
玻璃板的制造方法和磁盘的制造方法.pdf

雨巷****莺莺


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
玻璃板的制造方法和磁盘的制造方法.pdf
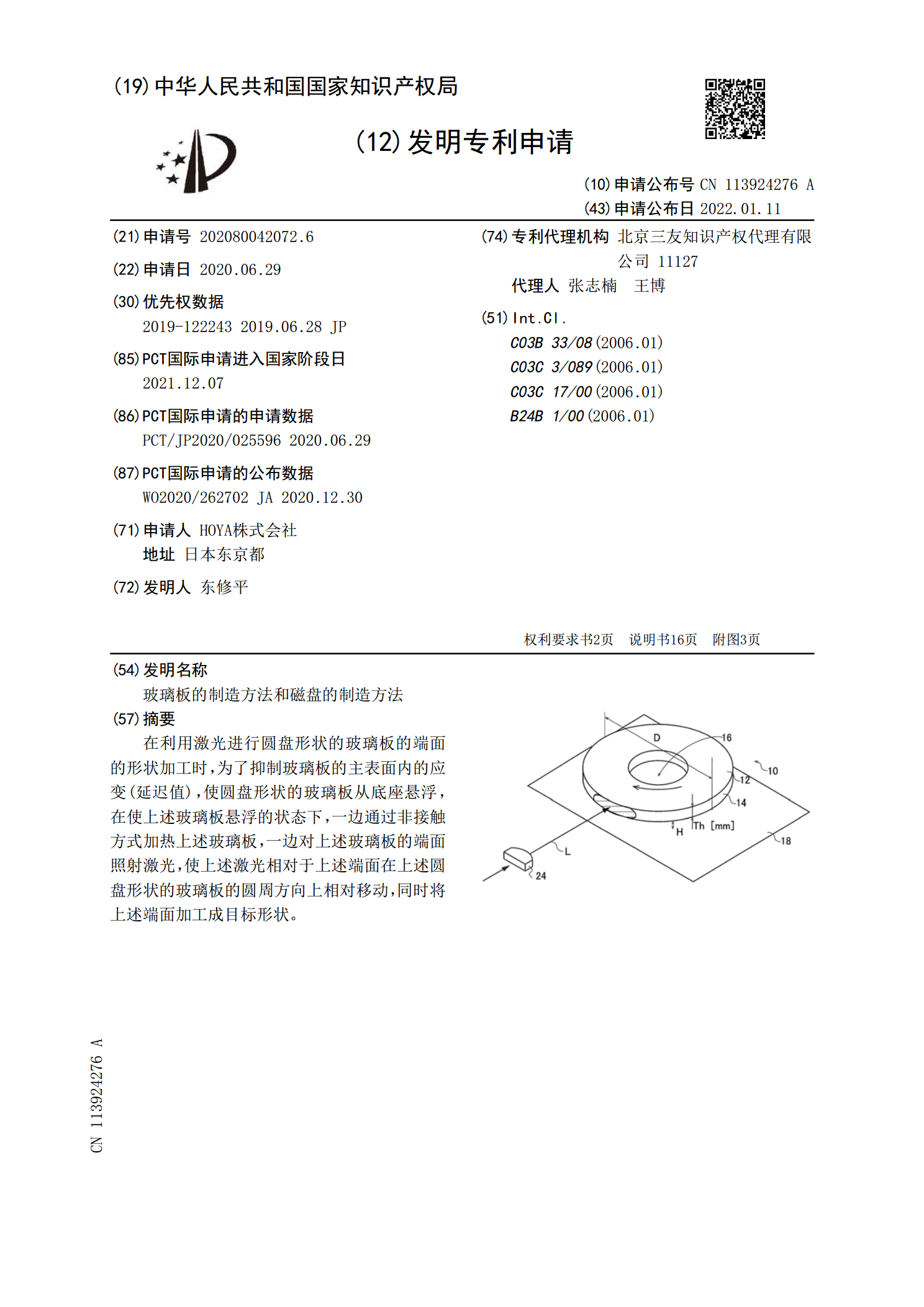
在利用激光进行圆盘形状的玻璃板的端面的形状加工时,为了抑制玻璃板的主表面内的应变(延迟值),使圆盘形状的玻璃板从底座悬浮,在使上述玻璃板悬浮的状态下,一边通过非接触方式加热上述玻璃板,一边对上述玻璃板的端面照射激光,使上述激光相对于上述端面在上述圆盘形状的玻璃板的圆周方向上相对移动,同时将上述端面加工成目标形状。
磁盘用基板的制造方法和磁盘的制造方法.pdf
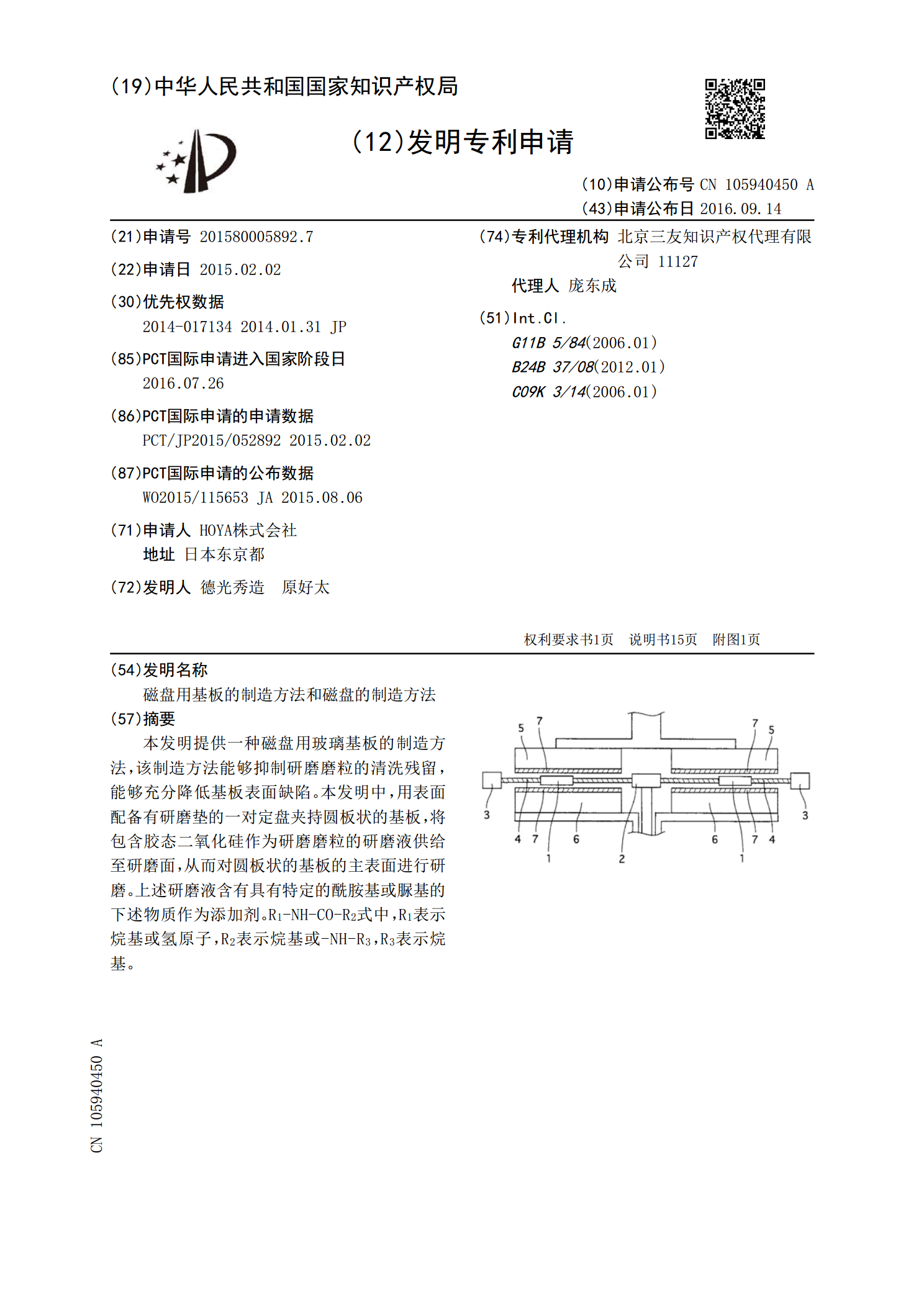
本发明提供一种磁盘用玻璃基板的制造方法,该制造方法能够抑制研磨磨粒的清洗残留,能够充分降低基板表面缺陷。本发明中,用表面配备有研磨垫的一对定盘夹持圆板状的基板,将包含胶态二氧化硅作为研磨磨粒的研磨液供给至研磨面,从而对圆板状的基板的主表面进行研磨。上述研磨液含有具有特定的酰胺基或脲基的下述物质作为添加剂。R

玻璃板的制造方法和制造装置.pdf
本发明涉及玻璃板的制造方法和制造装置,其目的在于提供可不使用焊接等而缩短工期并可抑制输送管和澄清管的变形、弯曲、破损等的玻璃板的制造方法和制造装置。本发明的制造玻璃板的玻璃板的制造方法中,在制作熔融玻璃的工序之前,对至少使用铂或者铂合金构成的输送管进行加热,在使上述输送管热膨胀的状态下,将上述输送管的一侧端部与熔解炉的端部抵接,将上述输送管的另一侧端部与上述澄清管的端部抵接。上述熔解炉、上述输送管和上述澄清管各自的抵接端部从管外部被冷却,上述端部使得通过上述端部进入到处于上述端部之间的空隙中的熔融玻璃冷却

玻璃板制造装置及玻璃板制造方法.pdf
玻璃板制造装置具备:将输送熔融玻璃(GM)的多个玻璃供给管(8a)连结而成的玻璃供给路(8);将熔融玻璃(GM)成形为玻璃板(GR)的成形炉(5);以及具有输送玻璃板(GR)的辊(13a)且设置于设置地板(S)的退火炉(7)。退火炉(7)及辊(13a)构成为能够相对于设置地板(S)进行位置变更。

玻璃板制造装置以及玻璃板制造方法.pdf
将在成形炉(4)内收容有为了利用下拉法将熔融玻璃(5)成形为玻璃带(6)而使用的成形体(2)、以及对成形体(2)的宽度方向两端部进行支承的支承体(3)的结构作为主要结构的玻璃板制造装置(1)构成为,在支承体(3)设置有加热器(10)。