱顶板焊接控制方法、系统、存储介质及智能终端.pdf
本申请涉及一种集装箱顶板焊接控制方法、系统、存储介质及智能终端,涉及机械加工技术的领域,其包括获取顶板各处与测量设备于高度方向上的高度距离信息;判断高度距离信息是否处于点焊范围内;若处于,则定义顶板该位置为点焊点,并获取点焊位置信息;根据相邻点焊点的点焊位置信息以确定点焊路径信息,并定义点焊路径信息上靠近固定点的点焊点为起始点,定义另一点焊点为终止点;控制与点焊路径信息一一对应的焊接设备于起始点处向终止点方向移动作业,并获取焊接设备的移动路程信息;判断移动路程信息是否与点焊路径信息一致;若不一致,则控制焊

一种焊接钢结构强度检测方法、存储介质及智能终端.pdf
本申请涉及一种焊接钢结构强度检测方法、存储介质及智能终端,涉及钢材性能检测技术的领域,其包括获取钢材图像信息;于钢材图像信息中确定连接位置信息,并根据连接位置信息以获取连接图像信息;控制放置平台转动并实时获取钢材夹角信息;根据排序规则以确定相对应数值最大的钢材夹角信息,并将该钢材夹角信息定义为实际夹角信息;根据实际夹角信息以控制施力设备转动倾斜,并于倾斜后根据强度检测力作业固定时长,且固定时长后获取连接位置信息所对应位置的作业图像信息;于作业图像信息与连接图像信息不一致时输出强度异常信号;反之输出强度正常
焊接方法、系统、装置及计算机可读存储介质.pdf
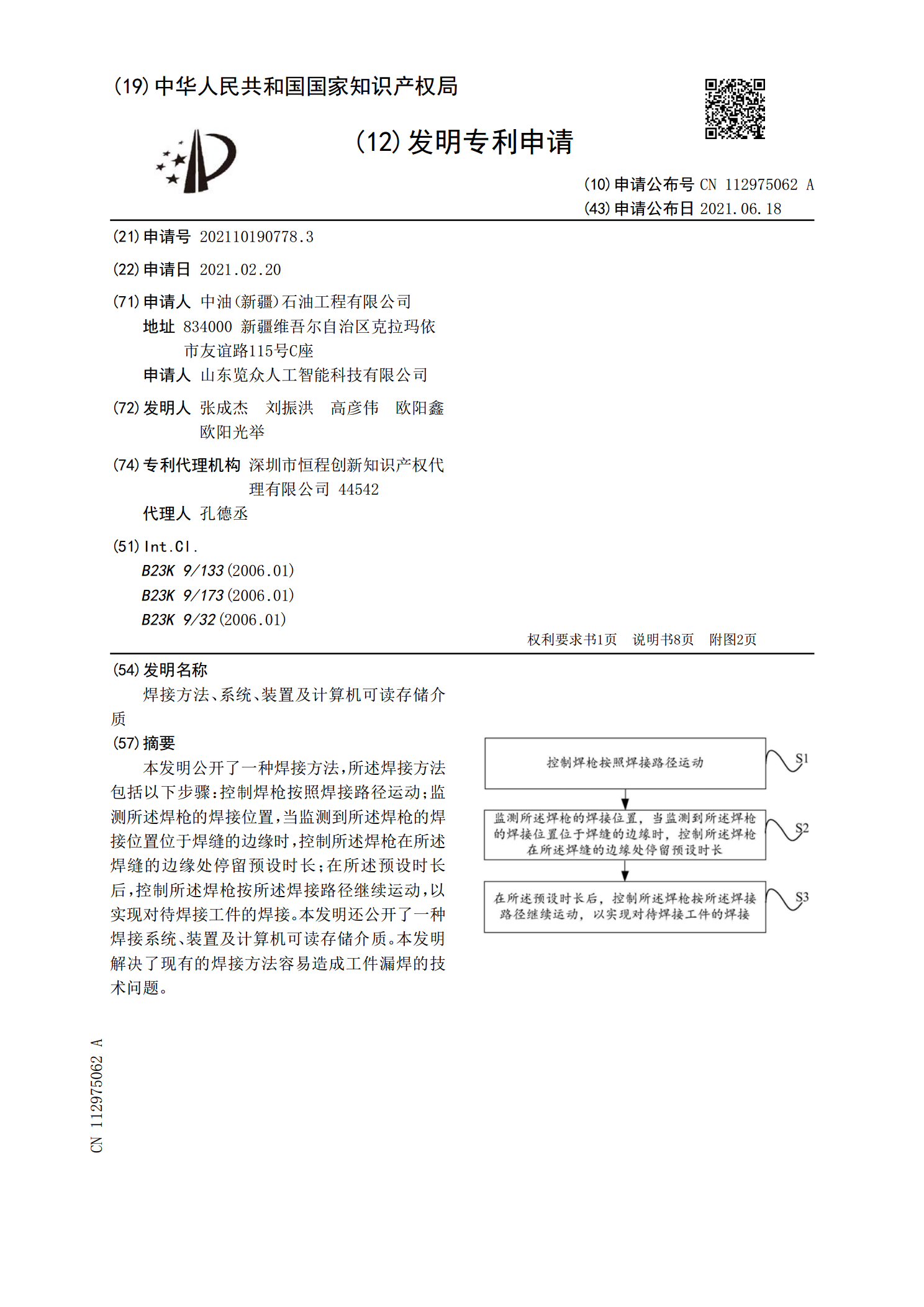
本发明公开了一种焊接方法,所述焊接方法包括以下步骤:控制焊枪按照焊接路径运动;监测所述焊枪的焊接位置,当监测到所述焊枪的焊接位置位于焊缝的边缘时,控制所述焊枪在所述焊缝的边缘处停留预设时长;在所述预设时长后,控制所述焊枪按所述焊接路径继续运动,以实现对待焊接工件的焊接。本发明还公开了一种焊接系统、装置及计算机可读存储介质。本发明解决了现有的焊接方法容易造成工件漏焊的技术问题。
一种智能焊接系统.pdf
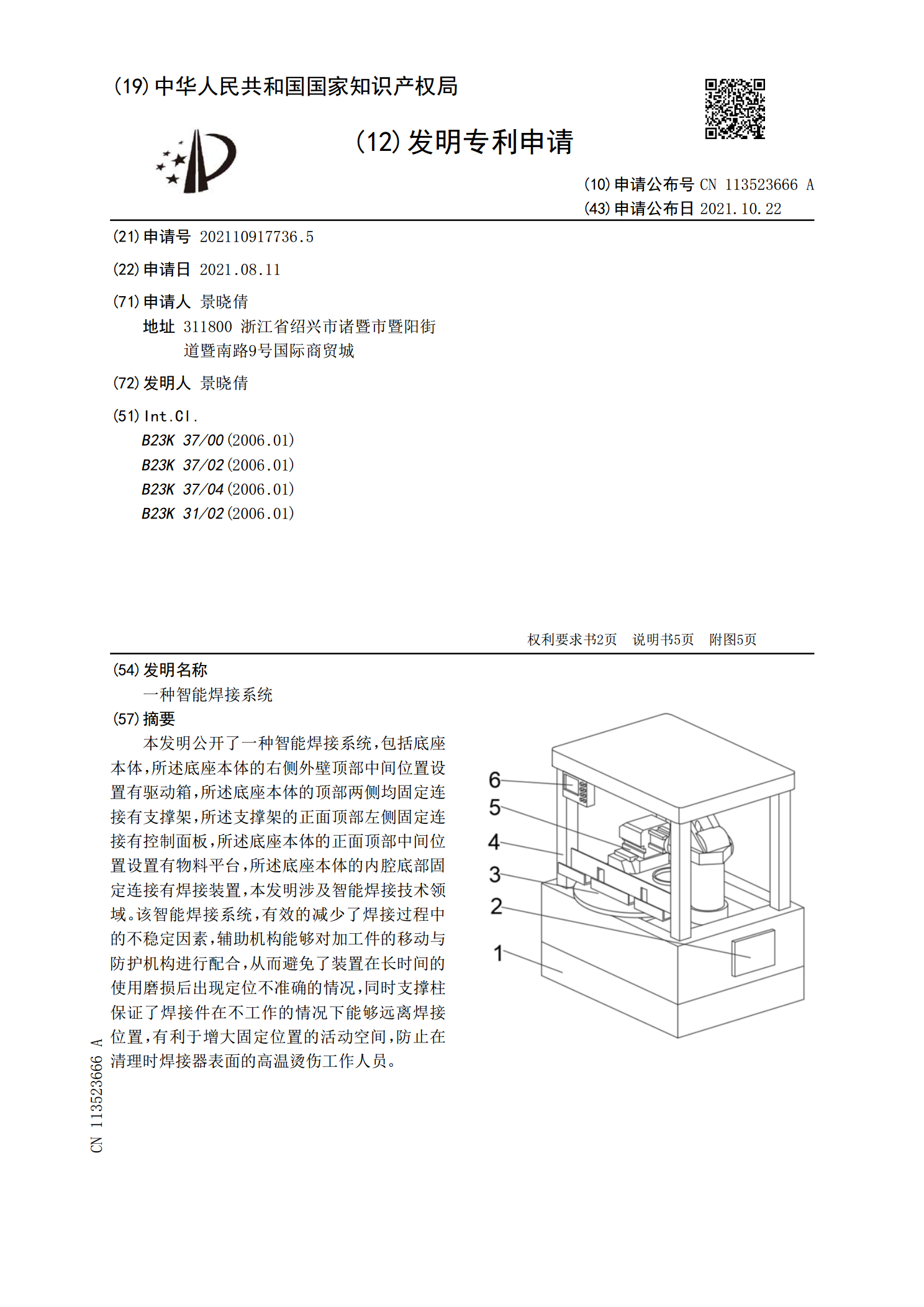
本发明公开了一种智能焊接系统,包括底座本体,所述底座本体的右侧外壁顶部中间位置设置有驱动箱,所述底座本体的顶部两侧均固定连接有支撑架,所述支撑架的正面顶部左侧固定连接有控制面板,所述底座本体的正面顶部中间位置设置有物料平台,所述底座本体的内腔底部固定连接有焊接装置,本发明涉及智能焊接技术领域。该智能焊接系统,有效的减少了焊接过程中的不稳定因素,辅助机构能够对加工件的移动与防护机构进行配合,从而避免了装置在长时间的使用磨损后出现定位不准确的情况,同时支撑柱保证了焊接件在不工作的情况下能够远离焊接位置,有利于