
玻璃板制造装置及玻璃板制造方法.pdf

St****36


1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

玻璃板制造装置及玻璃板制造方法.pdf
玻璃板制造装置具备:将输送熔融玻璃(GM)的多个玻璃供给管(8a)连结而成的玻璃供给路(8);将熔融玻璃(GM)成形为玻璃板(GR)的成形炉(5);以及具有输送玻璃板(GR)的辊(13a)且设置于设置地板(S)的退火炉(7)。退火炉(7)及辊(13a)构成为能够相对于设置地板(S)进行位置变更。

玻璃板制造装置以及玻璃板制造方法.pdf
将在成形炉(4)内收容有为了利用下拉法将熔融玻璃(5)成形为玻璃带(6)而使用的成形体(2)、以及对成形体(2)的宽度方向两端部进行支承的支承体(3)的结构作为主要结构的玻璃板制造装置(1)构成为,在支承体(3)设置有加热器(10)。
玻璃板的制造方法以及玻璃板制造装置.pdf
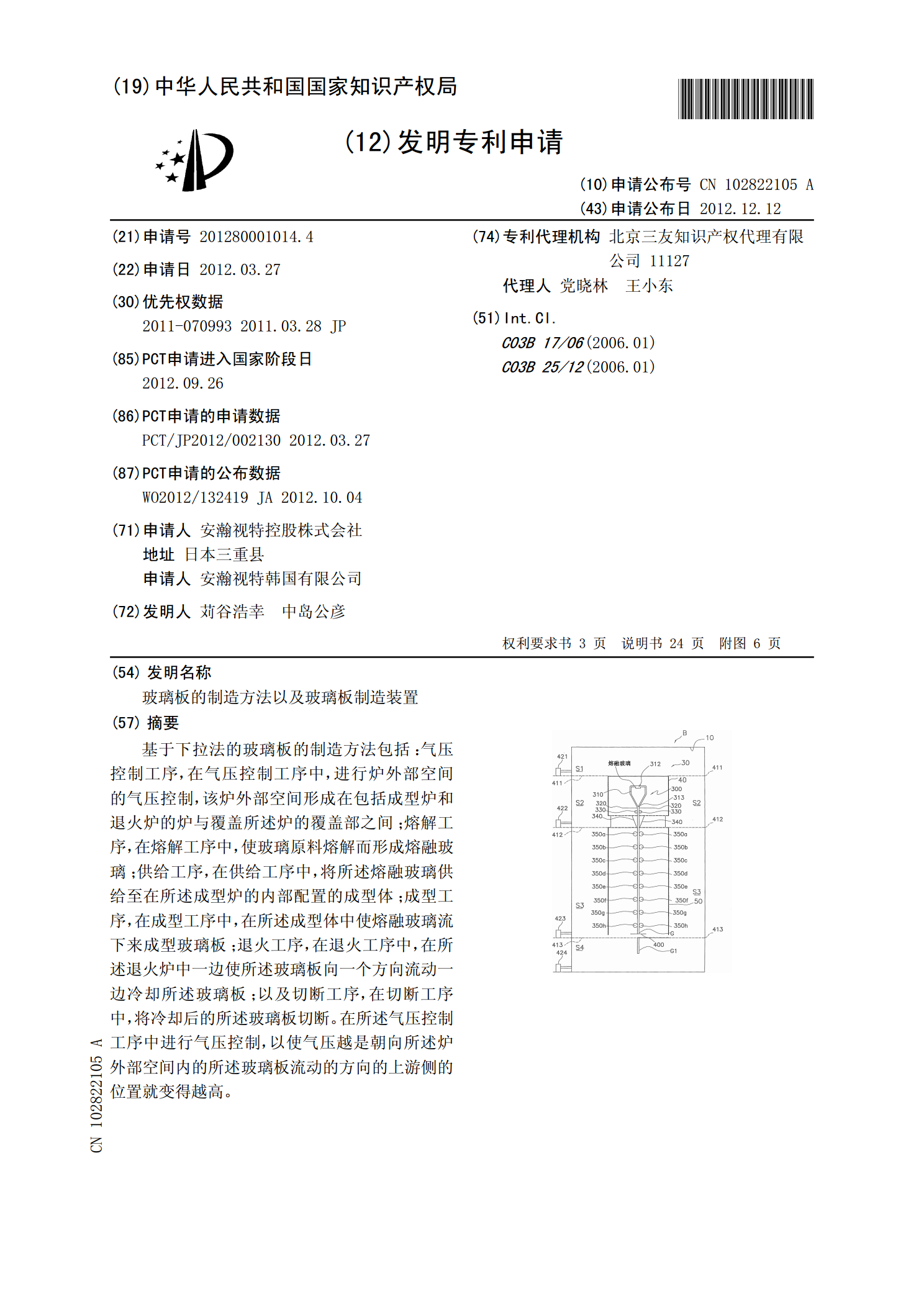
基于下拉法的玻璃板的制造方法包括:气压控制工序,在气压控制工序中,进行炉外部空间的气压控制,该炉外部空间形成在包括成型炉和退火炉的炉与覆盖所述炉的覆盖部之间;熔解工序,在熔解工序中,使玻璃原料熔解而形成熔融玻璃;供给工序,在供给工序中,将所述熔融玻璃供给至在所述成型炉的内部配置的成型体;成型工序,在成型工序中,在所述成型体中使熔融玻璃流下来成型玻璃板;退火工序,在退火工序中,在所述退火炉中一边使所述玻璃板向一个方向流动一边冷却所述玻璃板;以及切断工序,在切断工序中,将冷却后的所述玻璃板切断。在所述气压控制
玻璃板的制造方法及玻璃板制造装置.pdf
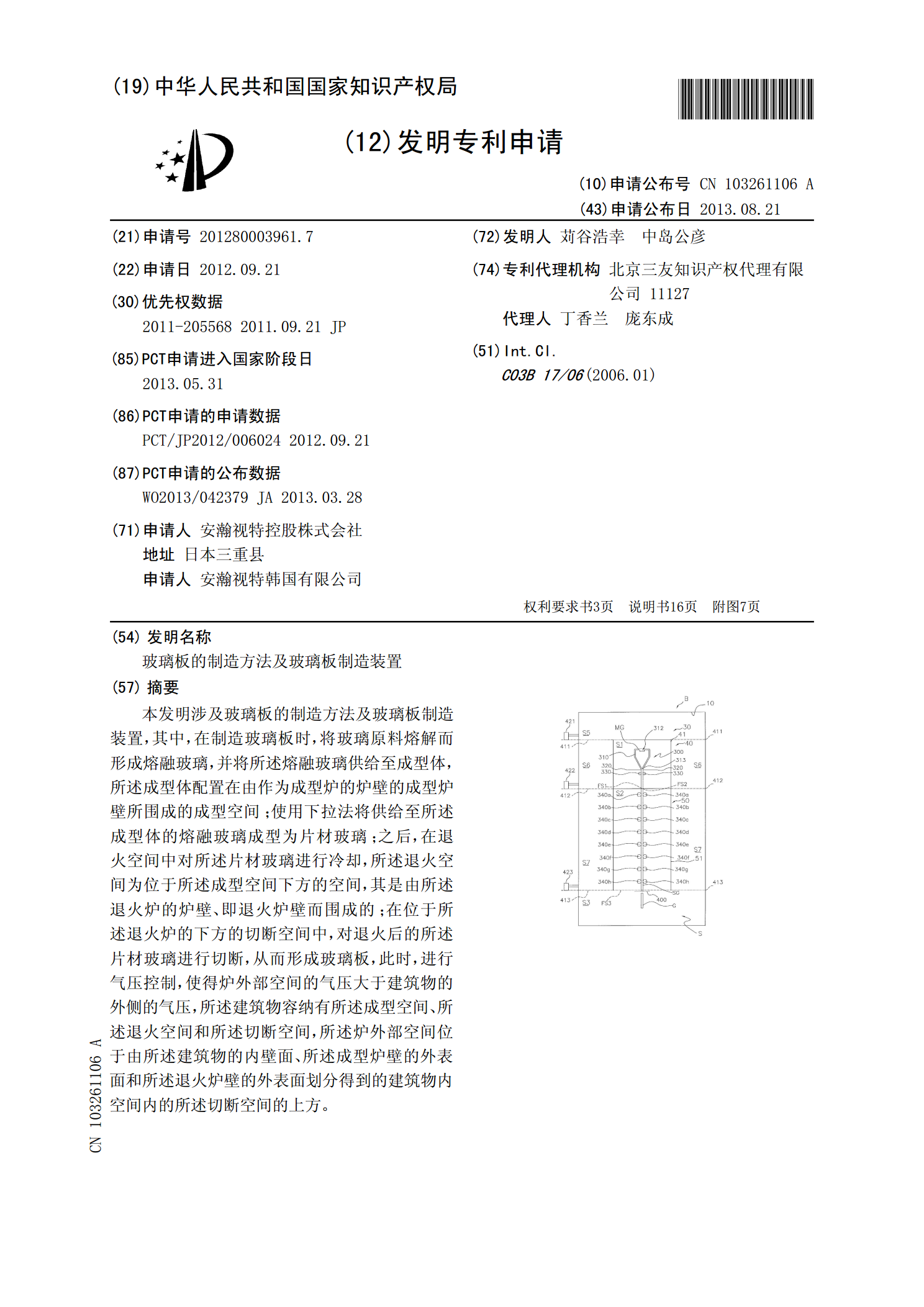
本发明涉及玻璃板的制造方法及玻璃板制造装置,其中,在制造玻璃板时,将玻璃原料熔解而形成熔融玻璃,并将所述熔融玻璃供给至成型体,所述成型体配置在由作为成型炉的炉壁的成型炉壁所围成的成型空间;使用下拉法将供给至所述成型体的熔融玻璃成型为片材玻璃;之后,在退火空间中对所述片材玻璃进行冷却,所述退火空间为位于所述成型空间下方的空间,其是由所述退火炉的炉壁、即退火炉壁而围成的;在位于所述退火炉的下方的切断空间中,对退火后的所述片材玻璃进行切断,从而形成玻璃板,此时,进行气压控制,使得炉外部空间的气压大于建筑物的外侧
玻璃板的制造方法及玻璃板制造装置.pdf
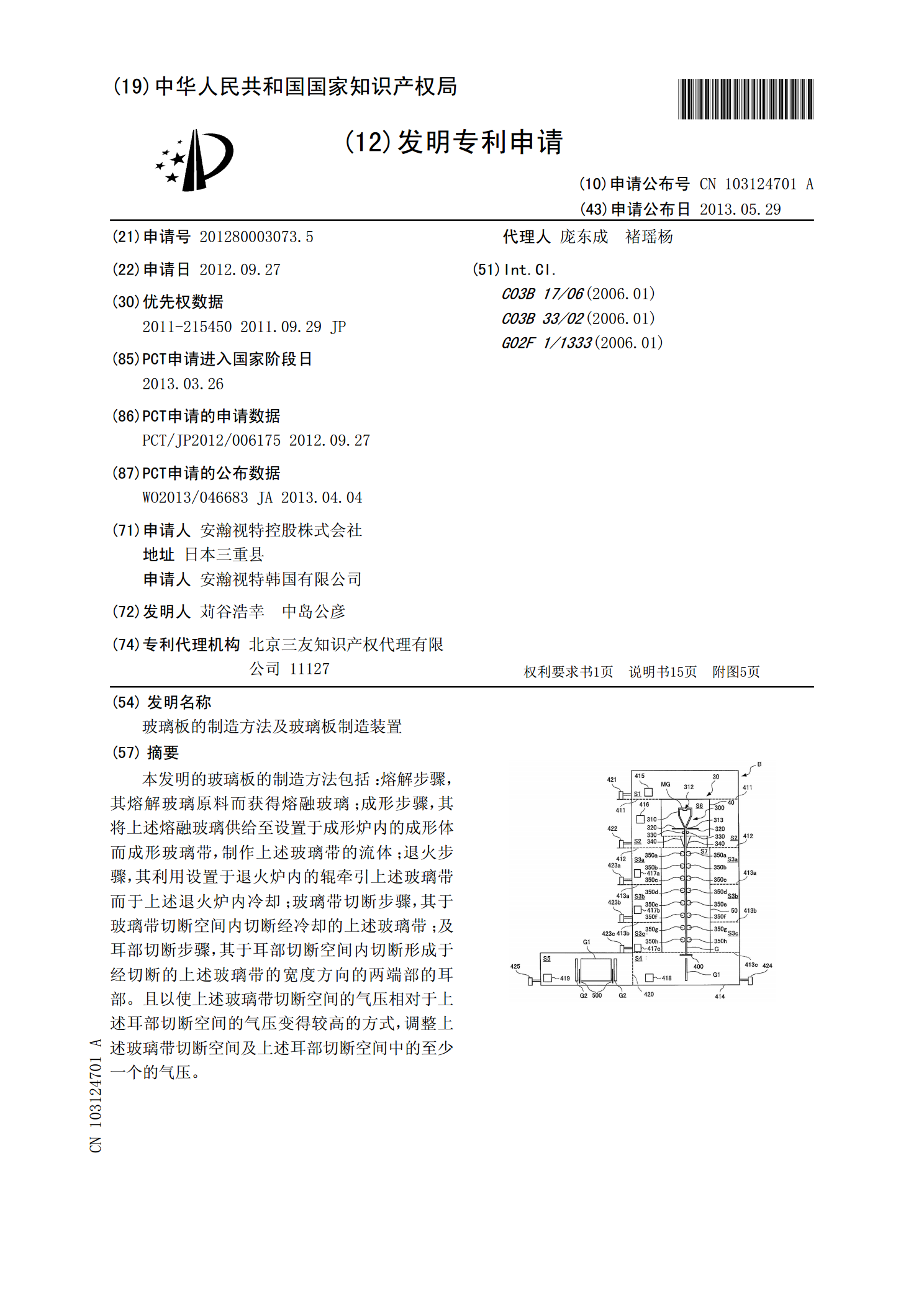
本发明的玻璃板的制造方法包括:熔解步骤,其熔解玻璃原料而获得熔融玻璃;成形步骤,其将上述熔融玻璃供给至设置于成形炉内的成形体而成形玻璃带,制作上述玻璃带的流体;退火步骤,其利用设置于退火炉内的辊牵引上述玻璃带而于上述退火炉内冷却;玻璃带切断步骤,其于玻璃带切断空间内切断经冷却的上述玻璃带;及耳部切断步骤,其于耳部切断空间内切断形成于经切断的上述玻璃带的宽度方向的两端部的耳部。且以使上述玻璃带切断空间的气压相对于上述耳部切断空间的气压变得较高的方式,调整上述玻璃带切断空间及上述耳部切断空间中的至少一个的气压