
异形管无芯冲孔方法.pdf

戊午****jj

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
异形管无芯冲孔方法.pdf
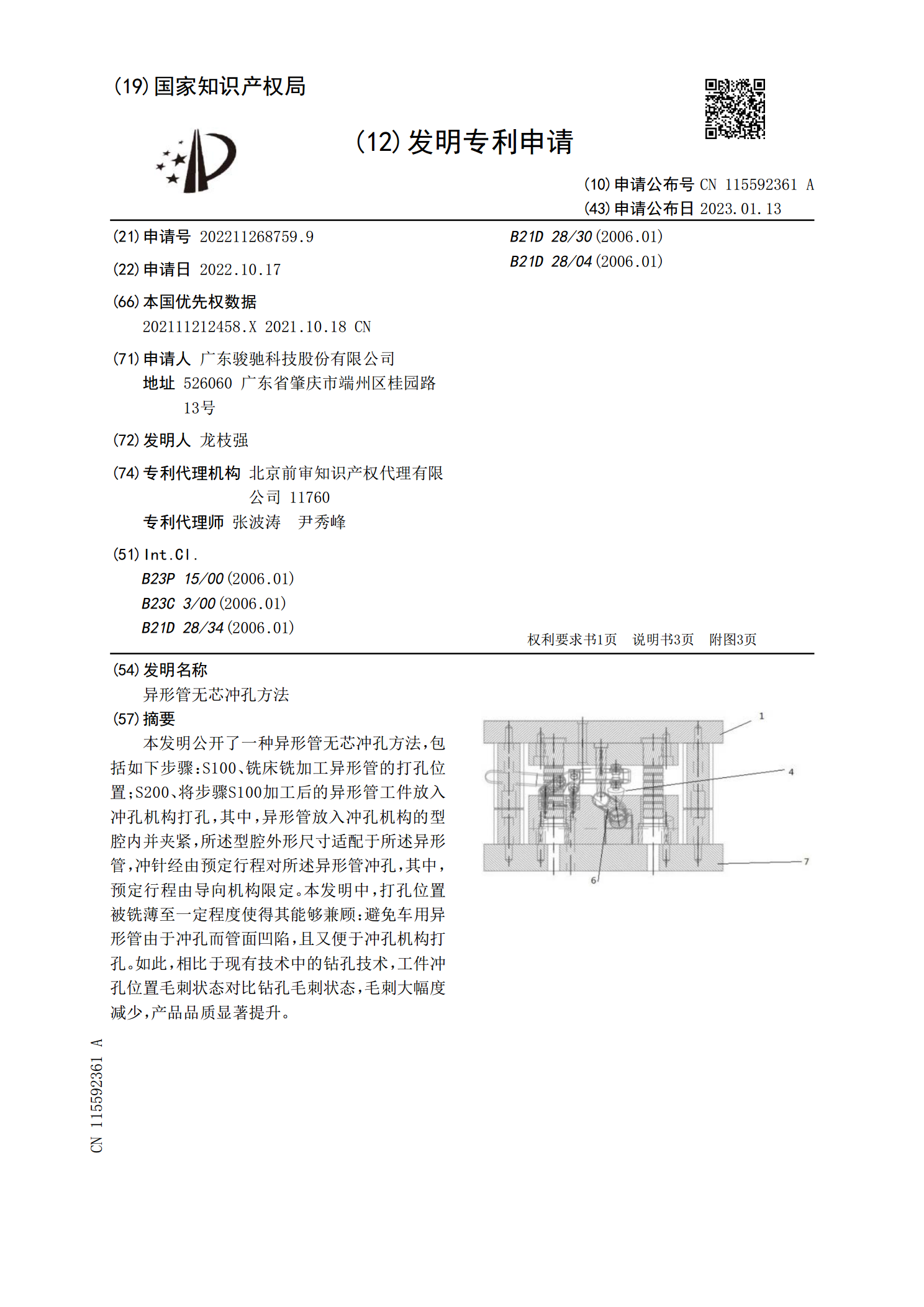
本发明公开了一种异形管无芯冲孔方法,包括如下步骤:S100、铣床铣加工异形管的打孔位置;S200、将步骤S100加工后的异形管工件放入冲孔机构打孔,其中,异形管放入冲孔机构的型腔内并夹紧,所述型腔外形尺寸适配于所述异形管,冲针经由预定行程对所述异形管冲孔,其中,预定行程由导向机构限定。本发明中,打孔位置被铣薄至一定程度使得其能够兼顾:避免车用异形管由于冲孔而管面凹陷,且又便于冲孔机构打孔。如此,相比于现有技术中的钻孔技术,工件冲孔位置毛刺状态对比钻孔毛刺状态,毛刺大幅度减少,产品品质显著提升。
异形管的侧冲孔成型方法、侧冲孔成型装置及其控制方法.pdf
本发明涉及一种异形管的侧冲孔成型方法、侧冲孔成型装置及其控制方法,属于管材加工处理技术领域。该侧冲孔成型方法先通过预切冲针在管壁侧面上预切出切口,而使冲片这一废屑不进入异形管内;并在基于整形芯棒对切口进行整形而完成对管壁上的目标孔的成型,且该整形芯棒的整形段部横截面为非圆结构,并在前端插入时确保内缩避让边缘部对准切口的先切成型口缘部,而可避免因预切而形成切口坍塌,再利用圆弧部的外推功能而对该坍塌部分进行修正,从而有效地提高产品的产品率,尤其对薄壁管更有效果;此外,无需基于伸入管内的芯棒进行冲孔成型,而能对
内异形管双辊冷轧模具、加工方法及内异形管的冷轧方法.pdf
本发明涉及钢管轧制技术领域,具体为一种内异形管双辊冷轧模具,包括外模及内模,所述外模包括对称设置的上模和下模,上模和下模均具有环槽,且所述环槽的深度在其轧制方向上逐渐加深,所述内模为一外表面光滑的杆状物,内模与环槽相匹配,所述内模包括两相对的水平面及两相对的弧形面,所述两水平面的宽度相等,所述两弧形面的外轮廓所在圆的直径不等。本发明实现了一道次成型的轧制工艺,避免了连续多道次的轧制,大大节省了加工时间,降低了生产成本,比市场上采用冷拔法制得的内异形管质量更好,内壁更为光滑,无毛刺。

异形管与型材无模弯曲工艺.docx
异形管与型材无模弯曲工艺异形管与型材无模弯曲工艺摘要:异形管和型材的无模弯曲工艺在现代工业应用中具有重要的意义。本文主要介绍了异形管和型材的概念及其在各个行业中的应用。接着分析了整体成型法和局部成型法两种无模弯曲工艺的特点和适用范围。然后综述了当前的研究进展和发展趋势,最后总结了该领域的挑战和前景。关键词:异形管、型材、无模弯曲、整体成型法、局部成型法引言异形管和型材是在工程实践中常见的材料形式。它们具有不同的截面形状和尺寸,可以用于各种场景和应用中。在很多情况下,需要将异形管和型材进行弯曲以适应特定的设

异形件的冲孔落料.docx
目录前言---------------------------------------------------2第一章:绪论1.1冲压模具的发展------------------------------------------------31.2模具产品的介绍------------------------------------------------4第二章:冲压工艺分析2.1冲裁件的形状和尺寸--------------------------------------------52.2冲裁件的工