
异形管的侧冲孔成型方法、侧冲孔成型装置及其控制方法.pdf

邻家****曼玉

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
异形管的侧冲孔成型方法、侧冲孔成型装置及其控制方法.pdf
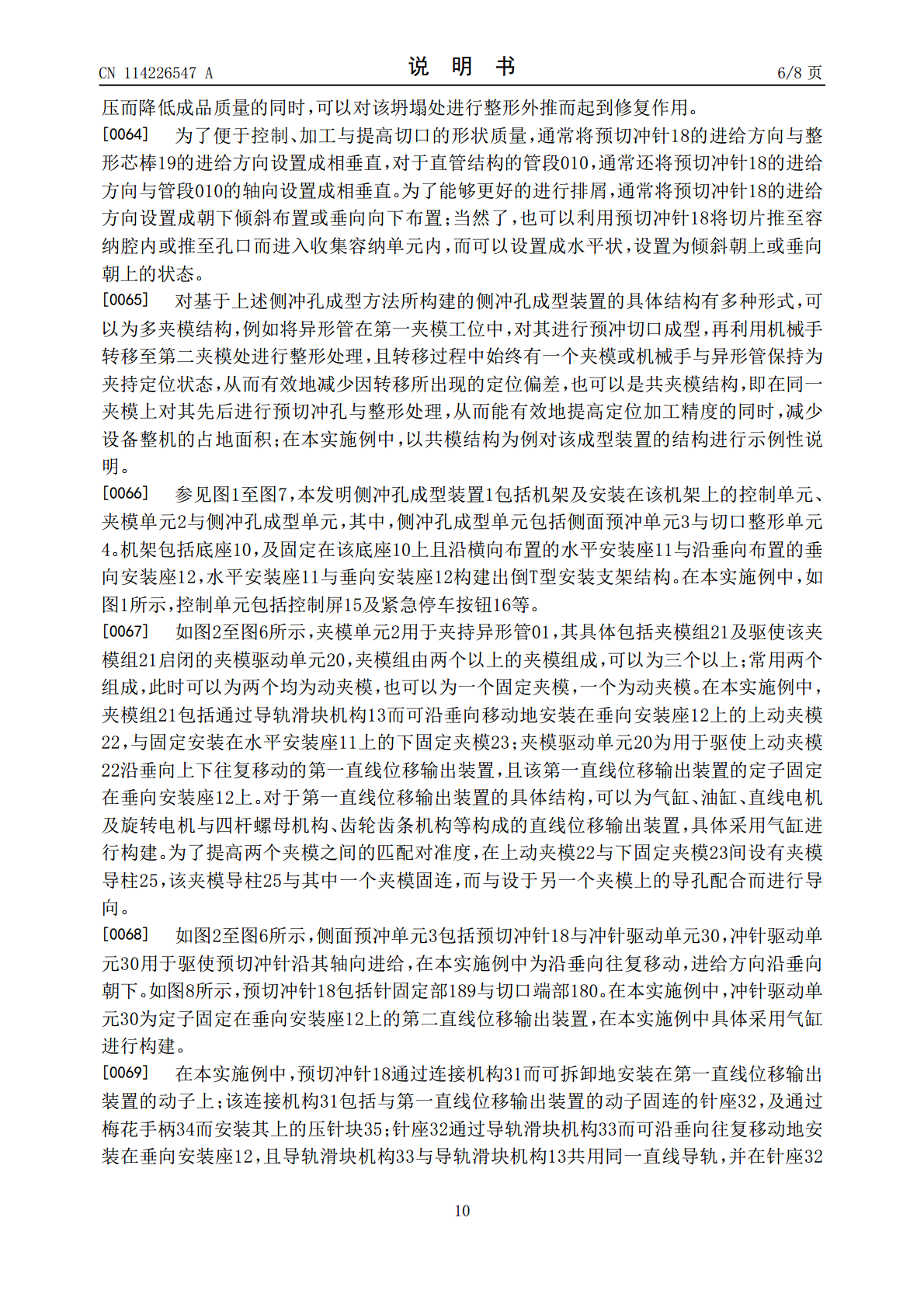
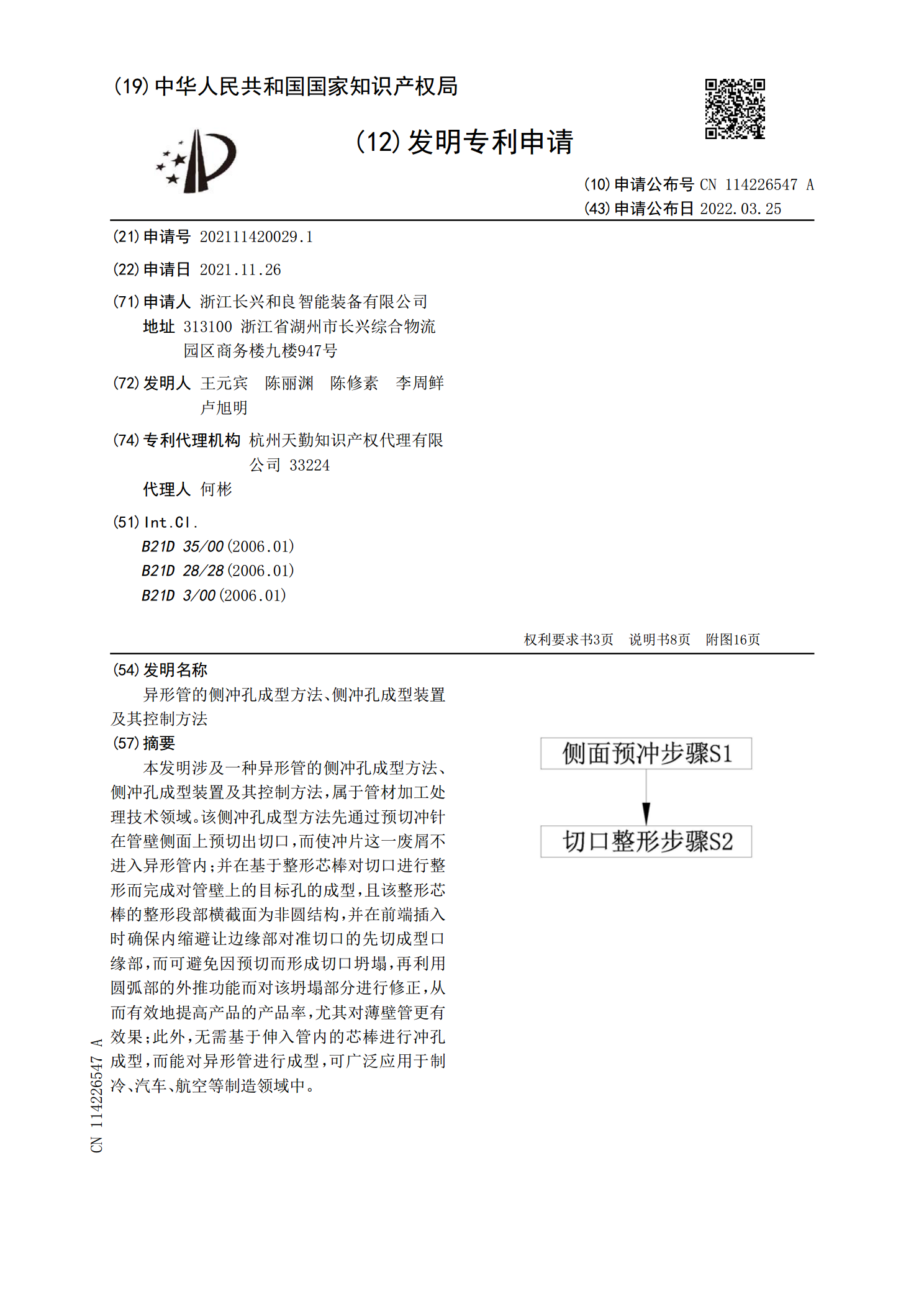
本发明涉及一种异形管的侧冲孔成型方法、侧冲孔成型装置及其控制方法,属于管材加工处理技术领域。该侧冲孔成型方法先通过预切冲针在管壁侧面上预切出切口,而使冲片这一废屑不进入异形管内;并在基于整形芯棒对切口进行整形而完成对管壁上的目标孔的成型,且该整形芯棒的整形段部横截面为非圆结构,并在前端插入时确保内缩避让边缘部对准切口的先切成型口缘部,而可避免因预切而形成切口坍塌,再利用圆弧部的外推功能而对该坍塌部分进行修正,从而有效地提高产品的产品率,尤其对薄壁管更有效果;此外,无需基于伸入管内的芯棒进行冲孔成型,而能对

馄饨双侧合管成型装置及成型方法.pdf
馄饨双侧合管成型装置及成型方法。目前馄饨机械制作采用单管成型,成型近似水饺并会造成面带和馅的浪费,每次只能成型一个,效率低、成本高。本发明组成包括:壳体(1),所述的壳体上部安装有压面机构(13),所述的压面机构下部装有面带输送带(2),所述的壳体上部右端与注馅连杆机构(4)连接固定,所述的面带输送带下方安装有面带合管机构(23),所述的壳体右侧下方通过轴承连接有一组成型模(8),所述的成型模下方装有馄饨传送带(9),所述的馄饨传送带、低速电机(14)分别固定在所述的壳体的底座上,所述的低速电机与一组链条
异形管无芯冲孔方法.pdf
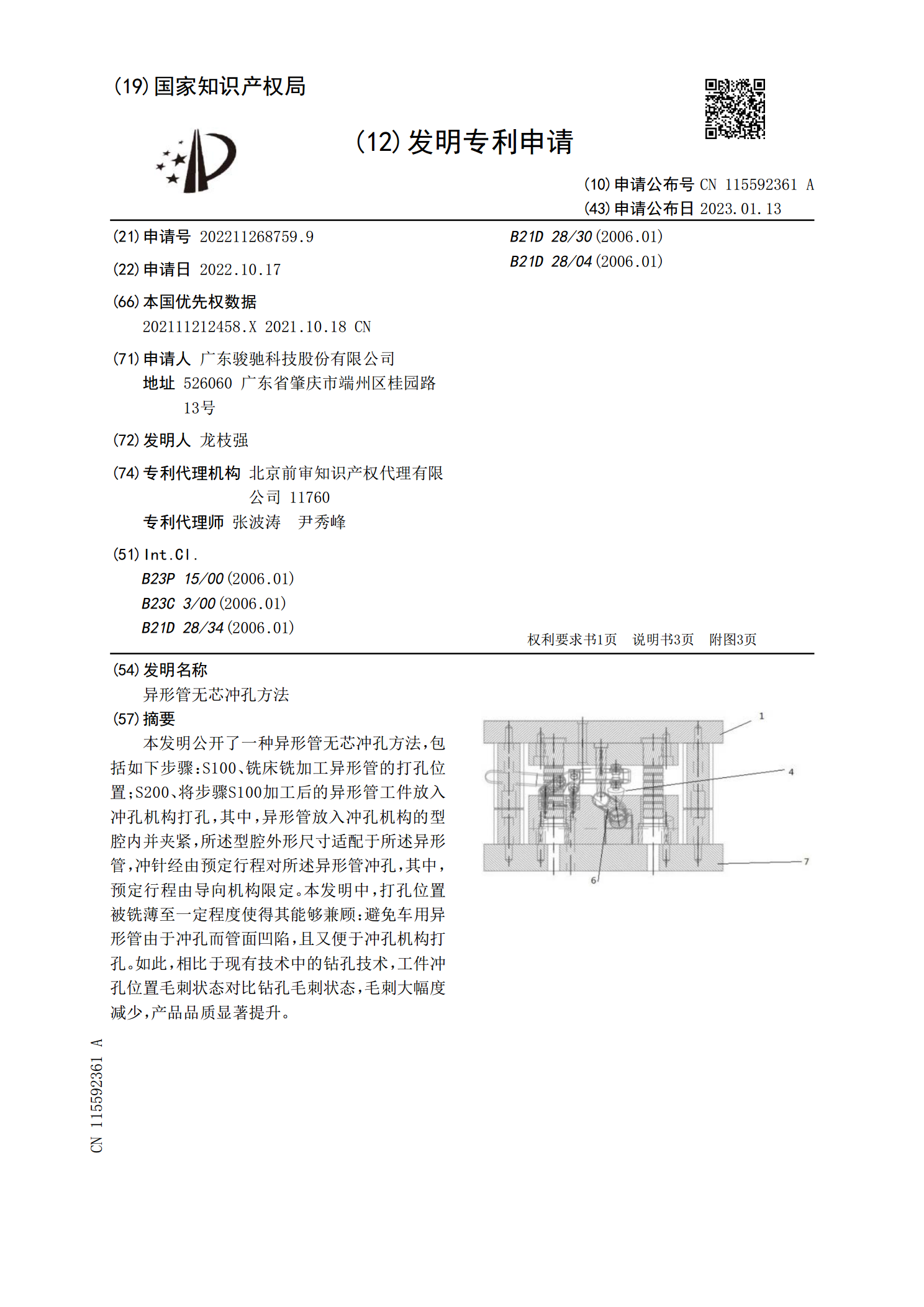
本发明公开了一种异形管无芯冲孔方法,包括如下步骤:S100、铣床铣加工异形管的打孔位置;S200、将步骤S100加工后的异形管工件放入冲孔机构打孔,其中,异形管放入冲孔机构的型腔内并夹紧,所述型腔外形尺寸适配于所述异形管,冲针经由预定行程对所述异形管冲孔,其中,预定行程由导向机构限定。本发明中,打孔位置被铣薄至一定程度使得其能够兼顾:避免车用异形管由于冲孔而管面凹陷,且又便于冲孔机构打孔。如此,相比于现有技术中的钻孔技术,工件冲孔位置毛刺状态对比钻孔毛刺状态,毛刺大幅度减少,产品品质显著提升。
一种侧弧形铜排的成型装置及方法.pdf
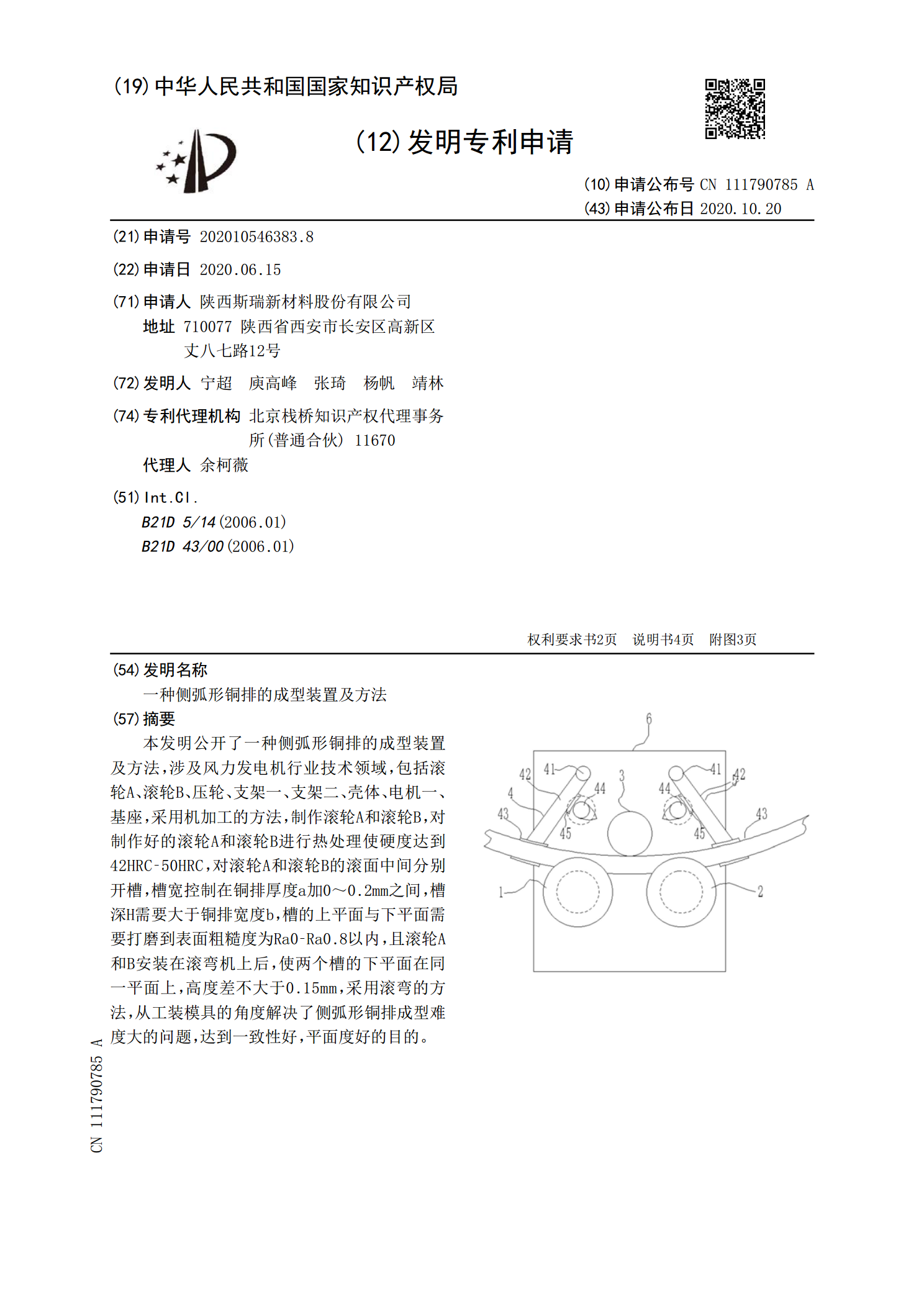
本发明公开了一种侧弧形铜排的成型装置及方法,涉及风力发电机行业技术领域,包括滚轮A、滚轮B、压轮、支架一、支架二、壳体、电机一、基座,采用机加工的方法,制作滚轮A和滚轮B,对制作好的滚轮A和滚轮B进行热处理使硬度达到42HRC‑50HRC,对滚轮A和滚轮B的滚面中间分别开槽,槽宽控制在铜排厚度a加0~0.2mm之间,槽深H需要大于铜排宽度b,槽的上平面与下平面需要打磨到表面粗糙度为Ra0‑Ra0.8以内,且滚轮A和B安装在滚弯机上后,使两个槽的下平面在同一平面上,高度差不大于0.15mm,采用滚弯的方法,
侧围加强件的成型方法.pdf
本发明涉及一种侧围加强件的成型方法,包括如下步骤将A柱加强板、B柱加强板、C柱加强板、横梁、门槛和补丁板拼焊以形成板料,通过热冲压工艺冲压板料成型侧围加强件,以使侧围加强件达到第一预设抗拉强度。本申请提供了的侧围加强件的成型方法,通过先将A柱加强板、B柱加强板、C柱加强板、横梁、门槛和补丁板拼焊形成板料,再通过热冲压成型工艺使板料成型侧围加强件,能够提高侧围加强件的结构完整性,而且能够减少成型的步骤,减少模具数量,减少车辆侧围焊点,从而降低成本,且能对后排乘员进行保护。