
将厚规格硅钢原料轧制成标准厚度冷轧产品的方法.pdf

一吃****继勇


1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
将厚规格硅钢原料轧制成标准厚度冷轧产品的方法.pdf
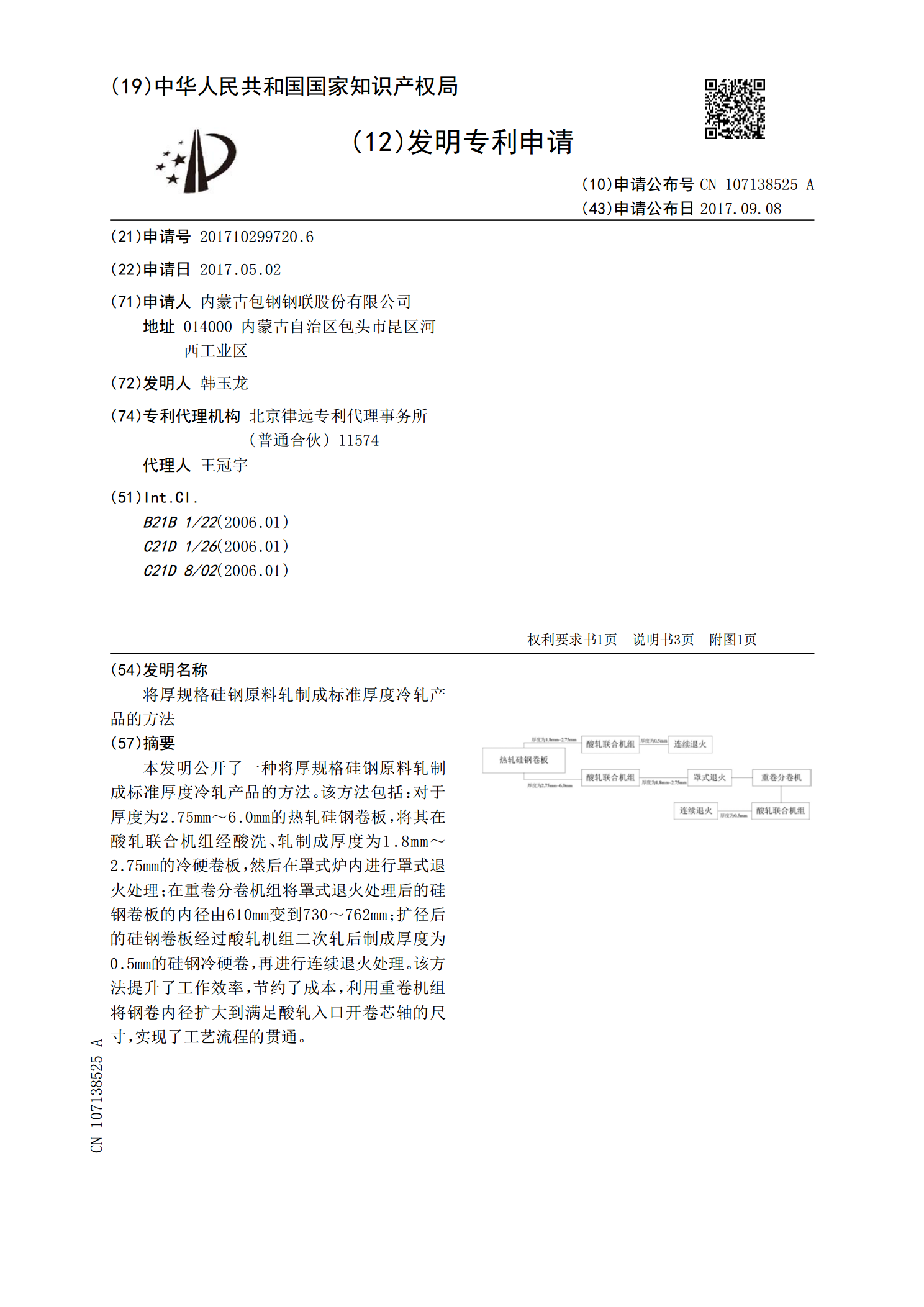
本发明公开了一种将厚规格硅钢原料轧制成标准厚度冷轧产品的方法。该方法包括:对于厚度为2.75mm~6.0mm的热轧硅钢卷板,将其在酸轧联合机组经酸洗、轧制成厚度为1.8mm~2.75mm的冷硬卷板,然后在罩式炉内进行罩式退火处理;在重卷分卷机组将罩式退火处理后的硅钢卷板的内径由610mm变到730~762mm;扩径后的硅钢卷板经过酸轧机组二次轧后制成厚度为0.5mm的硅钢冷硬卷,再进行连续退火处理。该方法提升了工作效率,节约了成本,利用重卷机组将钢卷内径扩大到满足酸轧入口开卷芯轴的尺寸,实现了工艺流程的贯

将报废冷轧辊改制成合格冷轧辊的方法.pdf
本发明提供一种将报废冷轧辊改制成合格冷轧辊的方法,其要点是:首先采用退火工艺;其次对退火后的报废冷轧辊进行机械加工成辊坯;再次调质处理,将辊坯放入炉温为400℃的台车炉,热处理炉以50℃/h的加热速度加热至890±10℃,保温10小时;出炉,水冷至200-250℃;再放入炉温400℃的热处理炉里保温4小时,然后再升温至600℃时,保温20小时,炉冷;最终进行多次热处理。本发明的积极效果是,它将报废冷轧辊改制成合格冷轧辊,缩短了冷轧辊的制做周期,降低企业的采购成本,并达到降低资源消耗,减少环境污染,实现循环
冷轧厚规格高强钢板的连续退火方法.pdf
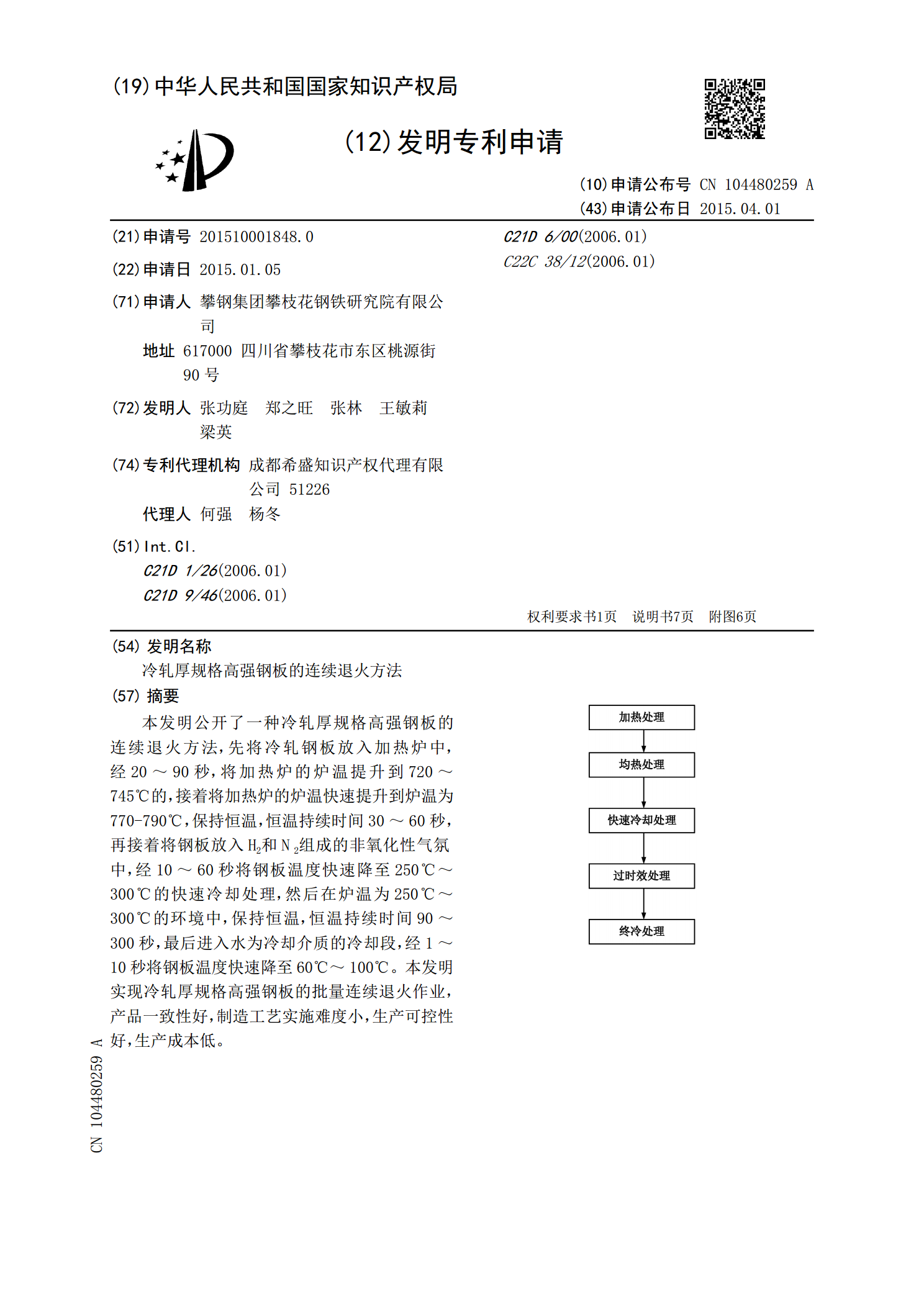
本发明公开了一种冷轧厚规格高强钢板的连续退火方法,先将冷轧钢板放入加热炉中,经20~90秒,将加热炉的炉温提升到720~745℃的,接着将加热炉的炉温快速提升到炉温为770-790℃,保持恒温,恒温持续时间30~60秒,再接着将钢板放入H

轧制力优化对20辊冷轧硅钢厚度精度的影响.docx
轧制力优化对20辊冷轧硅钢厚度精度的影响轧制力优化对20辊冷轧硅钢厚度精度的影响摘要:20辊冷轧是一种常用于冷轧硅钢生产的冷轧工艺。通过对轧制力进行优化,可以显著提高20辊冷轧硅钢的厚度精度。本研究通过分析轧制力优化对20辊冷轧硅钢厚度精度的影响进行了深入研究。研究结果表明,轧制力优化可以实现冷轧硅钢的稳定生产和优化厚度精度。关键词:20辊冷轧;硅钢;厚度精度;轧制力优化1.引言冷轧硅钢是一种电工用途的特殊钢材,具有低磁导率和高电阻率的特性,广泛应用于电机、变压器和发电设备等领域。冷轧硅钢的厚度精度对其电
一种厚规格冷轧双相钢及其制备方法.pdf
本发明涉及一种厚规格冷轧双相钢,其组分按重量百分比计,C:0.060~0.10%、Si≤0.60%、Mn:1.50~2.00%、P:≤0.025%、S≤0.020%、Als:0.015~0.060%、Cr+Mo≤0.60%,余量为铁和不可避免的杂质。同时还提供此双相钢的制备方法:(炼钢工序)铁水预处理→转炉冶炼→炉外精炼→连铸→(热连轧工序)铸坯加热→粗轧→精轧→控制冷却→热轧卷取→(冷轧工序)热轧卷开卷→酸洗、冷连轧→卷取→冷硬卷开卷→连续退火→平整。按照此工艺方法使最终成品获得足够的马氏体,保证产品的