
侧围加强件的成型方法.pdf

雨巷****可歆

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
侧围加强件的成型方法.pdf
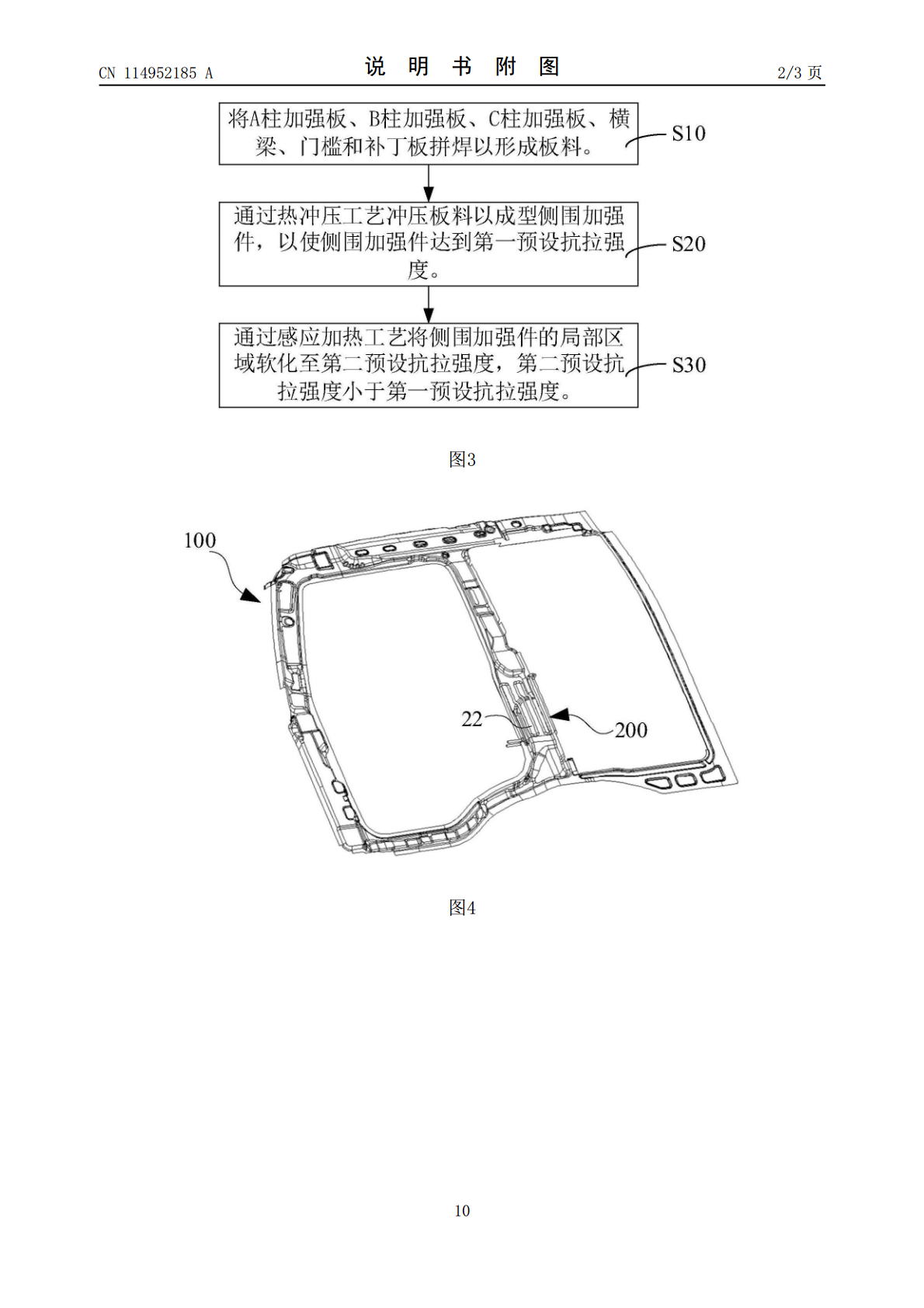
本发明涉及一种侧围加强件的成型方法,包括如下步骤将A柱加强板、B柱加强板、C柱加强板、横梁、门槛和补丁板拼焊以形成板料,通过热冲压工艺冲压板料成型侧围加强件,以使侧围加强件达到第一预设抗拉强度。本申请提供了的侧围加强件的成型方法,通过先将A柱加强板、B柱加强板、C柱加强板、横梁、门槛和补丁板拼焊形成板料,再通过热冲压成型工艺使板料成型侧围加强件,能够提高侧围加强件的结构完整性,而且能够减少成型的步骤,减少模具数量,减少车辆侧围焊点,从而降低成本,且能对后排乘员进行保护。

一种车身侧围结构的成型方法及车身侧围结构、车辆.pdf
本发明涉及车辆零部件技术领域,尤其涉及一种车身侧围结构的成型方法及车身侧围结构、车辆。一种车身侧围结构的成型方法,包括:对板材进行拉延和修边以形成拉延面;在所述拉延面上的对应于所述车身侧围结构顶部区域的边缘处开设多个缺口;对具有所述缺口的所述拉延面进行翻边整形以形成整形面;以及对所述整形面进行修边以形成所述车身侧围结构,使所述车身侧围结构顶部区域的边缘处保留所述缺口的至少一部分。

侧围外板成型裕度调试方法研究.pptx
添加副标题目录PART01PART02侧围外板成型裕度对整车质量的影响调试方法对生产效率和成本的影响调试方法的国内外研究现状PART03侧围外板的结构特点和成型原理成型过程中可能出现的缺陷和问题成型裕度的关键影响因素分析PART04基于实验设计和数据处理的方法基于仿真模拟和优化算法的方法调试方法的实施流程和步骤调试方法的有效性和可行性评估PART05实际应用案例和效果分析调试方法在实际应用中的问题和挑战对实际应用的改进和优化建议PART06未来发展方向和趋势分析对未来研究的建议和展望感谢您的观看
高强度热成型车用侧围加强板的加工工艺.pdf
本发明公开了一种高强度热成型车用侧围加强板的加工工艺,包括以下具体步骤:在冲床上进行落料加工处理,得到落料片;对落料片进行切边处理,将处理后的落料片送入加热炉中进行加热处理;将加热处理后的落料片送入加热炉中,在带有氮气保护气氛的加热炉内加热进行奥氏体化,保温一定时间后,将落料片快速置于带有冷却装置的模具内进行冲压成形,成形过程中同时发生淬火及低温回火处理;将热成形处理后的落料片送入激光切割机中进行切割处理,得到加强板产品。本发明生产的加强板降低了材料厚度,使材料消耗减少,零件质量变轻,降低了油耗。

侧围加强板生产开裂控制方法研究.docx
侧围加强板生产开裂控制方法研究近年来,汽车安全成为人们关注的焦点,而车身强度是保障安全的重要一环。侧围加强板是车身中重要的结构部件之一,它的主要功能是增强车辆的侧向刚性,从而保护车内乘员的安全。但是,在加强板的生产过程中,由于材料的性质、生产条件等诸多因素,加强板容易产生开裂的缺陷,从而影响加强板的强度和稳定性。本文旨在探讨侧围加强板开裂的控制方法,并提出解决控制方法的建议。首先,加强板的材料是影响加强板开裂的重要因素之一。材料的硬度大、韧性差、易热处理等因素都会影响加强板的稳定性。因此,对于加强板的材料