
一种厚规格钢板轧制的中间坯待温厚度调整方法.pdf

森林****io


1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种厚规格钢板轧制的中间坯待温厚度调整方法.pdf
一种厚规格钢板轧制的中间坯待温厚度调整方法,属于轧制技术领域。该方法通过确定中间坯待温厚度的第一厚度上限值和第一厚度下限值,和确定中间坯待温厚度的第二厚度上限值和第二厚度下限值,比较第一厚度上限值和第二厚度上限值,取小值作为目标厚度上限值;比较第一厚度下限值和第二厚度下限值,取大值作为目标厚度下限值;通过调整粗轧各道次压下率,将中间坯待温厚度控制到目标厚度上限值和目标厚度下限值之间。该方法通过优化中间坯待温厚度控制范围,实现不同厚度钢板采用更为准确的中间坯待温厚度控制范围,避免原有中间坯待温厚度控制范围过
一种改善轧制前中间坯板形的薄规格钢板轧制方法.pdf
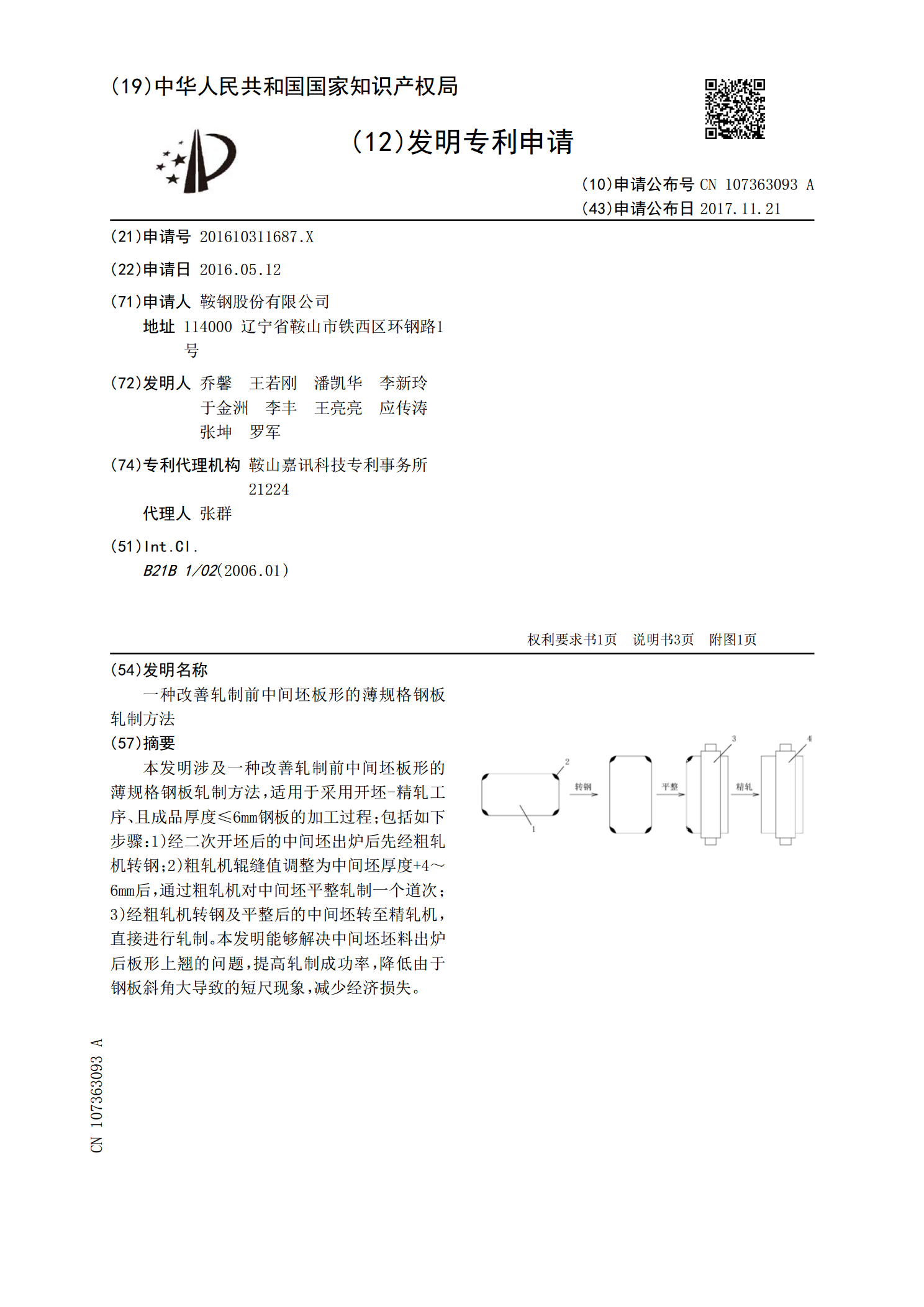
本发明涉及一种改善轧制前中间坯板形的薄规格钢板轧制方法,适用于采用开坯‑精轧工序、且成品厚度≤6mm钢板的加工过程;包括如下步骤:1)经二次开坯后的中间坯出炉后先经粗轧机转钢;2)粗轧机辊缝值调整为中间坯厚度+4~6mm后,通过粗轧机对中间坯平整轧制一个道次;3)经粗轧机转钢及平整后的中间坯转至精轧机,直接进行轧制。本发明能够解决中间坯坯料出炉后板形上翘的问题,提高轧制成功率,降低由于钢板斜角大导致的短尺现象,减少经济损失。
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法.pdf
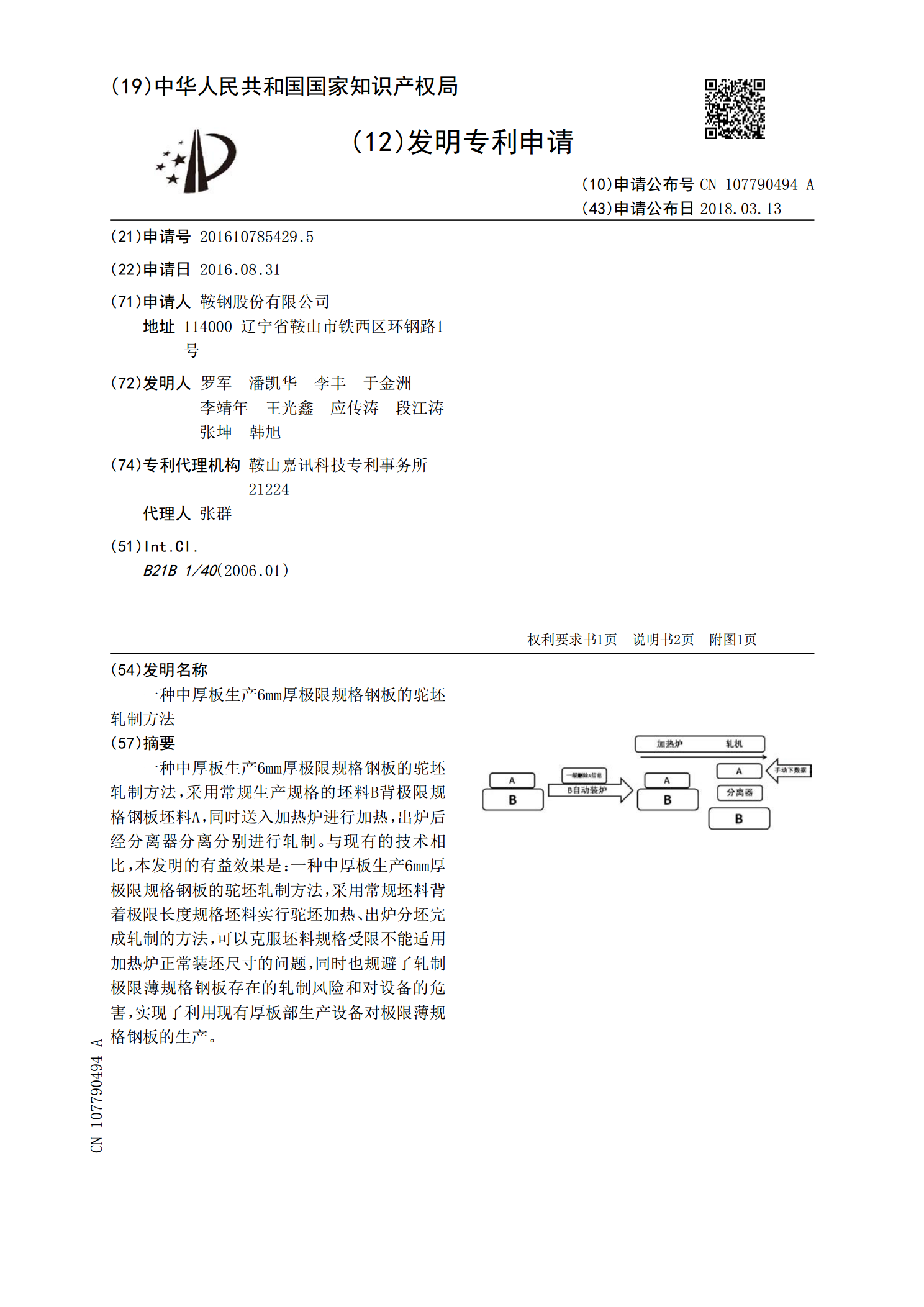
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规生产规格的坯料B背极限规格钢板坯料A,同时送入加热炉进行加热,出炉后经分离器分离分别进行轧制。与现有的技术相比,本发明的有益效果是:一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规坯料背着极限长度规格坯料实行驼坯加热、出炉分坯完成轧制的方法,可以克服坯料规格受限不能适用加热炉正常装坯尺寸的问题,同时也规避了轧制极限薄规格钢板存在的轧制风险和对设备的危害,实现了利用现有厚板部生产设备对极限薄规格钢板的生产。
一种薄规格中厚钢板轧制系统.pdf
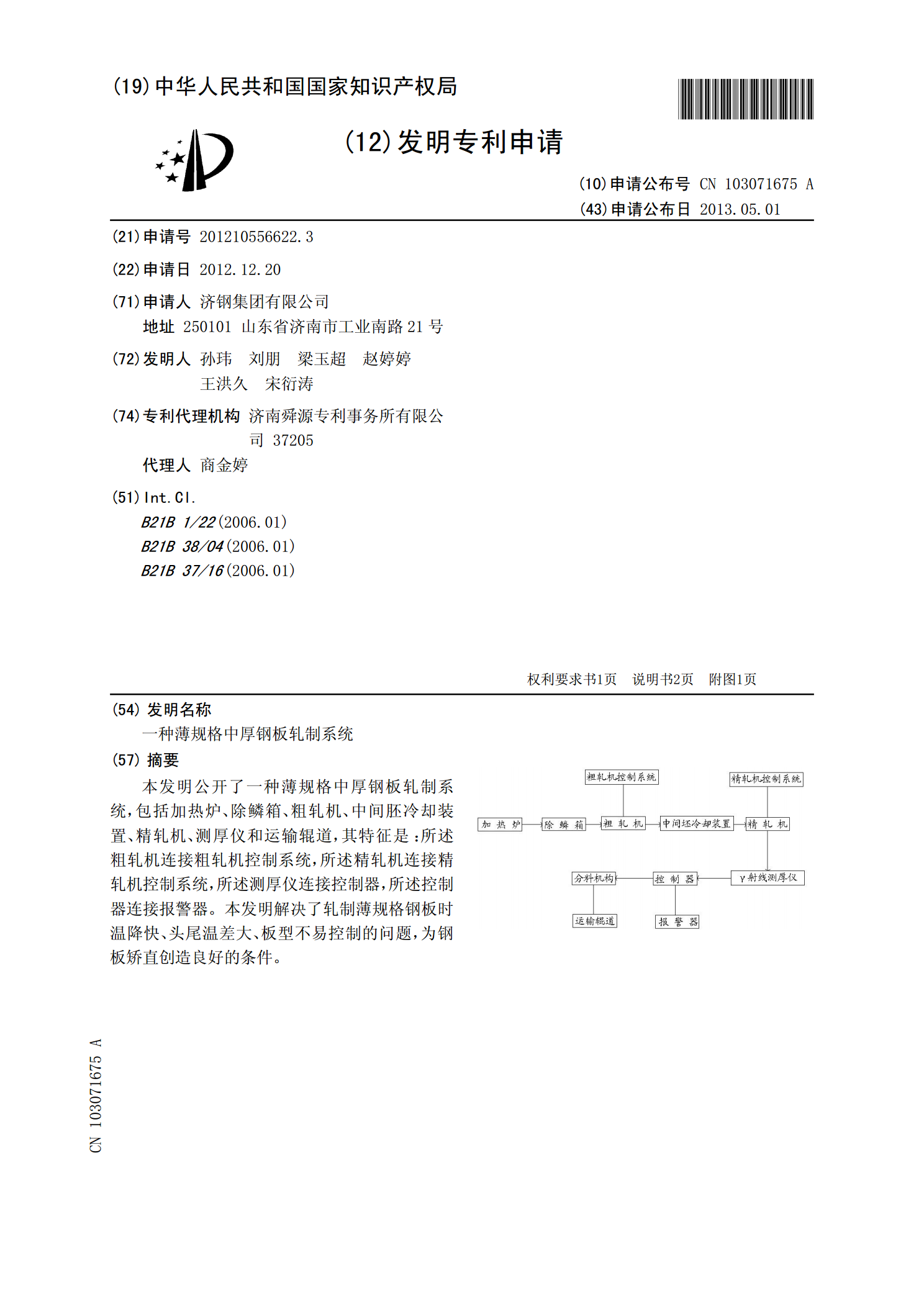
本发明公开了一种薄规格中厚钢板轧制系统,包括加热炉、除鳞箱、粗轧机、中间胚冷却装置、精轧机、测厚仪和运输辊道,其特征是:所述粗轧机连接粗轧机控制系统,所述精轧机连接精轧机控制系统,所述测厚仪连接控制器,所述控制器连接报警器。本发明解决了轧制薄规格钢板时温降快、头尾温差大、板型不易控制的问题,为钢板矫直创造良好的条件。
将厚规格硅钢原料轧制成标准厚度冷轧产品的方法.pdf
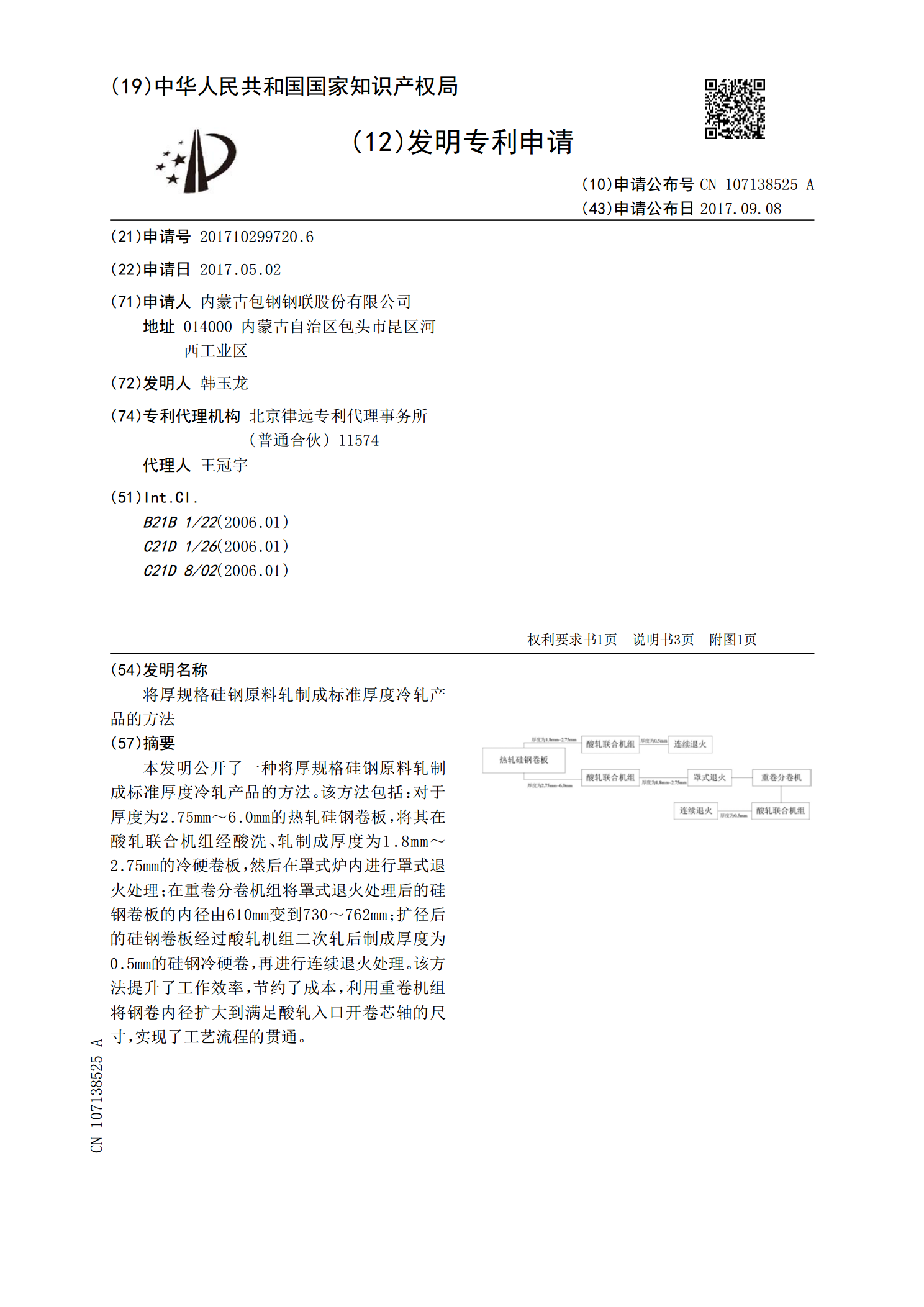
本发明公开了一种将厚规格硅钢原料轧制成标准厚度冷轧产品的方法。该方法包括:对于厚度为2.75mm~6.0mm的热轧硅钢卷板,将其在酸轧联合机组经酸洗、轧制成厚度为1.8mm~2.75mm的冷硬卷板,然后在罩式炉内进行罩式退火处理;在重卷分卷机组将罩式退火处理后的硅钢卷板的内径由610mm变到730~762mm;扩径后的硅钢卷板经过酸轧机组二次轧后制成厚度为0.5mm的硅钢冷硬卷,再进行连续退火处理。该方法提升了工作效率,节约了成本,利用重卷机组将钢卷内径扩大到满足酸轧入口开卷芯轴的尺寸,实现了工艺流程的贯