
一种多浇口注射装置及浇注系统.pdf

是你****馨呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多浇口注射装置及浇注系统.pdf
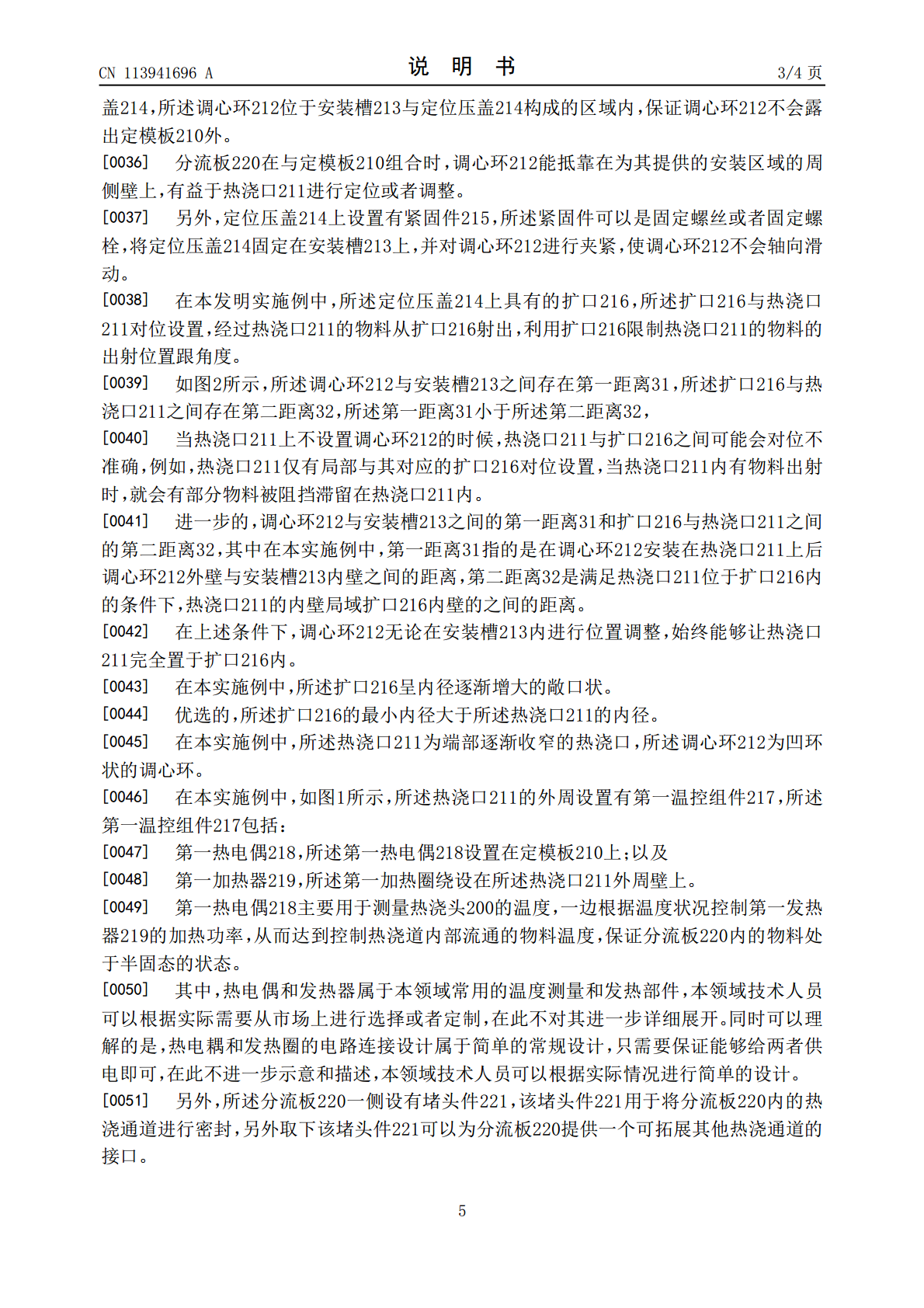
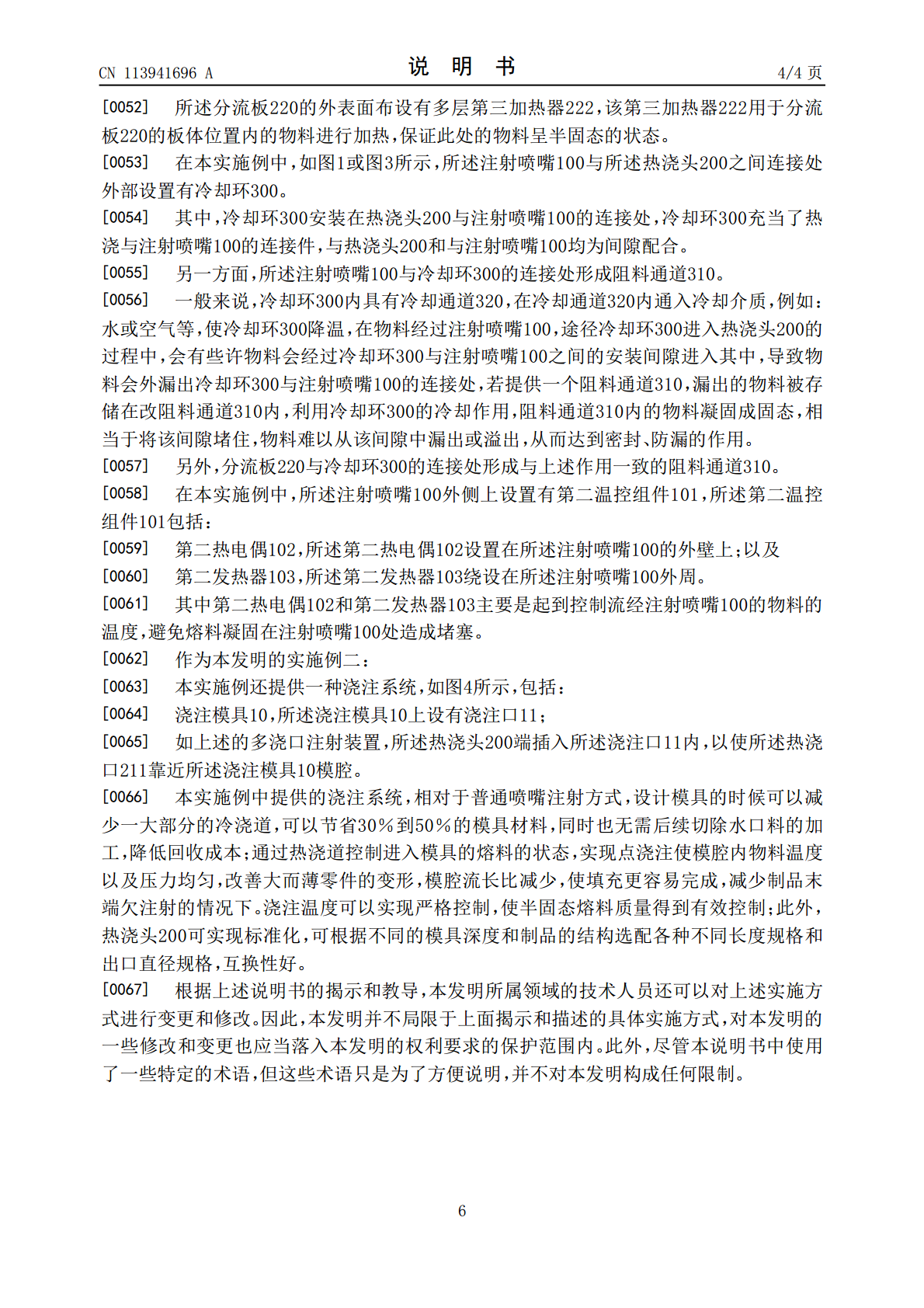
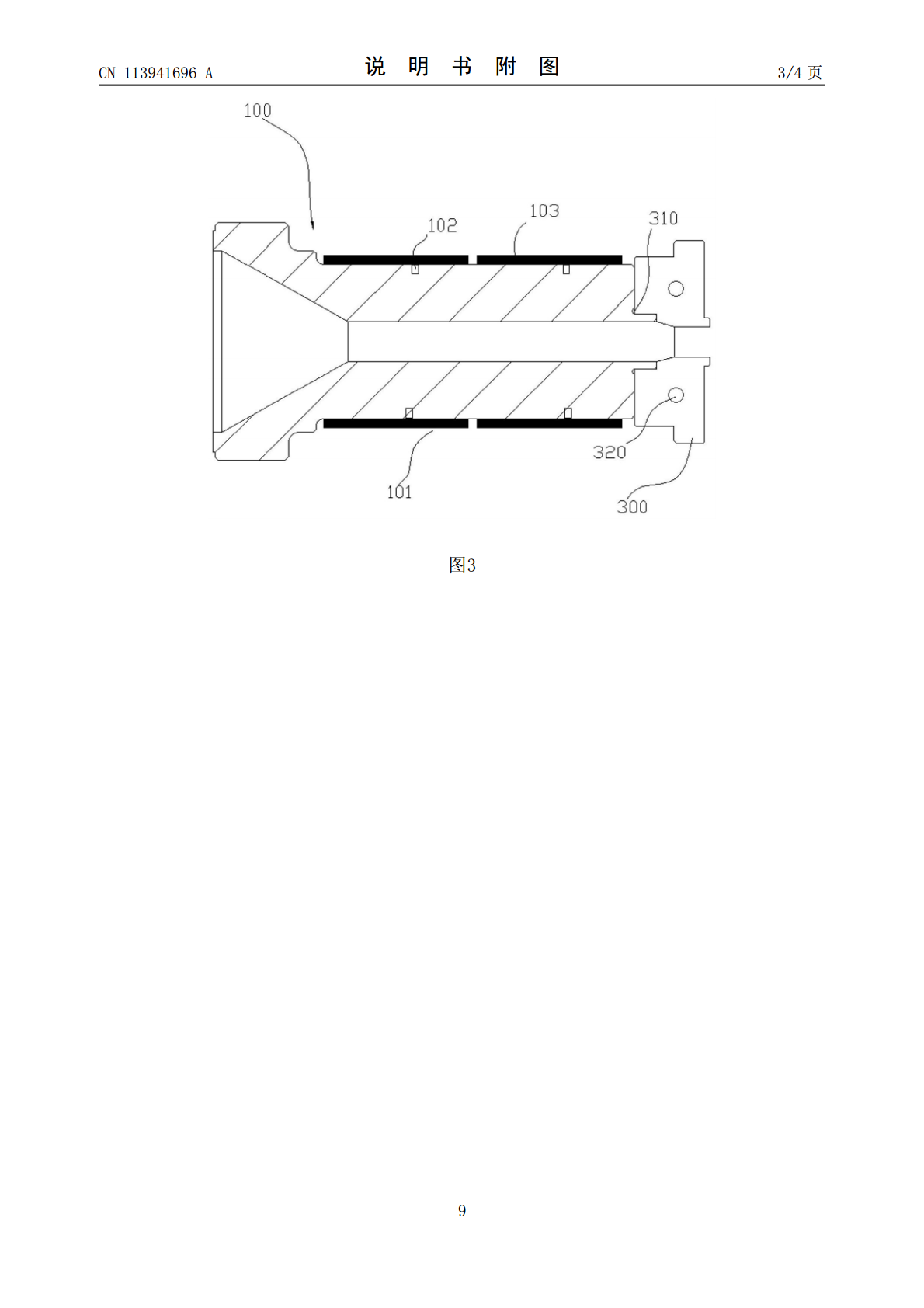
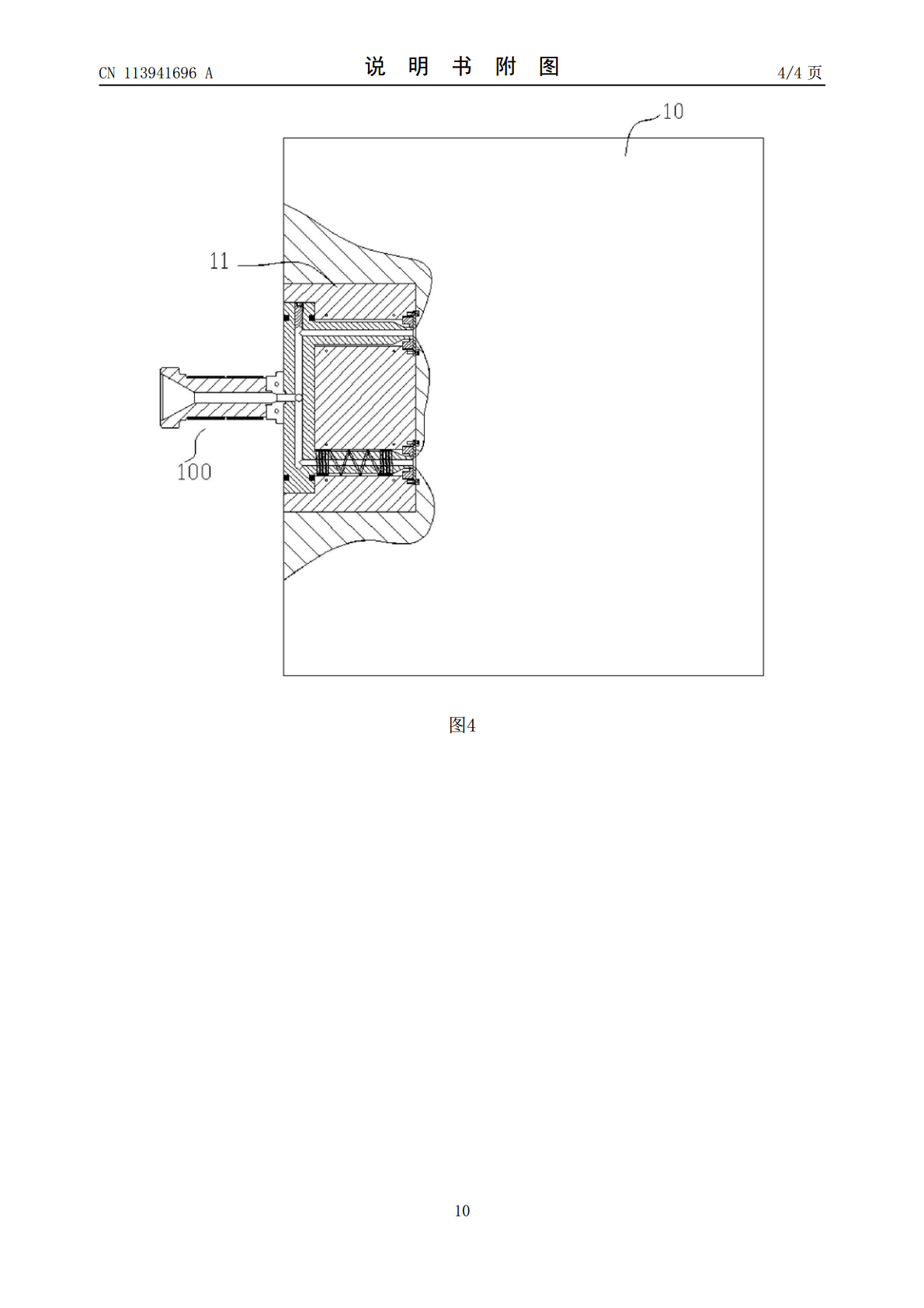
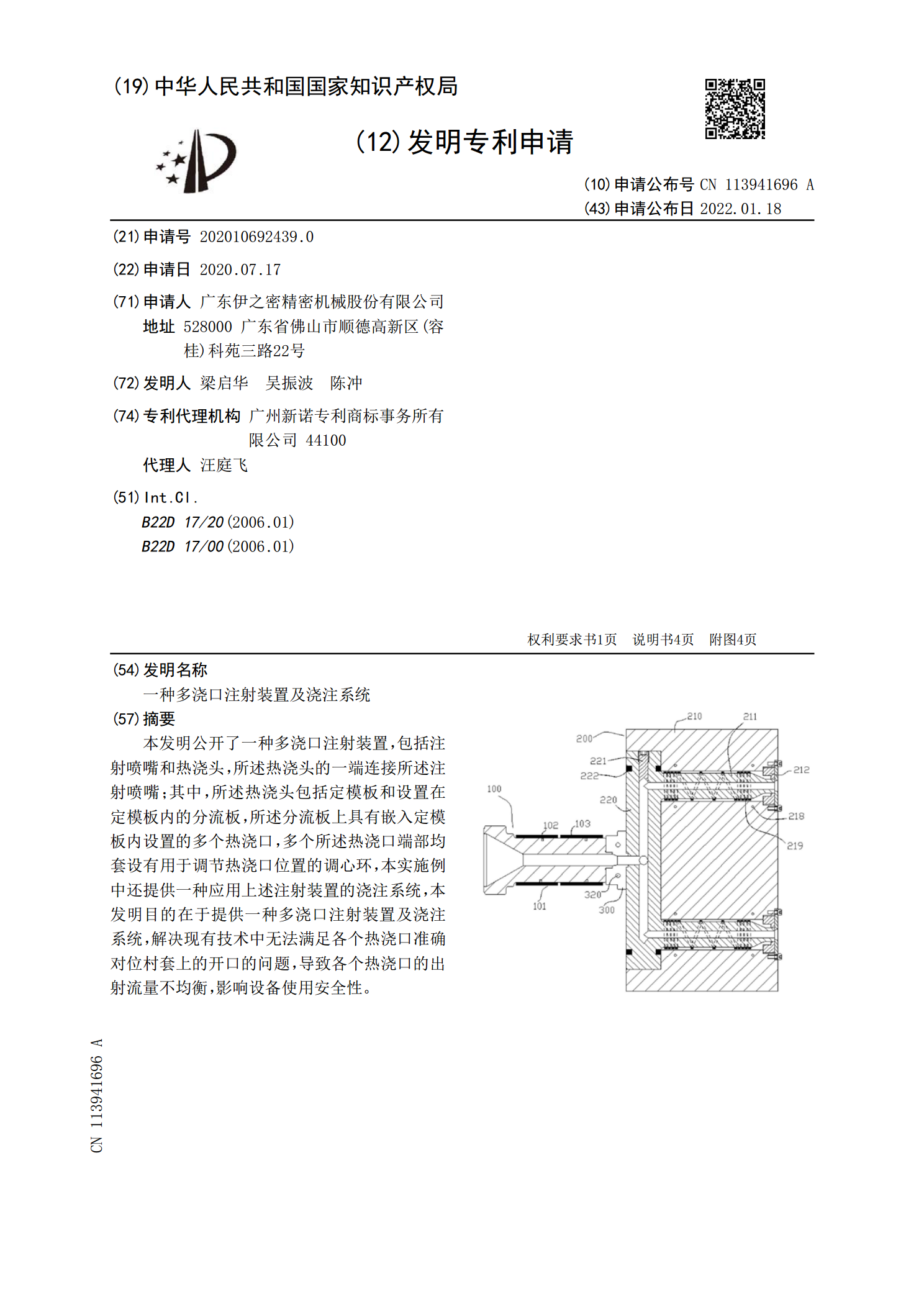
本发明公开了一种多浇口注射装置,包括注射喷嘴和热浇头,所述热浇头的一端连接所述注射喷嘴;其中,所述热浇头包括定模板和设置在定模板内的分流板,所述分流板上具有嵌入定模板内设置的多个热浇口,多个所述热浇口端部均套设有用于调节热浇口位置的调心环,本实施例中还提供一种应用上述注射装置的浇注系统,本发明目的在于提供一种多浇口注射装置及浇注系统,解决现有技术中无法满足各个热浇口准确对位村套上的开口的问题,导致各个热浇口的出射流量不均衡,影响设备使用安全性。

84注射模具-4浇注系统-2浇口.pptx
8.4.4浇口的设计浇口的基本作用2.4.4.1浇口的类型注意事项:1)在浇口对侧布置一个相当于塑件厚度的1/2的不明显的冷料穴2)流道长度应尽量短3)浇口的大直径D尽量小(D≤2t)优点:缺点:(2)盘形浇口优点:缺点:(3)分流式浇口(4)轮辐式浇口优点:1)进料均匀。2)排气状况良好。3)易于清除浇口凝料。4)比盘形浇口减少了塑件用量。5)克服了盘形浇口因形成真空、塑件难以脱模的问题。缺点:熔接痕的形成(5)爪形浇口(6)侧浇口缺点:注射压力损失较大。侧浇口容易形成熔接痕、缩
点浇口注射模浇注系统自动脱模的设计.pdf
号仕泰隆国际机械模具城招商热线:0512-86188888(20线)·塑料注射模技术·中国·昆山·陆家网址:wwW.stelong.com占,lt'浇口注射模浇注系统自动脱模的设计连云港市连利水表有限公司(江苏连云港222000)尚庆付【摘要】通过分析点浇口注射模具浇注系统的结构特点,设计了4种点浇口浇注系统的自动脱模机构,并详细地叙述了浇注系统自动脱模的工作过程,这些机构制造方便,动作可靠,能使点浇口模具全自动生产,提高了生产效率。关键词:注射模;点浇口浇注系统;自动脱模DesignofAutomati
浇注系统浇口尺寸计算.pptx
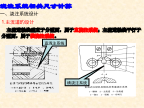
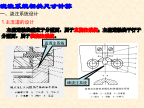
一、浇注系统设计为便于流道凝料旳脱出,内壁粗糙度Ra不大于0.4μm,主流道设计成圆锥形,其锥度α=2°~6°,假如锥度过大,易发生涡流,锥度过小则流道凝料脱出困难主流道小端直径d一般取3~6mm,主流道旳长度由定模座厚度拟定,一般L不超出60mm,主流道大端与分流道相接处应有过渡圆角(一般r′取1~3mm)以降低料流转向时旳阻力。正确情况:主流道小端直径d比注射机喷嘴直径d0大0.5~1mm,R≥r+(0.5~1)mm。2.分流道旳设计分流道旳截面形状及尺寸浇口亦称进料口,是连接分流道与型腔旳最短通道。
浇注系统浇口尺寸计算.ppt
一、浇注系统设计为便于流道凝料的脱出,内壁粗糙度Ra小于0.4μm,主流道设计成圆锥形,其锥度α=2°~6°,如果锥度过大,易发生涡流,锥度过小则流道凝料脱出困难主流道小端直径d一般取3~6mm,主流道的长度由定模座厚度确定,一般L不超过60mm,主流道大端与分流道相接处应有过渡圆角(通常r′取1~3mm)以减少料流转向时的阻力。正确情况:主流道小端直径d比注射机喷嘴直径d0大0.5~1mm,R≥r+(0.5~1)mm。2.分流道的设计分流道的截面形状及尺寸浇口亦称进料口,是连接分流道与型腔的最短通道。浇