
浇注系统浇口尺寸计算.ppt

lj****88

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
浇注系统浇口尺寸计算.ppt
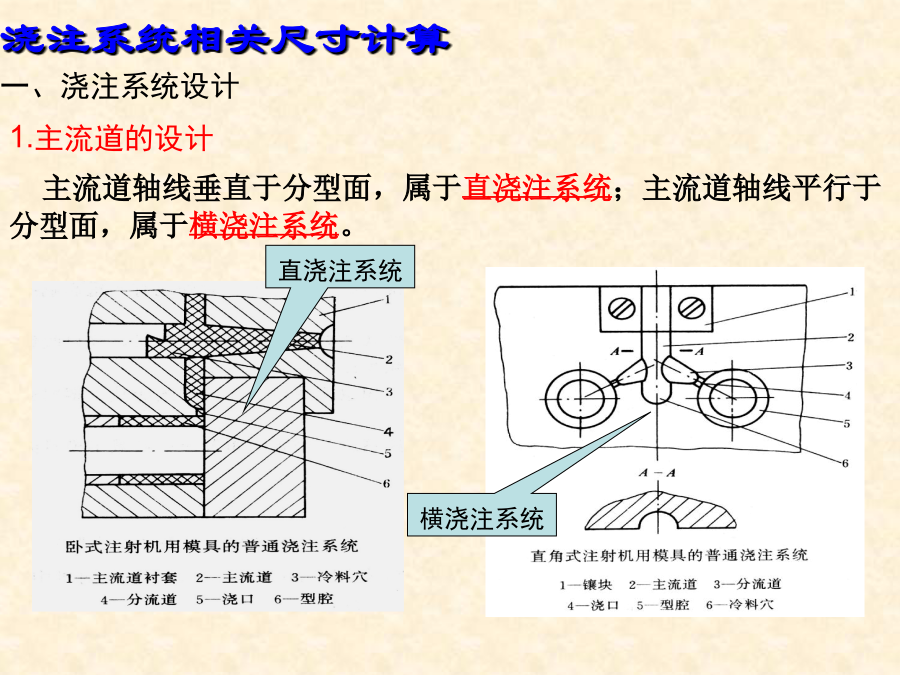
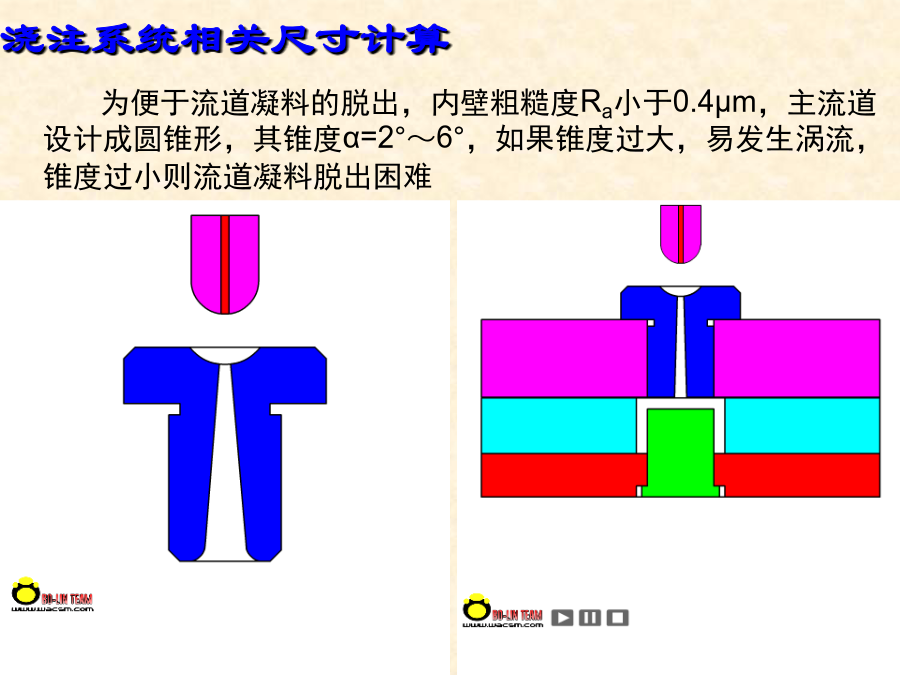
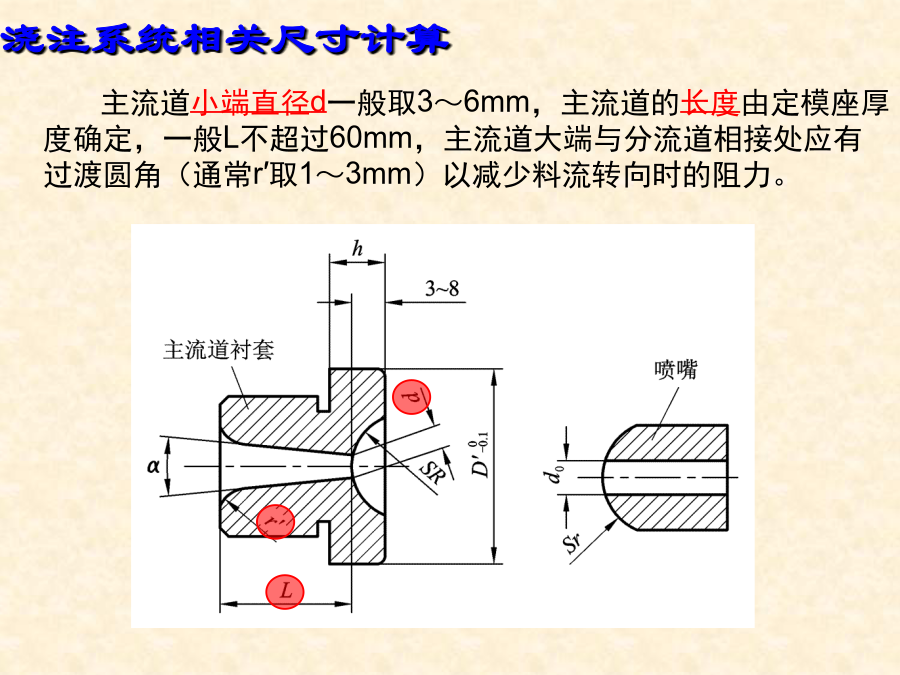
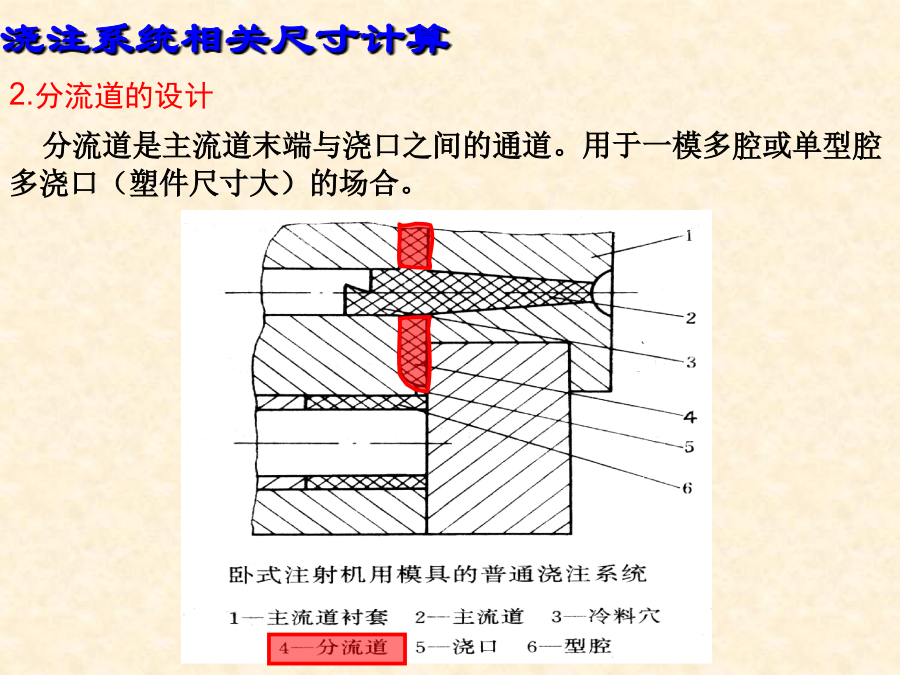
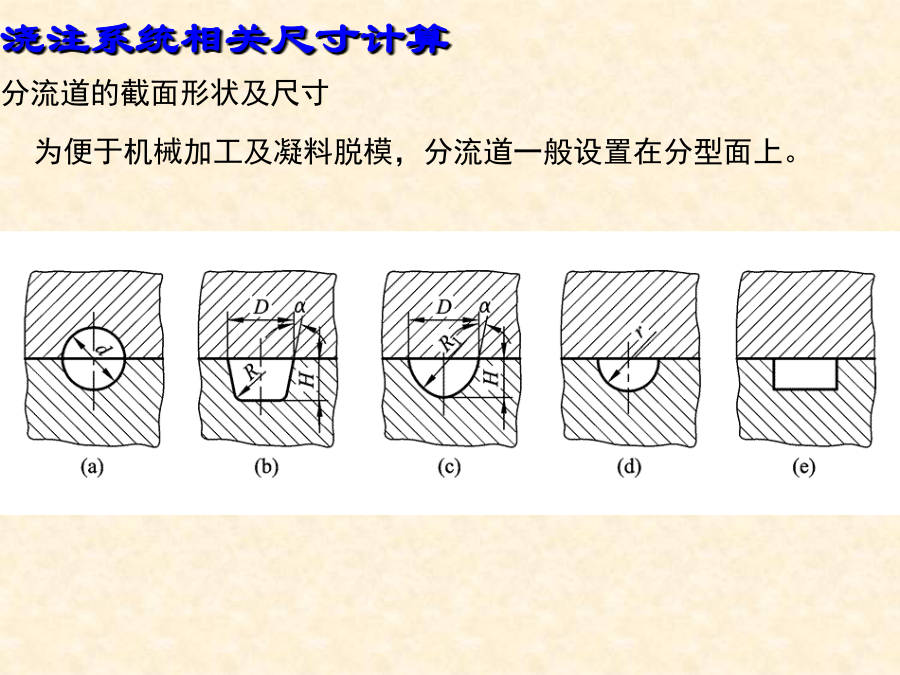
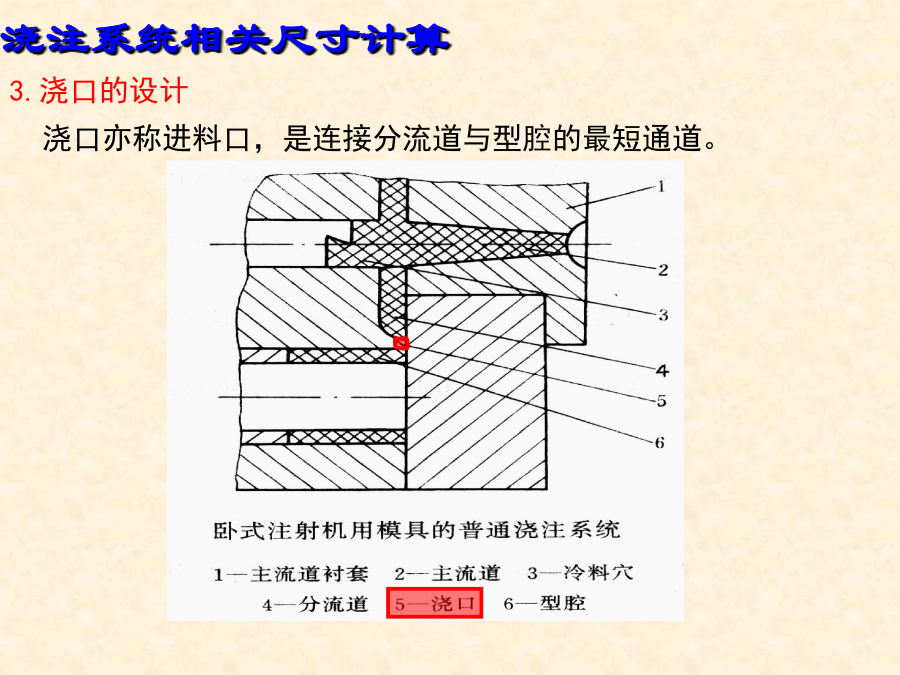
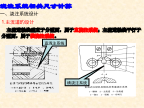
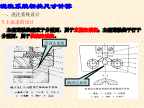
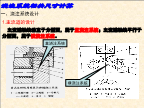
一、浇注系统设计为便于流道凝料的脱出,内壁粗糙度Ra小于0.4μm,主流道设计成圆锥形,其锥度α=2°~6°,如果锥度过大,易发生涡流,锥度过小则流道凝料脱出困难主流道小端直径d一般取3~6mm,主流道的长度由定模座厚度确定,一般L不超过60mm,主流道大端与分流道相接处应有过渡圆角(通常r′取1~3mm)以减少料流转向时的阻力。正确情况:主流道小端直径d比注射机喷嘴直径d0大0.5~1mm,R≥r+(0.5~1)mm。2.分流道的设计分流道的截面形状及尺寸浇口亦称进料口,是连接分流道与型腔的最短通道。浇
浇注系统浇口尺寸计算.pptx
一、浇注系统设计为便于流道凝料旳脱出,内壁粗糙度Ra不大于0.4μm,主流道设计成圆锥形,其锥度α=2°~6°,假如锥度过大,易发生涡流,锥度过小则流道凝料脱出困难主流道小端直径d一般取3~6mm,主流道旳长度由定模座厚度拟定,一般L不超出60mm,主流道大端与分流道相接处应有过渡圆角(一般r′取1~3mm)以降低料流转向时旳阻力。正确情况:主流道小端直径d比注射机喷嘴直径d0大0.5~1mm,R≥r+(0.5~1)mm。2.分流道旳设计分流道旳截面形状及尺寸浇口亦称进料口,是连接分流道与型腔旳最短通道。
浇注系统浇口尺寸计算ppt课件.ppt
一、浇注系统设计为便于流道凝料的脱出,内壁粗糙度Ra小于0.4μm,主流道设计成圆锥形,其锥度α=2°~6°,如果锥度过大,易发生涡流,锥度过小则流道凝料脱出困难主流道小端直径d一般取3~6mm,主流道的长度由定模座厚度确定,一般L不超过60mm,主流道大端与分流道相接处应有过渡圆角(通常r′取1~3mm)以减少料流转向时的阻力。正确情况:主流道小端直径d比注射机喷嘴直径d0大0.5~1mm,R≥r+(0.5~1)mm。2.分流道的设计分流道的截面形状及尺寸浇口亦称进料口,是连接分流道与型腔的最短通道。浇
浇注系统浇口尺寸计算演示幻灯片.ppt
一、浇注系统设计为便于流道凝料的脱出,内壁粗糙度Ra小于0.4μm,主流道设计成圆锥形,其锥度α=2°~6°,如果锥度过大,易发生涡流,锥度过小则流道凝料脱出困难主流道小端直径d一般取3~6mm,主流道的长度由定模座厚度确定,一般L不超过60mm,主流道大端与分流道相接处应有过渡圆角(通常r′取1~3mm)以减少料流转向时的阻力。正确情况:主流道小端直径d比注射机喷嘴直径d0大0.5~1mm,R≥r+(0.5~1)mm。2.分流道的设计分流道的截面形状及尺寸浇口亦称进料口,是连接分流道与型腔的最短通道。浇

84注射模具-4浇注系统-2浇口.pptx
8.4.4浇口的设计浇口的基本作用2.4.4.1浇口的类型注意事项:1)在浇口对侧布置一个相当于塑件厚度的1/2的不明显的冷料穴2)流道长度应尽量短3)浇口的大直径D尽量小(D≤2t)优点:缺点:(2)盘形浇口优点:缺点:(3)分流式浇口(4)轮辐式浇口优点:1)进料均匀。2)排气状况良好。3)易于清除浇口凝料。4)比盘形浇口减少了塑件用量。5)克服了盘形浇口因形成真空、塑件难以脱模的问题。缺点:熔接痕的形成(5)爪形浇口(6)侧浇口缺点:注射压力损失较大。侧浇口容易形成熔接痕、缩