
柔性焊接设备以及焊接方法.pdf

Ro****44

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
柔性焊接设备以及焊接方法.pdf
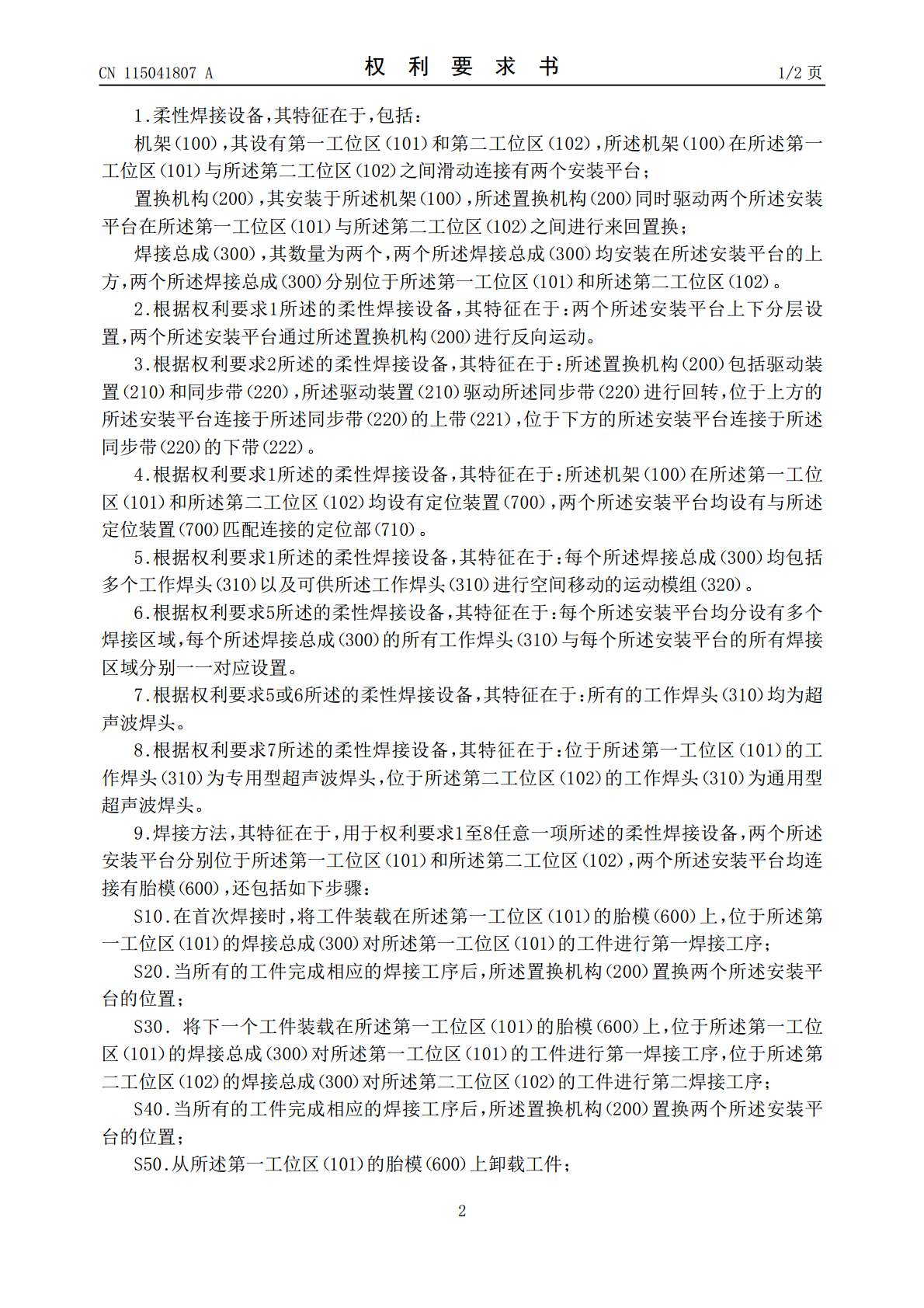
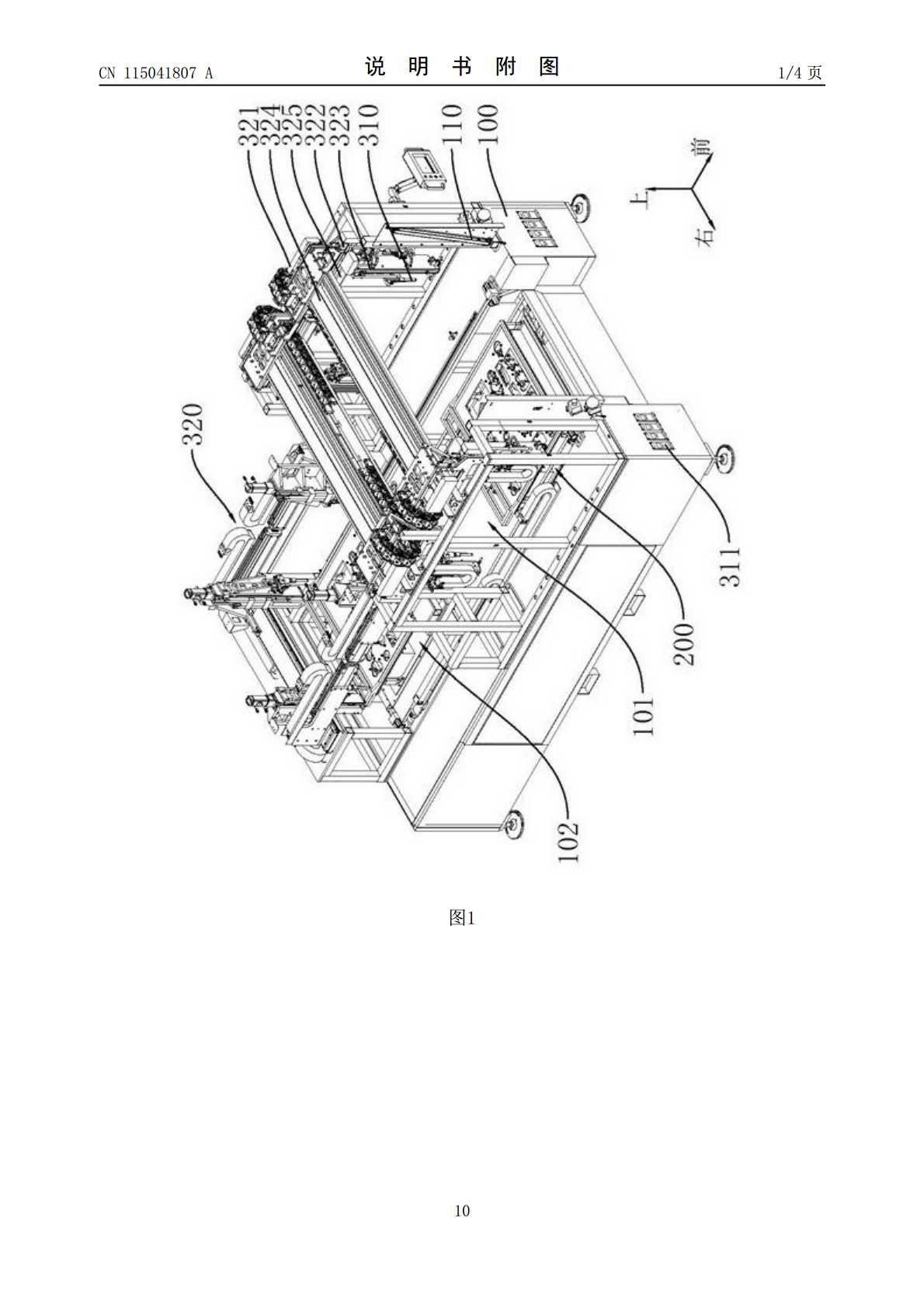
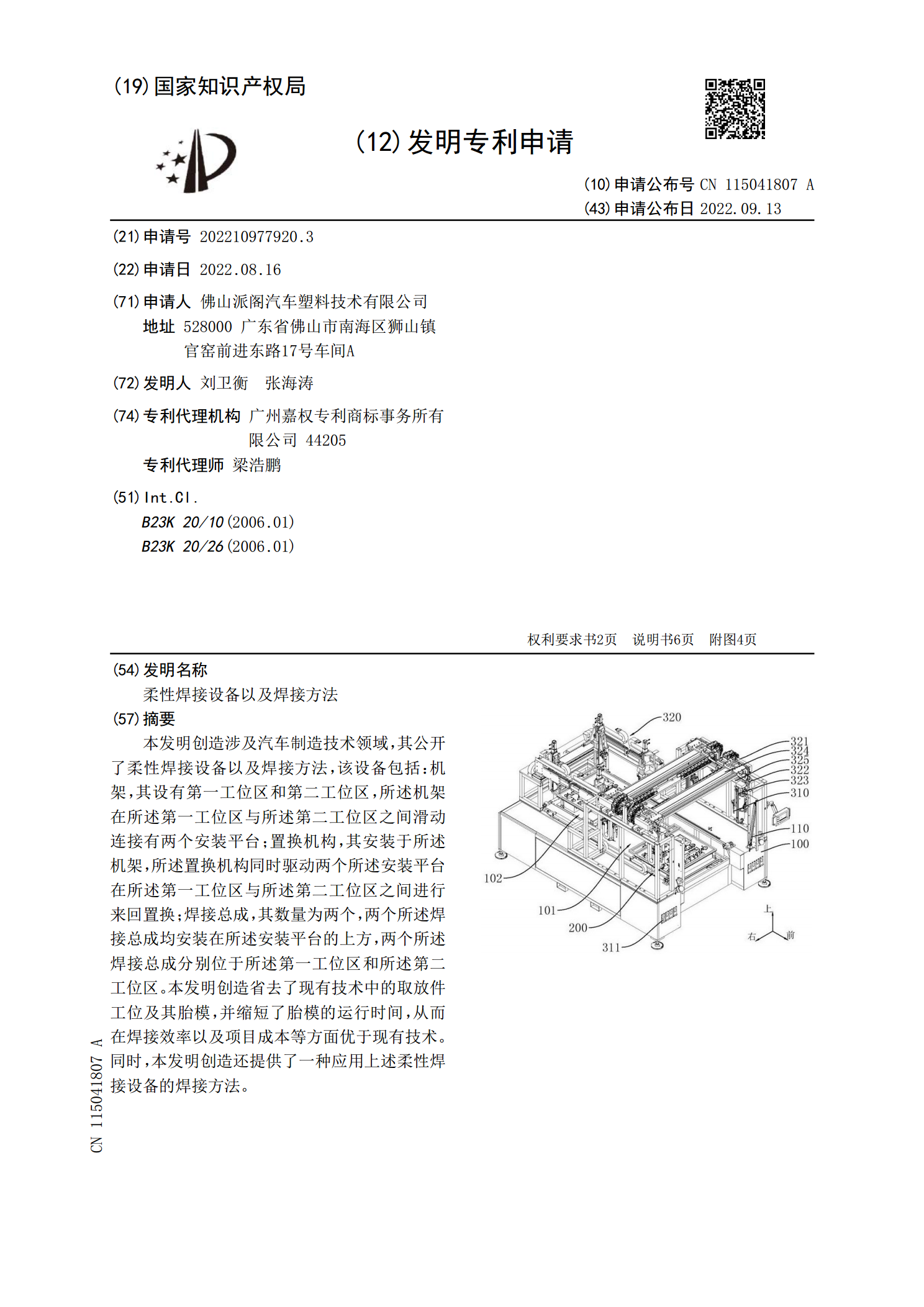
本发明创造涉及汽车制造技术领域,其公开了柔性焊接设备以及焊接方法,该设备包括:机架,其设有第一工位区和第二工位区,所述机架在所述第一工位区与所述第二工位区之间滑动连接有两个安装平台;置换机构,其安装于所述机架,所述置换机构同时驱动两个所述安装平台在所述第一工位区与所述第二工位区之间进行来回置换;焊接总成,其数量为两个,两个所述焊接总成均安装在所述安装平台的上方,两个所述焊接总成分别位于所述第一工位区和所述第二工位区。本发明创造省去了现有技术中的取放件工位及其胎模,并缩短了胎模的运行时间,从而在焊接效率以及

一种线圈自动焊接设备以及焊接方法.pdf
本发明一种线圈自动焊接设备,包括底座,所述底座上面设置有抬升机构以及刮除机构,所述抬升机构上端面设置有自动恒温锡炉,所述自动恒温锡炉中部还设置有小锡槽,所述抬升机构上端还设置有加料机构,所述刮除机构包括刮板以及直线导轨和直线模组,所述刮板一端位于自动恒温锡炉上方,本发明结构简单,操作方便,实现线圈接头和引脚的全自动化锡焊,减少了人工投入,提高了生产效率,产品质量高,增加了收入效益。
焊接设备及焊接方法.pdf
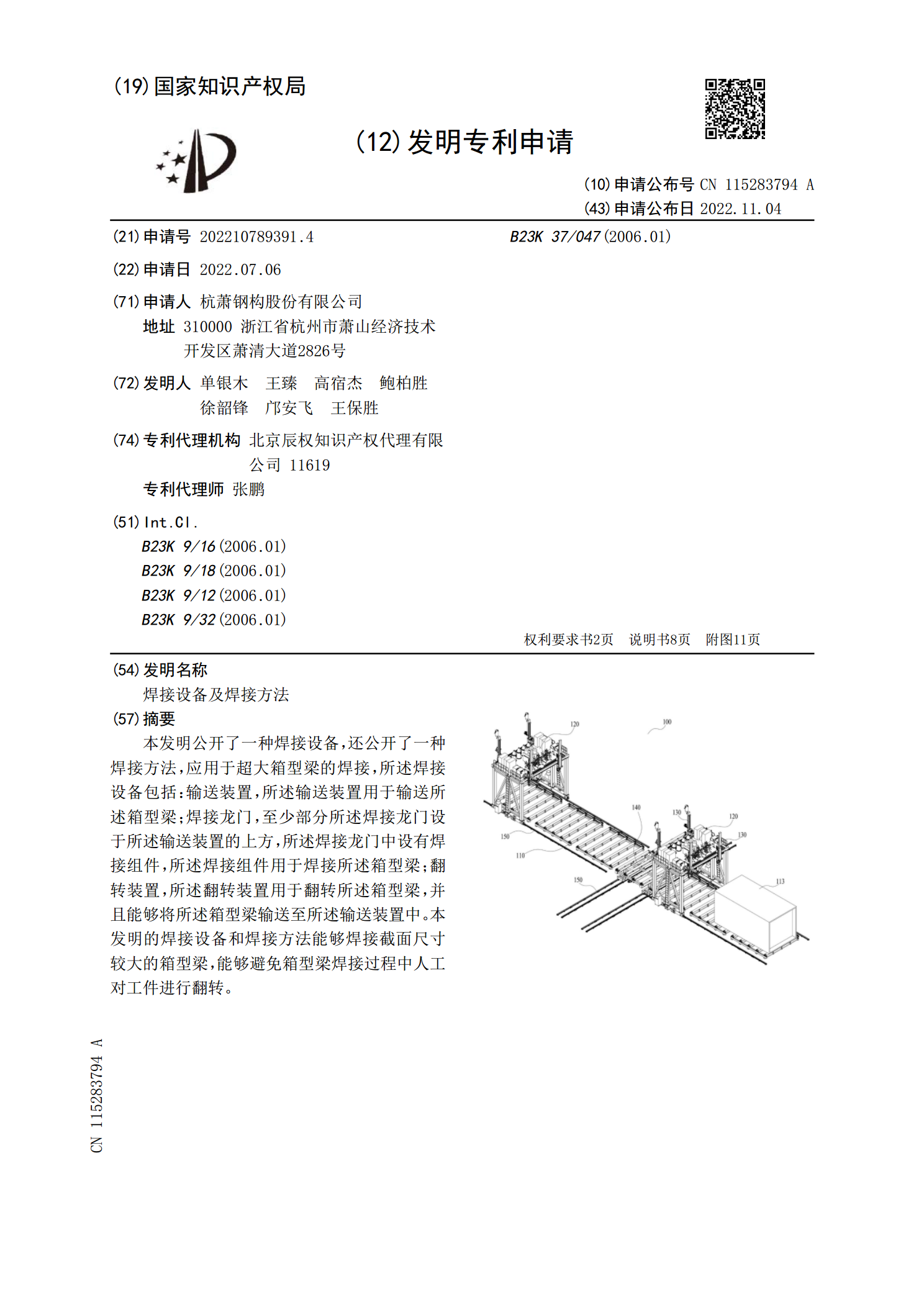
本发明公开了一种焊接设备,还公开了一种焊接方法,应用于超大箱型梁的焊接,所述焊接设备包括:输送装置,所述输送装置用于输送所述箱型梁;焊接龙门,至少部分所述焊接龙门设于所述输送装置的上方,所述焊接龙门中设有焊接组件,所述焊接组件用于焊接所述箱型梁;翻转装置,所述翻转装置用于翻转所述箱型梁,并且能够将所述箱型梁输送至所述输送装置中。本发明的焊接设备和焊接方法能够焊接截面尺寸较大的箱型梁,能够避免箱型梁焊接过程中人工对工件进行翻转。
双炉胆焊接装置以及焊接设备.pdf
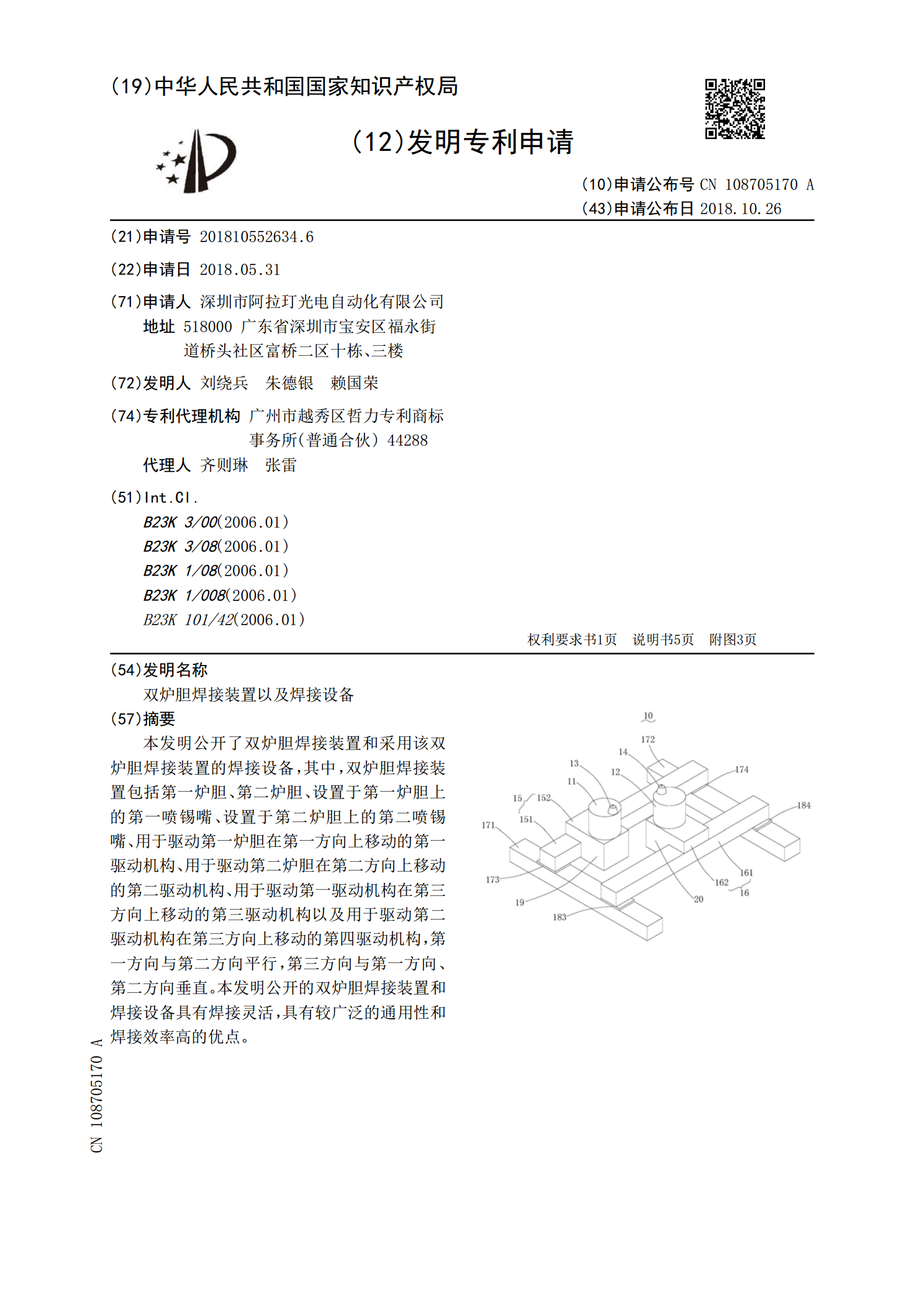
本发明公开了双炉胆焊接装置和采用该双炉胆焊接装置的焊接设备,其中,双炉胆焊接装置包括第一炉胆、第二炉胆、设置于第一炉胆上的第一喷锡嘴、设置于第二炉胆上的第二喷锡嘴、用于驱动第一炉胆在第一方向上移动的第一驱动机构、用于驱动第二炉胆在第二方向上移动的第二驱动机构、用于驱动第一驱动机构在第三方向上移动的第三驱动机构以及用于驱动第二驱动机构在第三方向上移动的第四驱动机构,第一方向与第二方向平行,第三方向与第一方向、第二方向垂直。本发明公开的双炉胆焊接装置和焊接设备具有焊接灵活,具有较广泛的通用性和焊接效率高的优点
一种焊接设备以及焊接汽车零件的方法.pdf
本发明公开了一种焊接设备,包括焊接底座,以及其上方的内撑夹具和定位夹具,焊接底座的顶部设有直线滑槽,直线滑槽中嵌入有两组滑块,滑块滑动配合直线滑槽,且其顶部分别固定连接第一移动板和第二移动板,第一移动板的顶部固定连接可调支撑架,可调支撑架螺栓连接内撑夹具,第二移动板的顶部设有支撑板,支撑板固定连接定位夹具。发明还公开一种焊接设备焊接汽车零件的方法,包括S1:检查零件和焊件,要求合格;S2:对零件沿焊缝中心位置对称压包。本发明结构简明,构造简单,通过内撑夹具实现稳定固定零件,减少零件的回弹和形变,并通过定位