
一种风力机叶片腹板粘接缺胶修复验证方法.pdf

是浩****32

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种风力机叶片腹板粘接缺胶修复验证方法.pdf
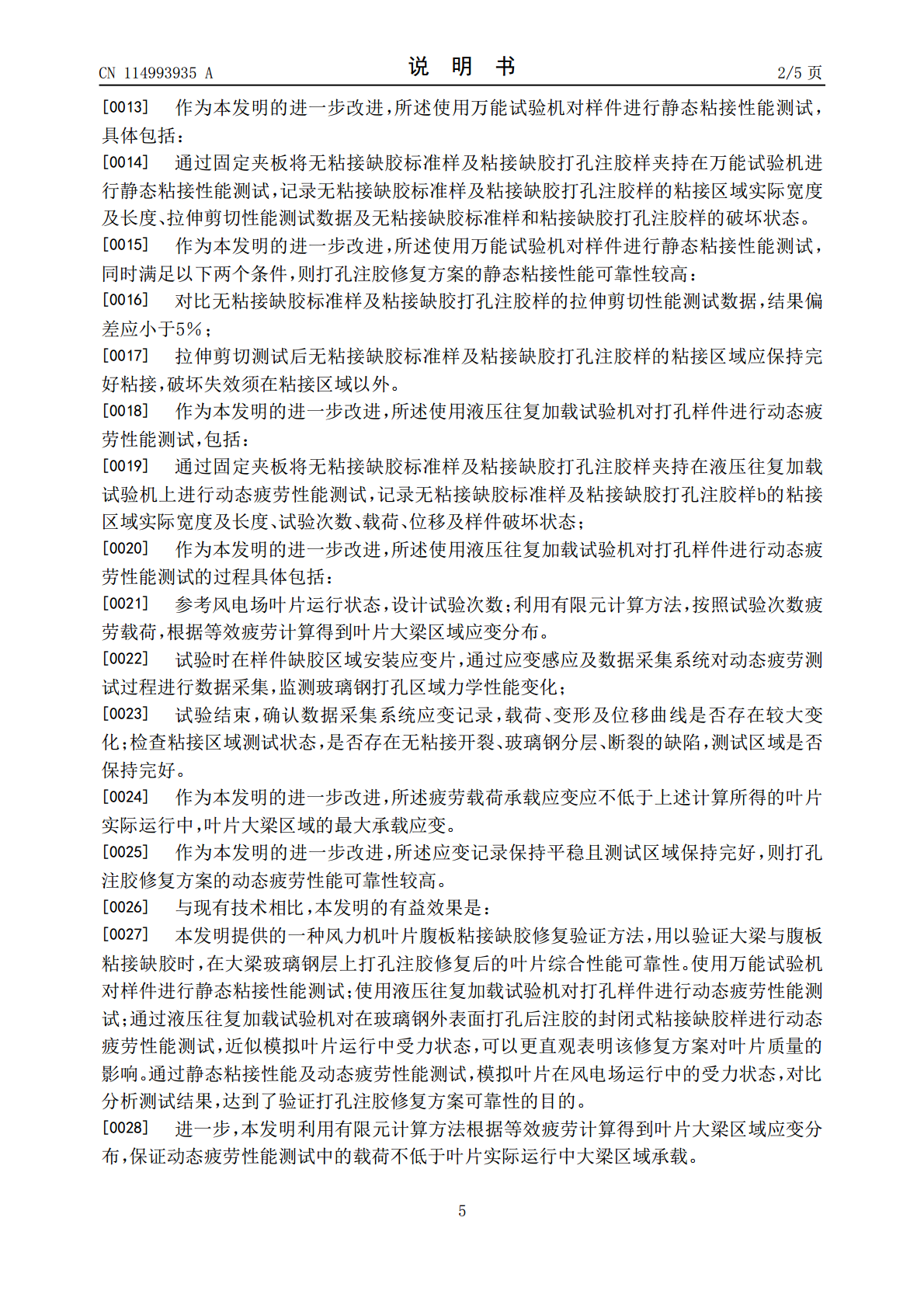
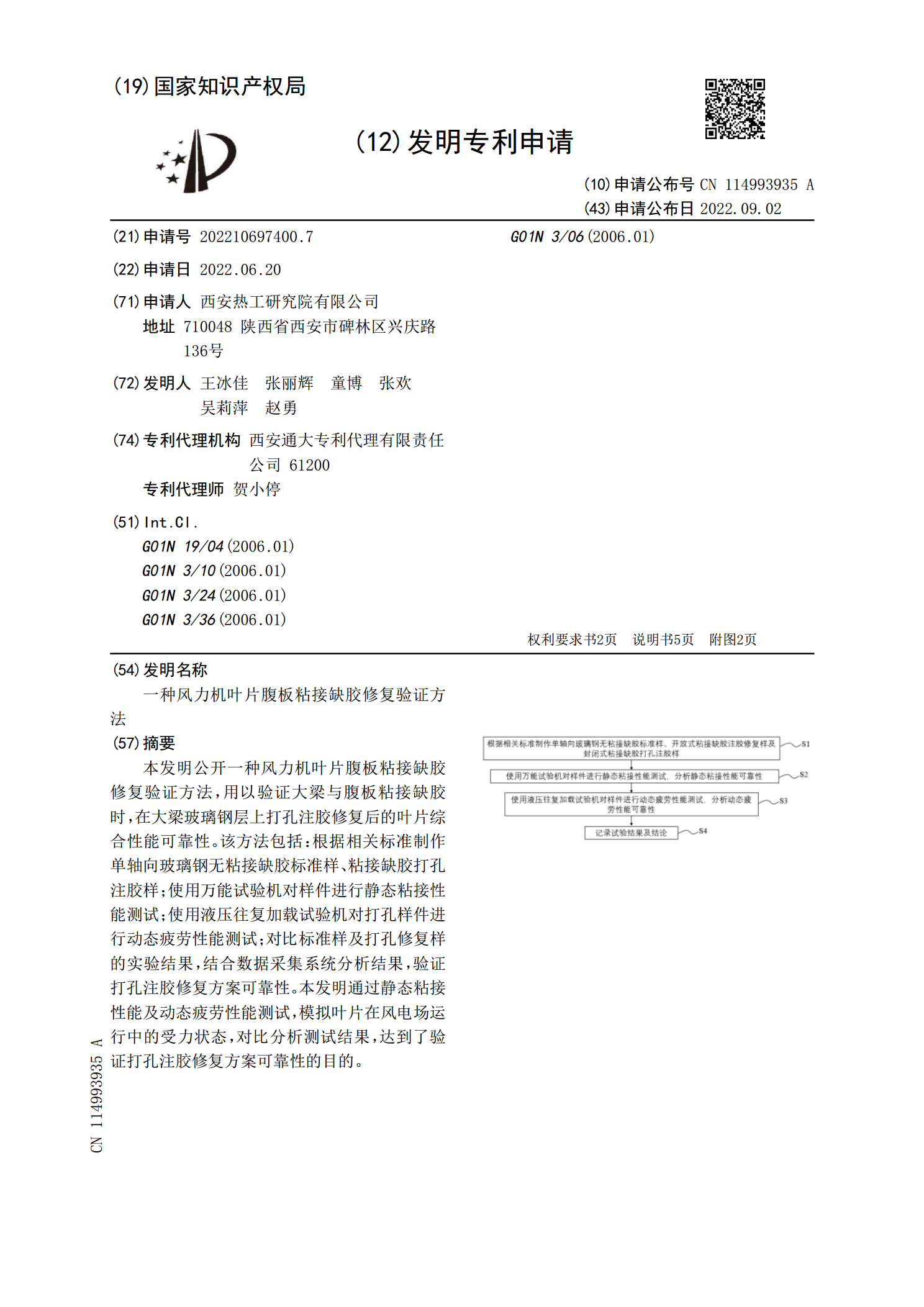
本发明公开一种风力机叶片腹板粘接缺胶修复验证方法,用以验证大梁与腹板粘接缺胶时,在大梁玻璃钢层上打孔注胶修复后的叶片综合性能可靠性。该方法包括:根据相关标准制作单轴向玻璃钢无粘接缺胶标准样、粘接缺胶打孔注胶样;使用万能试验机对样件进行静态粘接性能测试;使用液压往复加载试验机对打孔样件进行动态疲劳性能测试;对比标准样及打孔修复样的实验结果,结合数据采集系统分析结果,验证打孔注胶修复方案可靠性。本发明通过静态粘接性能及动态疲劳性能测试,模拟叶片在风电场运行中的受力状态,对比分析测试结果,达到了验证打孔注胶修复
一种风轮叶片腹板粘接定位安装方法.pdf
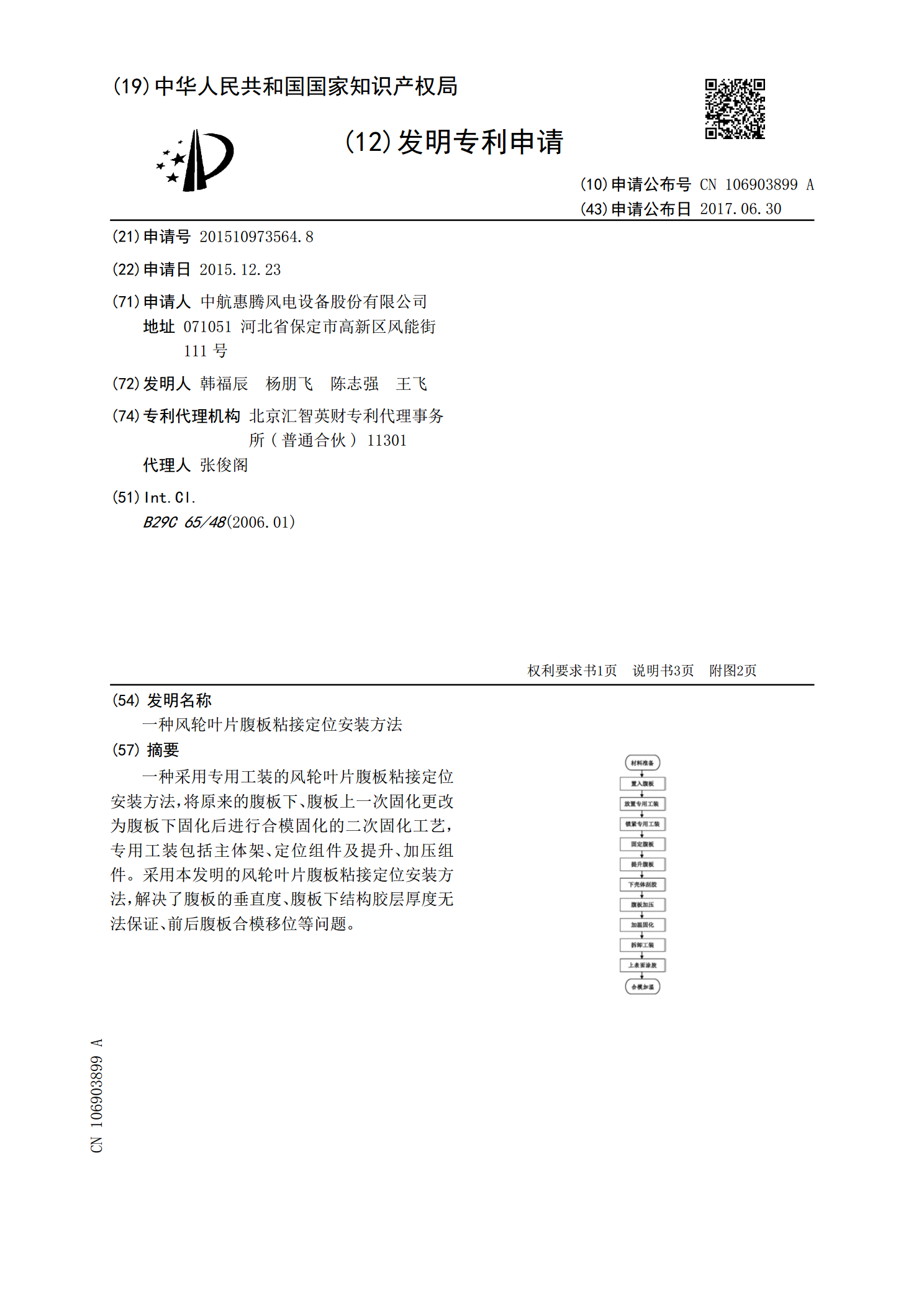
一种采用专用工装的风轮叶片腹板粘接定位安装方法,将原来的腹板下、腹板上一次固化更改为腹板下固化后进行合模固化的二次固化工艺,专用工装包括主体架、定位组件及提升、加压组件。采用本发明的风轮叶片腹板粘接定位安装方法,解决了腹板的垂直度、腹板下结构胶层厚度无法保证、前后腹板合模移位等问题。
一种风电叶片腹板模具粘接挡边的安装方法.pdf
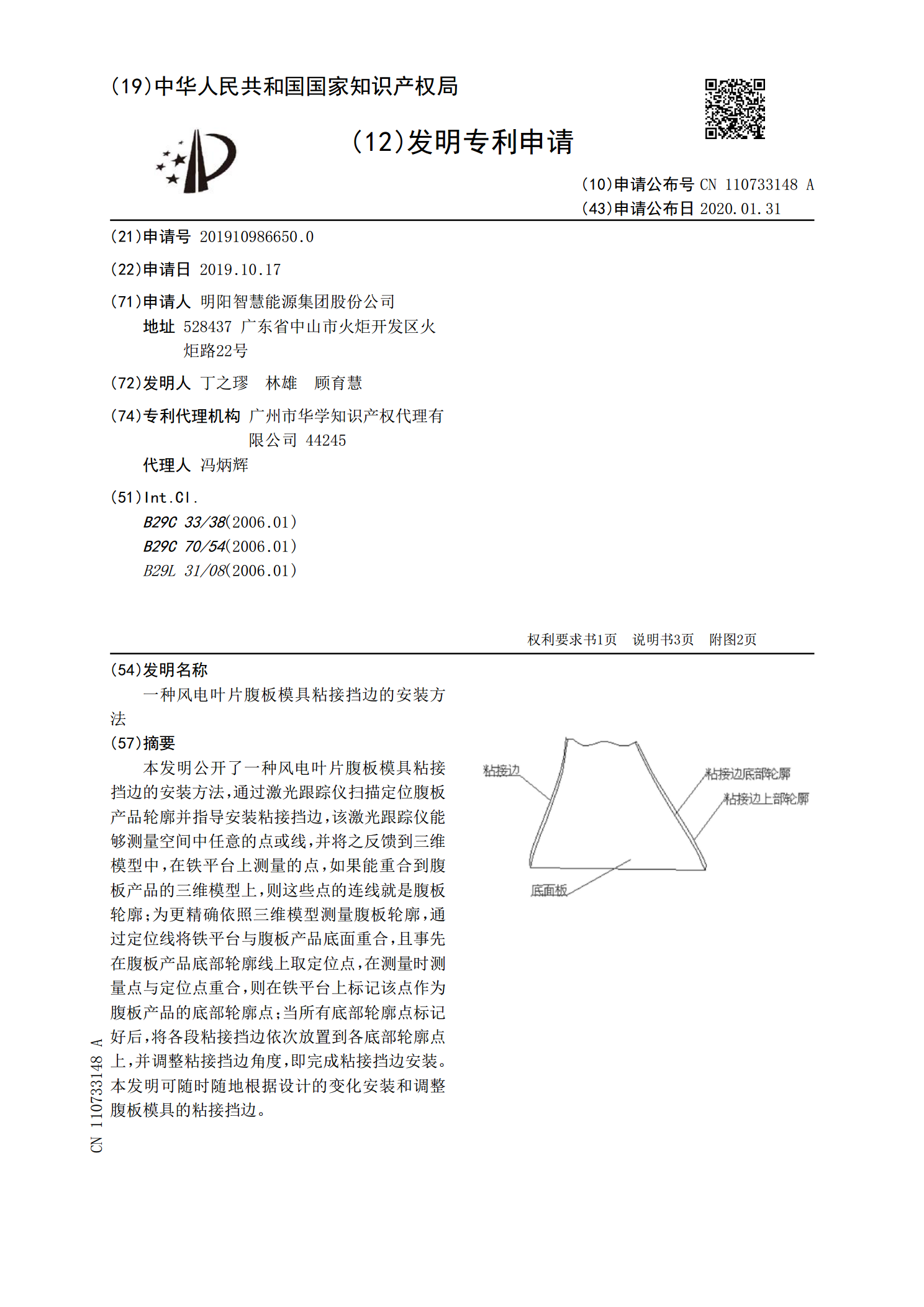
本发明公开了一种风电叶片腹板模具粘接挡边的安装方法,通过激光跟踪仪扫描定位腹板产品轮廓并指导安装粘接挡边,该激光跟踪仪能够测量空间中任意的点或线,并将之反馈到三维模型中,在铁平台上测量的点,如果能重合到腹板产品的三维模型上,则这些点的连线就是腹板轮廓;为更精确依照三维模型测量腹板轮廓,通过定位线将铁平台与腹板产品底面重合,且事先在腹板产品底部轮廓线上取定位点,在测量时测量点与定位点重合,则在铁平台上标记该点作为腹板产品的底部轮廓点;当所有底部轮廓点标记好后,将各段粘接挡边依次放置到各底部轮廓点上,并调整粘
风电叶片腹板快速粘接结构及其快速成型方法.pdf
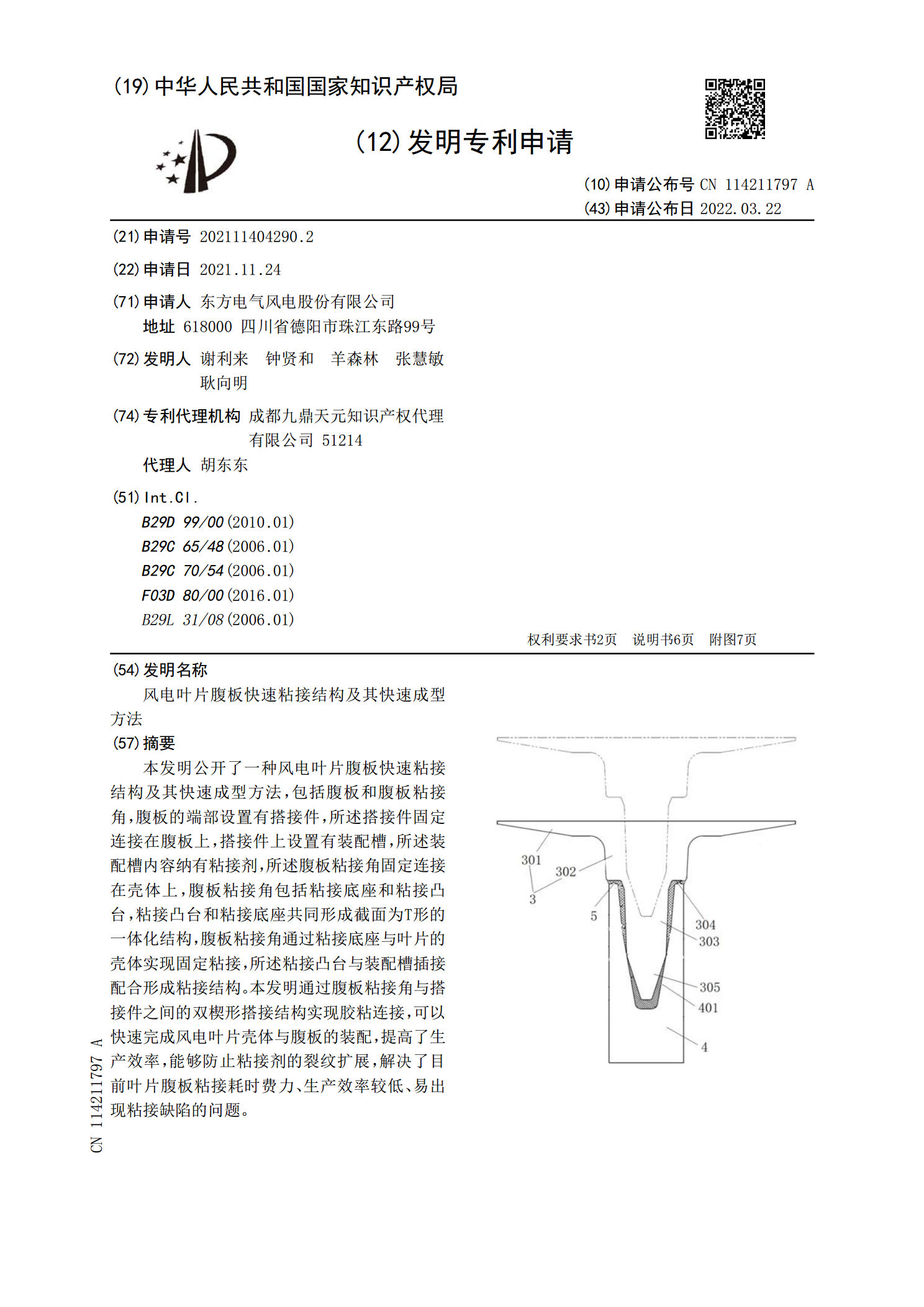
本发明公开了一种风电叶片腹板快速粘接结构及其快速成型方法,包括腹板和腹板粘接角,腹板的端部设置有搭接件,所述搭接件固定连接在腹板上,搭接件上设置有装配槽,所述装配槽内容纳有粘接剂,所述腹板粘接角固定连接在壳体上,腹板粘接角包括粘接底座和粘接凸台,粘接凸台和粘接底座共同形成截面为T形的一体化结构,腹板粘接角通过粘接底座与叶片的壳体实现固定粘接,所述粘接凸台与装配槽插接配合形成粘接结构。本发明通过腹板粘接角与搭接件之间的双楔形搭接结构实现胶粘连接,可以快速完成风电叶片壳体与腹板的装配,提高了生产效率,能够防止
籽晶粘接胶及籽晶粘接方法.pdf
本申请涉及一种籽晶粘接胶及籽晶粘接方法,籽晶粘接胶包括碳纳米管材料和粘接剂,碳纳米管材料的长径比≥1000,碳纳米管材料的质量与粘接剂的体积比为(0.1~0.3)g:1mL。通过以碳纳米管材料作为骨架,一方面可有效增强籽晶粘接胶经碳化后形成的碳化层的整体强度及韧性,从而有效降低碳化层的脆性,以及有效避免碳化层的脱落和开裂风险,故而有效避免因裂纹导致烧灼诱导产生的微管、六方孔洞及位错等晶体缺陷;另一方面,碳纳米管材料具有中空管道结构,且通过控制碳纳米管材料的长径比,可增强对外排气能力,抑制微气泡的产生,从而