
一种控制硬线钢小方坯中心碳偏析的方法及硬线钢.pdf

森林****来了


1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种控制硬线钢小方坯中心碳偏析的方法及硬线钢.pdf
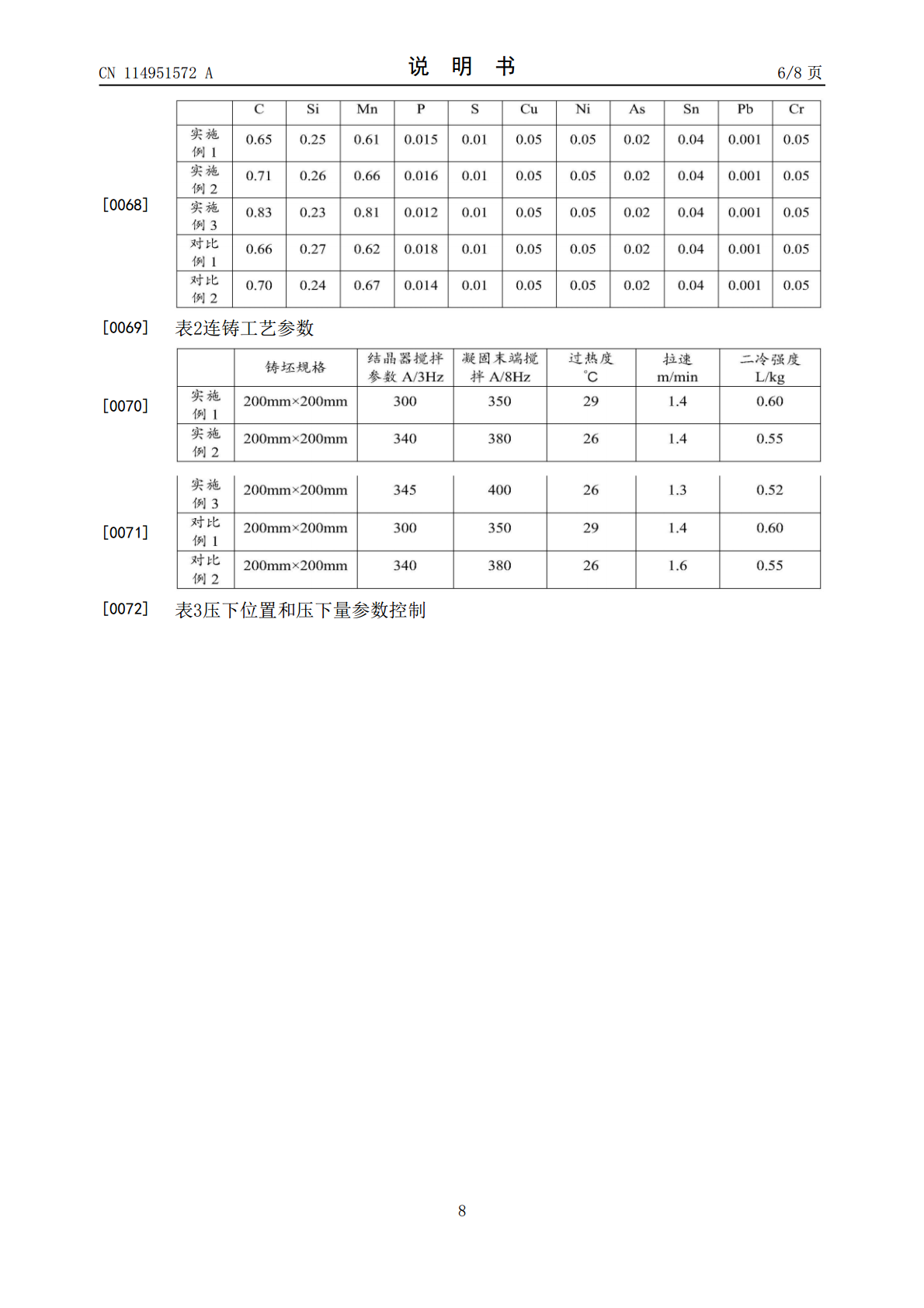
本发明公开了一种控制硬线钢小方坯中心碳偏析的方法,通过对连铸工序的结晶器电磁搅拌、末端电磁搅拌、二冷水、拉速及轻压下工艺实施控制,控制压下位置处于铸坯中心固相分率fs为0.3~0.7内,总压下量控制为8~14mm;压下辊各压下位置与铸机弯月面距离为14.0~17.6m,且配合相应的拉速和冷却强度,以得到硬线钢小方坯连铸工艺,从而实现控制小方坯硬线钢产生中心碳偏析等铸坯缺陷的目的。
一种降低高碳硬线钢偏析指数的方法.pdf
本发明公开了一种降低高碳硬线钢偏析指数的方法,所述高碳硬线钢化学成分以质量百分比计为:C:0.80‑0.85%,Si:0.15‑0.25%,Mn:0.70‑0.80%,Cr:0.15‑0.20%,V:0.1‑0.02%,余量为Fe和不可避免的杂质,杂质中的P≤0.020%,S≤0.020%;生产工艺与传统工艺相同,包括:铁水脱硫—转炉—LF精炼—连铸—高线轧制。本发明在传统的SWRH82B高碳硬线钢盘条基础上通过添加钒元素(加入量0.01‑0.02%wt)来提高高碳硬线钢的强度,而不是通过增加碳、锰含量来
改善齿轮钢小方坯中心偏析的控制方法.pdf
本发明一种改善齿轮钢小方坯中心偏析的控制方法,包括钢水化学成分窄成分控制、浇铸过热度控制、浇铸恒拉速控制和其它浇铸工艺控制;钢水化学成分窄成分实际含量范围控制精度为:C

一种硬线钢丝钢冶炼碳的控制方法.pdf
本发明提供的一种硬线钢丝钢冶炼碳的控制方法,以70t吨直流电弧炉冶炼82B钢为例;冶炼初期保持电流强度为70-90kA;供氧强度为1.0-1.2m3/t.min;溶化期用2档位向炉内喷吹碳粉,待造渣起泡后换用3档位向炉内喷吹碳粉,以形成自流排渣;持续造渣排渣,待钢水中P含量≤0.012%时,进入氧化期,保持3档喷吹碳粉,泡沫渣起泡后减为1档或2档喷吹碳粉,在氧化期后期,当温度达到1620℃以上,碳达到0.60-0.75%时即可出钢。电炉按公式投料:Q生/kg=【Q配/t(C配/%-C返/%)+Q杂/t(C
一种改善帘线钢中心碳偏析的方法.pdf
本发明公开了一种改善帘线钢中心碳偏析的方法,该方法采用电炉初炼、精炼、连铸大方坯、轧制小方坯以及小方坯轧成盘条的工艺流程生产80级帘线钢;对各个工序采取控制措施,出钢过程和出钢后的增碳过程保证钢包底吹氩强搅拌,增碳按0.4~0.6%控制。强搅拌10分钟后软搅拌,直至精炼接受钢包。LF精炼时先合金化后增碳,调整目标碳前,保证温度大于1525℃。连铸过热度15~35℃,采用全保护浇铸,使用结晶器电磁搅拌,连铸大方坯采用轻压下,极大地改善了帘线钢中心碳偏析,使帘线钢成品热轧盘条偏析不大于0.5级,满足帘线钢用户