
静电卡盘表面处理方法.pdf

小宏****aa


1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

静电卡盘表面处理方法.pdf
本发明揭示了静电卡盘表面处理方法,静电卡盘由氧化铝基材和其内部的金属电极组成;包括以下步骤:1)静电卡盘成型,氧化铝粉末采用冷等静压处理,得到成型体;2)成型体采用热等静压进行烧结,制成静电卡盘为圆盘状结构;3)喷砂处理,喷砂机由基材中心旋绕周向打圈向外喷砂,粗喷;4)细喷;5)精喷;6)检测,对基材表面进行粗造度检测,选取基材表面任意一2.5mm的直径范围,检测该范围内的最高凸缘和最低凸缘的高低差,当高低差大于5μm时,增加精喷材料的目数50‑100目,喷砂直至符合目标范围。本发明实现了达到目标范围内的

一种静电卡盘及其制备方法.pdf
本发明公开了一种静电卡盘及其制备方法,属于静电卡盘技术领域,所述静电卡盘包括底座和设置在所述底座上的陶瓷板,所述陶瓷板包括圆盘式的上盘体和圆盘式的下盘体,所述上盘体和所述下盘体间设有电极层,所述上盘体的底部设有与所述下盘体的外侧壁配合的凹槽,所述电极层设置在所述凹槽中,所述上盘体的上侧壁与所述凹槽的上侧壁平行,所述制造方法包括:分别烧制陶瓷材料的所述上盘体和所述下盘体,所述上盘体烧结完成后具有所述凹槽;打磨平整所述上盘体的上侧壁,并且打磨所述凹槽的上侧壁,使得所述上盘体的上侧壁与所述凹槽的上侧壁平行;在所
一种静电卡盘.pdf
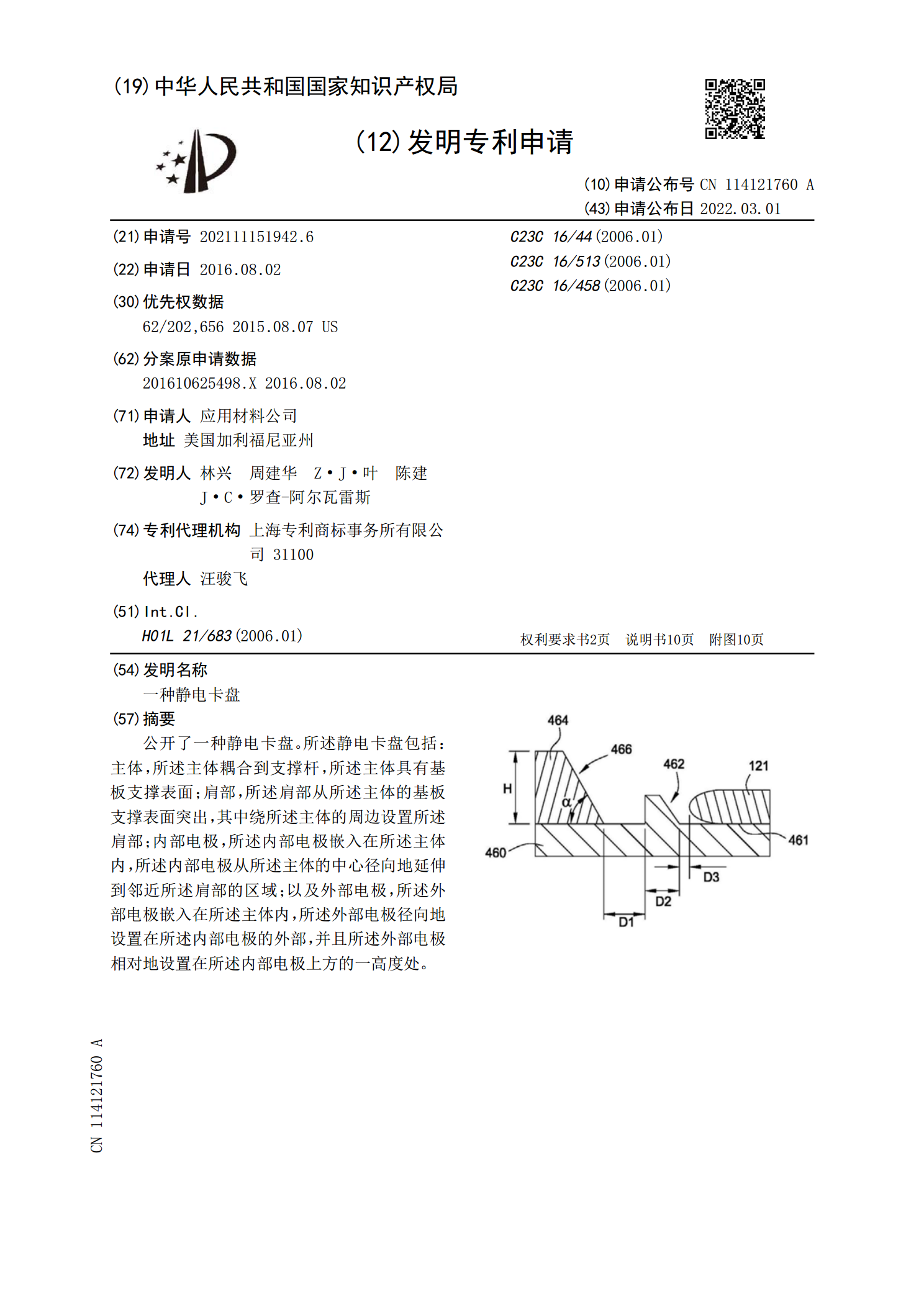
公开了一种静电卡盘。所述静电卡盘包括:主体,所述主体耦合到支撑杆,所述主体具有基板支撑表面;肩部,所述肩部从所述主体的基板支撑表面突出,其中绕所述主体的周边设置所述肩部;内部电极,所述内部电极嵌入在所述主体内,所述内部电极从所述主体的中心径向地延伸到邻近所述肩部的区域;以及外部电极,所述外部电极嵌入在所述主体内,所述外部电极径向地设置在所述内部电极的外部,并且所述外部电极相对地设置在所述内部电极上方的一高度处。
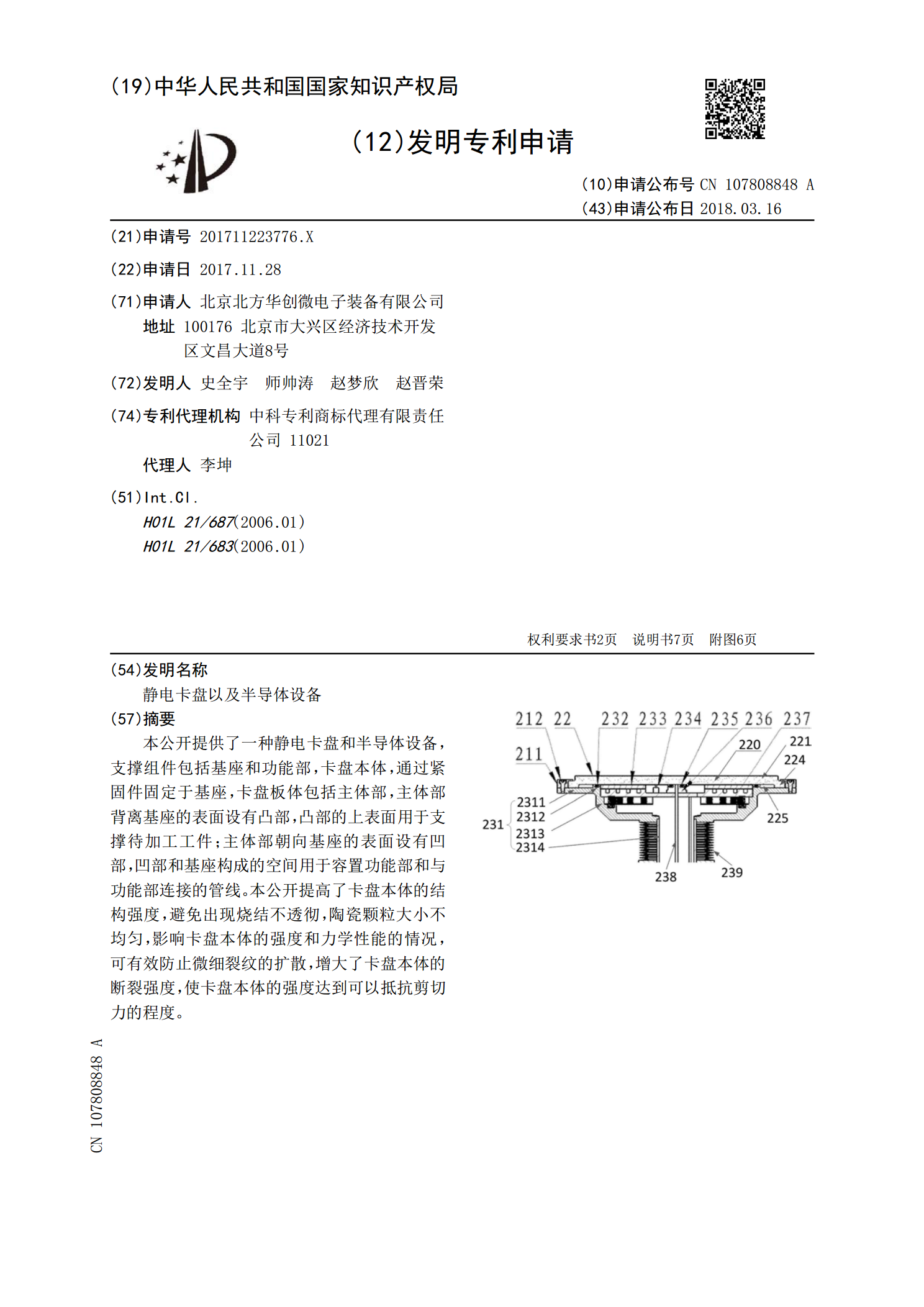
静电卡盘以及半导体设备.pdf
本公开提供了一种静电卡盘和半导体设备,支撑组件包括基座和功能部,卡盘本体,通过紧固件固定于基座,卡盘板体包括主体部,主体部背离基座的表面设有凸部,凸部的上表面用于支撑待加工工件;主体部朝向基座的表面设有凹部,凹部和基座构成的空间用于容置功能部和与功能部连接的管线。本公开提高了卡盘本体的结构强度,避免出现烧结不透彻,陶瓷颗粒大小不均匀,影响卡盘本体的强度和力学性能的情况,可有效防止微细裂纹的扩散,增大了卡盘本体的断裂强度,使卡盘本体的强度达到可以抵抗剪切力的程度。
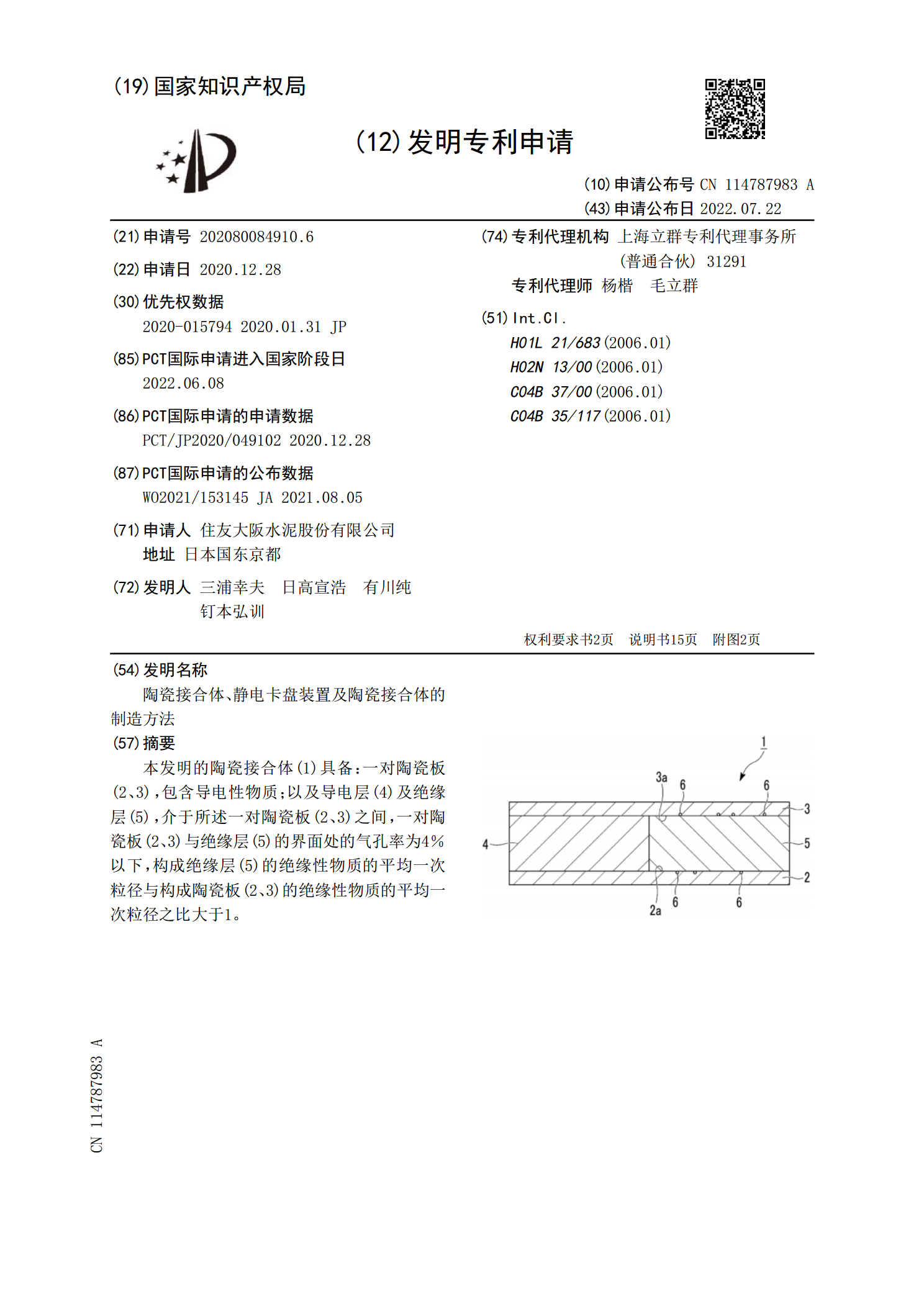
陶瓷接合体、静电卡盘装置及陶瓷接合体的制造方法.pdf
本发明的陶瓷接合体(1)具备:一对陶瓷板(2、3),包含导电性物质;以及导电层(4)及绝缘层(5),介于所述一对陶瓷板(2、3)之间,一对陶瓷板(2、3)与绝缘层(5)的界面处的气孔率为4%以下,构成绝缘层(5)的绝缘性物质的平均一次粒径与构成陶瓷板(2、3)的绝缘性物质的平均一次粒径之比大于1。