
一种侧弧形铜排的成型装置及方法.pdf

含秀****66

1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种侧弧形铜排的成型装置及方法.pdf
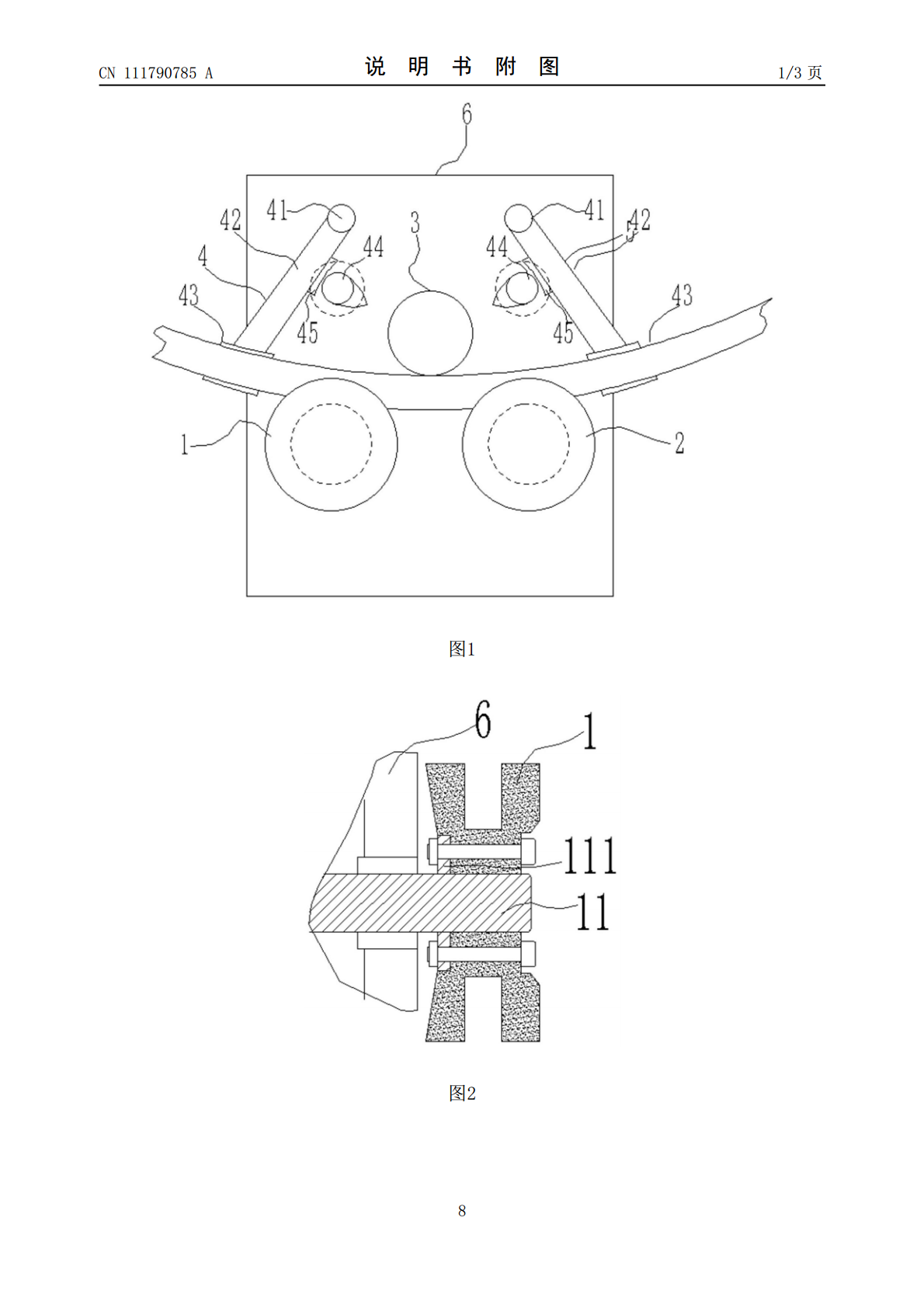
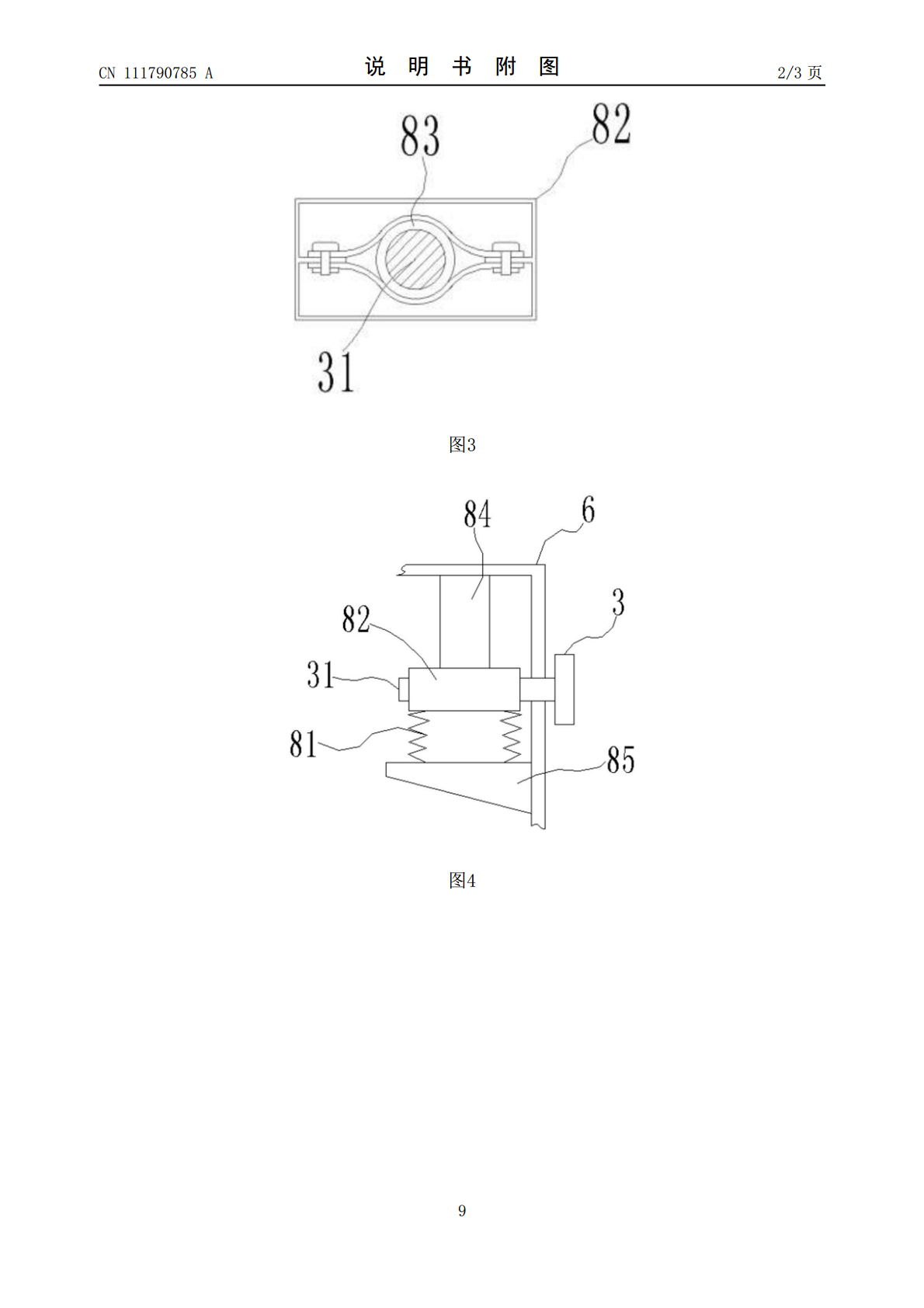
本发明公开了一种侧弧形铜排的成型装置及方法,涉及风力发电机行业技术领域,包括滚轮A、滚轮B、压轮、支架一、支架二、壳体、电机一、基座,采用机加工的方法,制作滚轮A和滚轮B,对制作好的滚轮A和滚轮B进行热处理使硬度达到42HRC‑50HRC,对滚轮A和滚轮B的滚面中间分别开槽,槽宽控制在铜排厚度a加0~0.2mm之间,槽深H需要大于铜排宽度b,槽的上平面与下平面需要打磨到表面粗糙度为Ra0‑Ra0.8以内,且滚轮A和B安装在滚弯机上后,使两个槽的下平面在同一平面上,高度差不大于0.15mm,采用滚弯的方法,
一种隧道弧形侧顶板铺设装置及方法.pdf
本发明涉及隧道铺设设备技术领域,提供了一种隧道弧形侧顶板铺设装置及方法,包括主梁架;设置在主梁架下的移动组件;设置在主梁架上的若干组可变支撑组,每组可变支撑组都包括至少三个支撑杆,每个支撑杆以主梁架为圆点圆周分布在主梁架的环周侧,每个支撑杆的顶部可拆卸设有滚轮,滚轮的转轴垂直于主梁架,可变支撑组之间设有第一驱动电机,第一驱动电机驱动滚轮滚动;本发明能快速施工的同时还能减少人工,具有较好的经济效益。
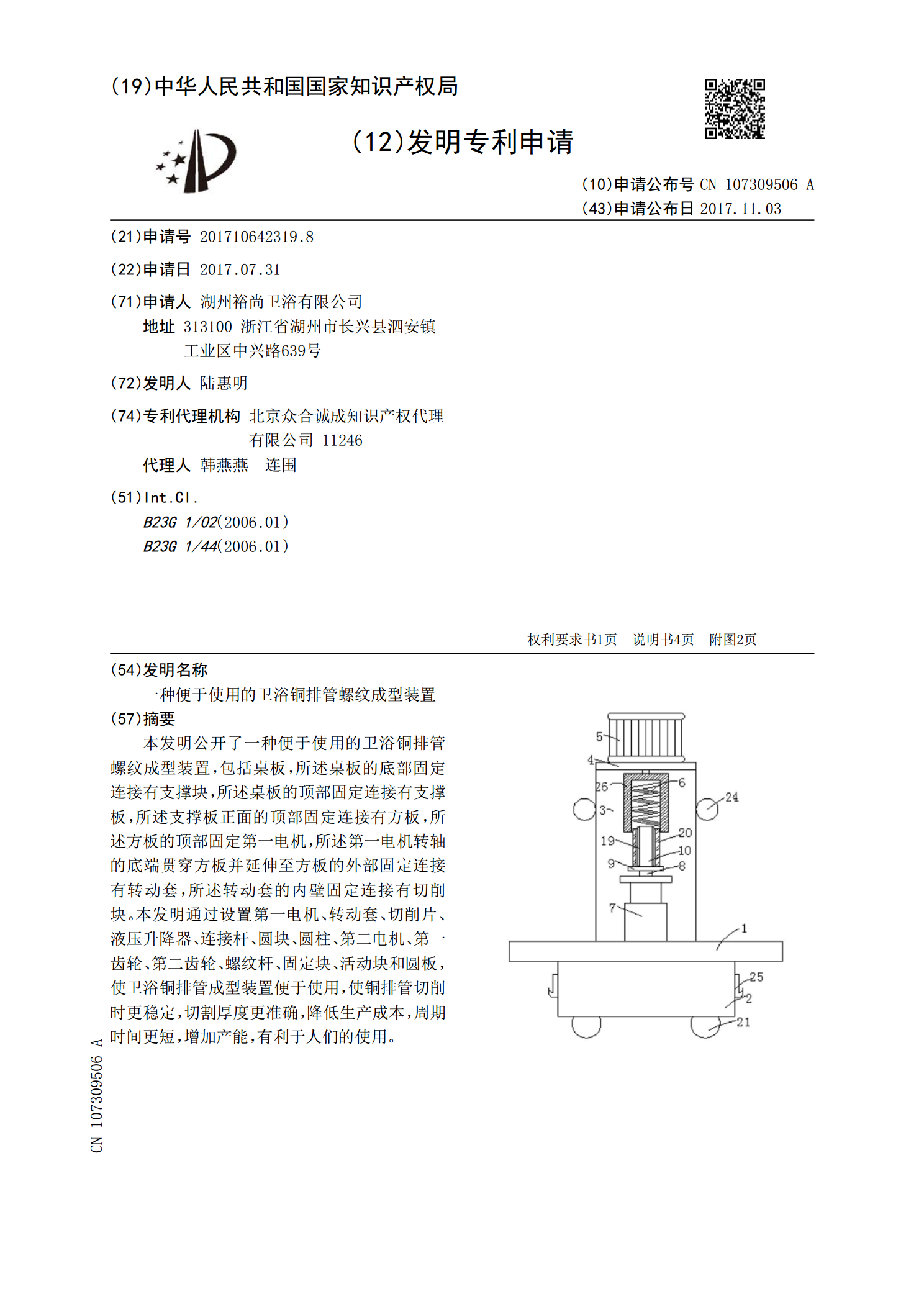
一种便于使用的卫浴铜排管螺纹成型装置.pdf
本发明公开了一种便于使用的卫浴铜排管螺纹成型装置,包括桌板,所述桌板的底部固定连接有支撑块,所述桌板的顶部固定连接有支撑板,所述支撑板正面的顶部固定连接有方板,所述方板的顶部固定第一电机,所述第一电机转轴的底端贯穿方板并延伸至方板的外部固定连接有转动套,所述转动套的内壁固定连接有切削块。本发明通过设置第一电机、转动套、切削片、液压升降器、连接杆、圆块、圆柱、第二电机、第一齿轮、第二齿轮、螺纹杆、固定块、活动块和圆板,使卫浴铜排管成型装置便于使用,使铜排管切削时更稳定,切割厚度更准确,降低生产成本,周期时间

馄饨双侧合管成型装置及成型方法.pdf
馄饨双侧合管成型装置及成型方法。目前馄饨机械制作采用单管成型,成型近似水饺并会造成面带和馅的浪费,每次只能成型一个,效率低、成本高。本发明组成包括:壳体(1),所述的壳体上部安装有压面机构(13),所述的压面机构下部装有面带输送带(2),所述的壳体上部右端与注馅连杆机构(4)连接固定,所述的面带输送带下方安装有面带合管机构(23),所述的壳体右侧下方通过轴承连接有一组成型模(8),所述的成型模下方装有馄饨传送带(9),所述的馄饨传送带、低速电机(14)分别固定在所述的壳体的底座上,所述的低速电机与一组链条
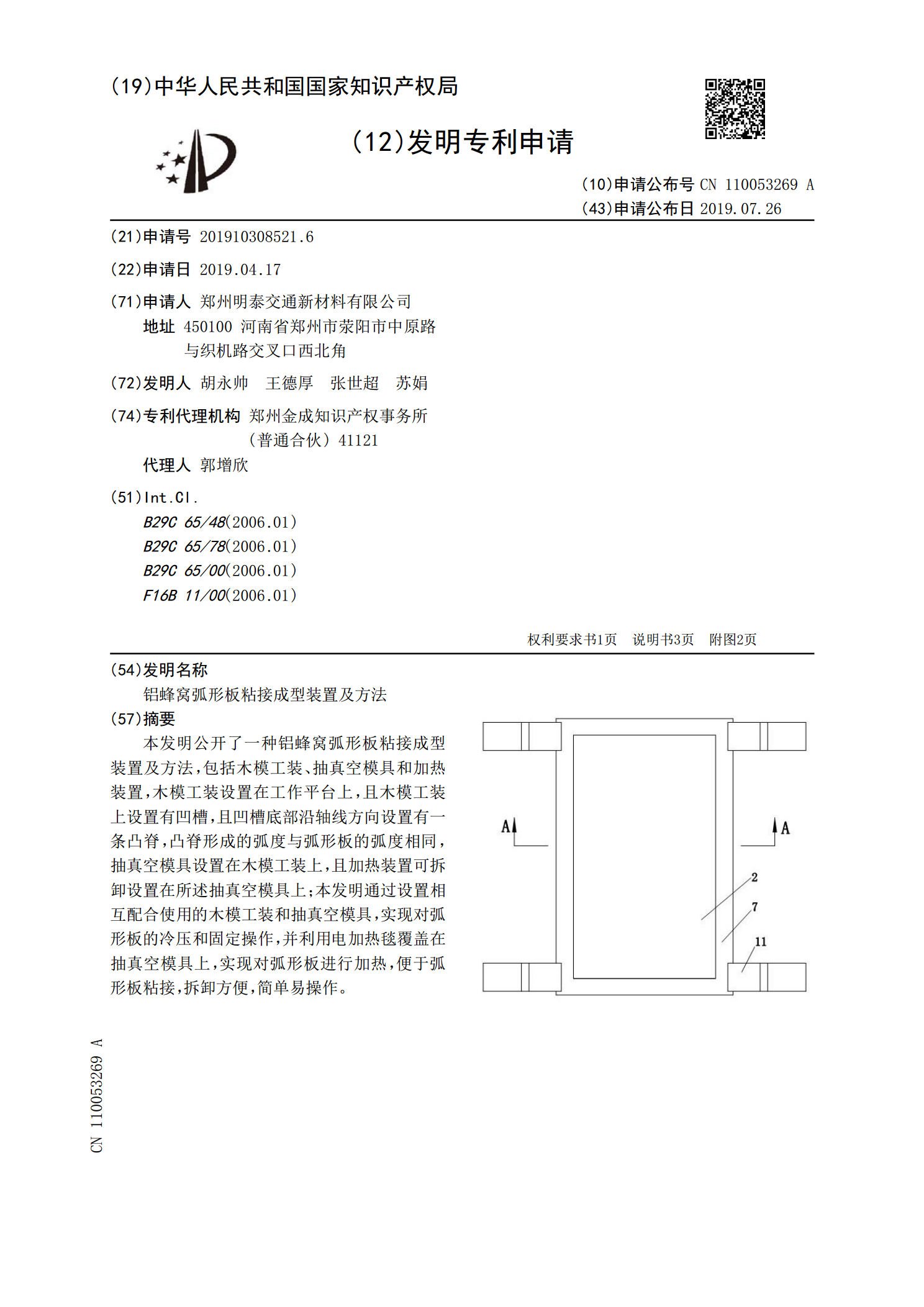
铝蜂窝弧形板粘接成型装置及方法.pdf
本发明公开了一种铝蜂窝弧形板粘接成型装置及方法,包括木模工装、抽真空模具和加热装置,木模工装设置在工作平台上,且木模工装上设置有凹槽,且凹槽底部沿轴线方向设置有一条凸脊,凸脊形成的弧度与弧形板的弧度相同,抽真空模具设置在木模工装上,且加热装置可拆卸设置在所述抽真空模具上;本发明通过设置相互配合使用的木模工装和抽真空模具,实现对弧形板的冷压和固定操作,并利用电加热毯覆盖在抽真空模具上,实现对弧形板进行加热,便于弧形板粘接,拆卸方便,简单易操作。