
铝热连轧工作辊刷辊诊断及修复方法、装置、介质及设备.pdf

努力****爱静

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝热连轧工作辊刷辊诊断及修复方法、装置、介质及设备.pdf
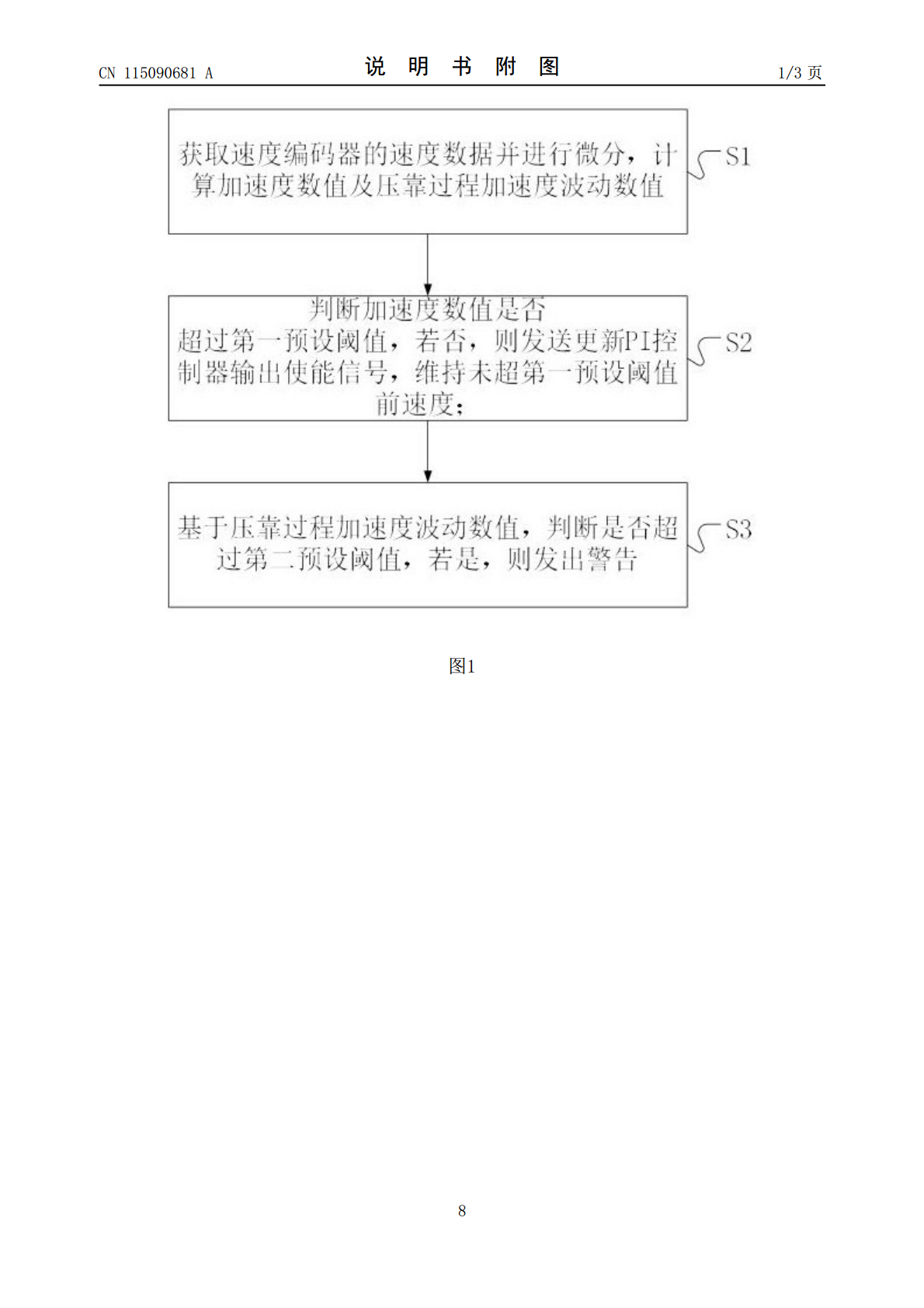
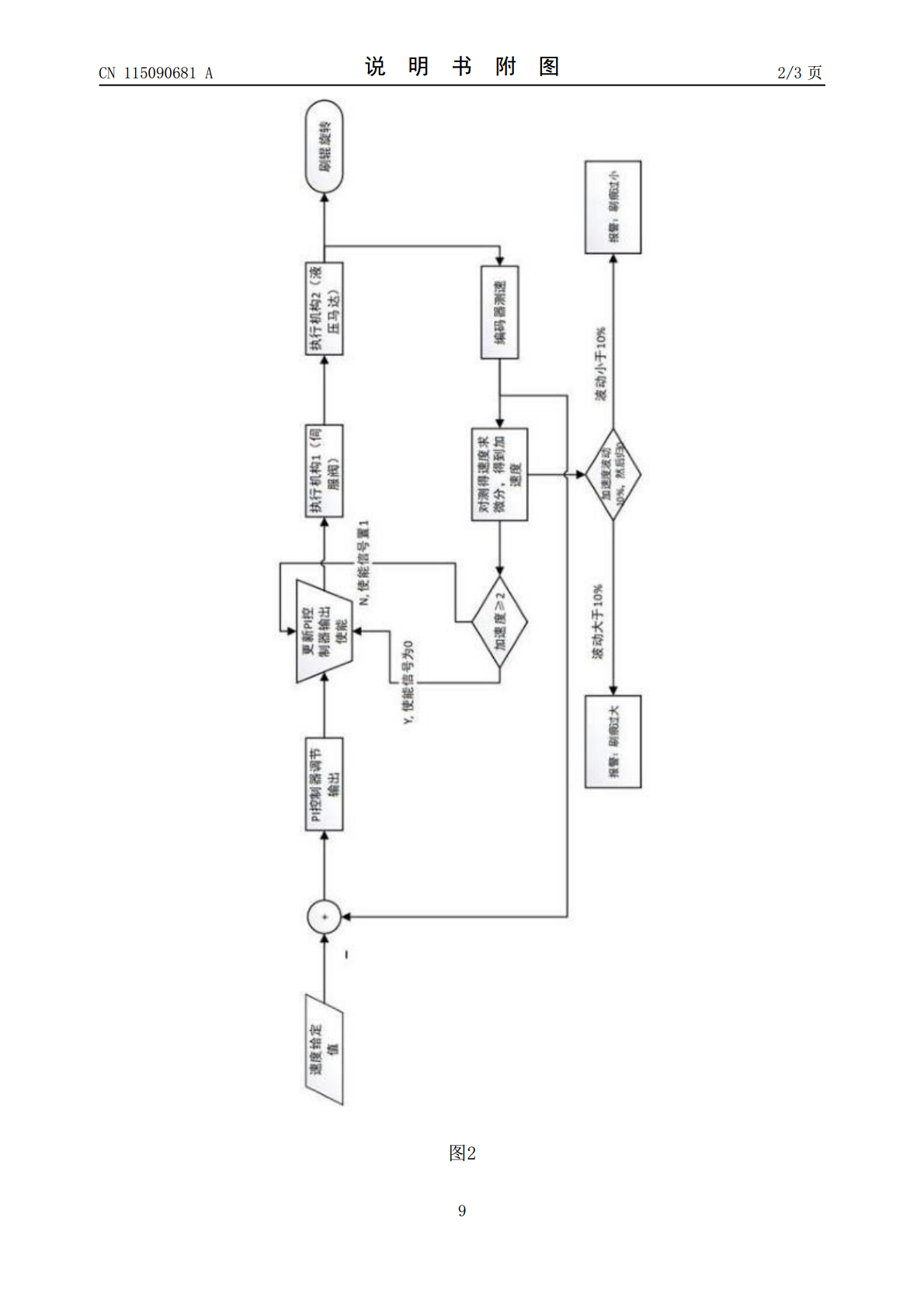
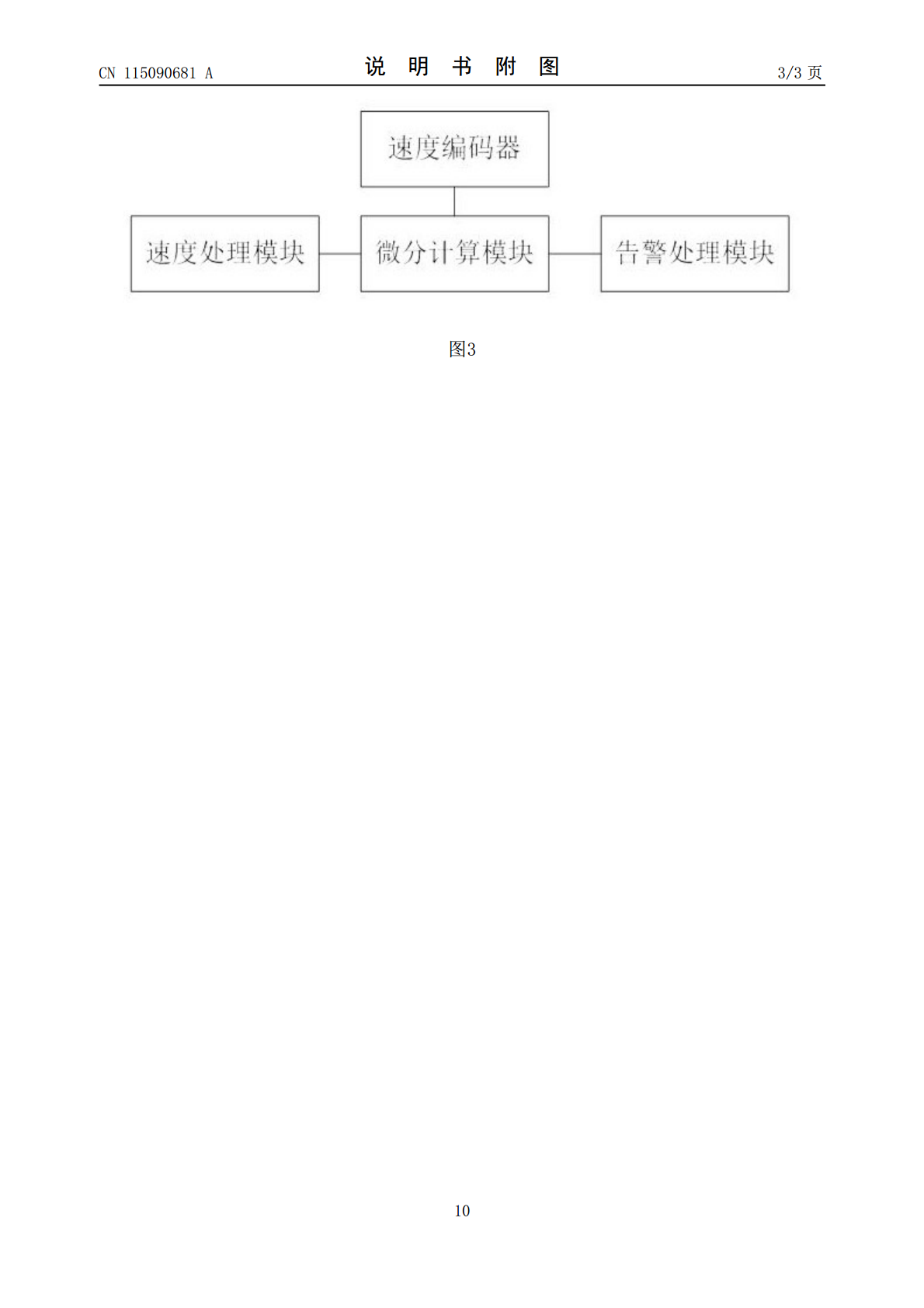
本发明公开了铝热连轧工作辊刷辊诊断及修复方法,涉及冶金轧机控制领域,包括如下步骤,获取速度编码器的速度数据并进行微分,计算加速度数值及压靠过程加速度波动数值;判断加速度数值是否超过第一预设阈值,若否,则发送更新PI控制器输出使能信号,维持未超第一预设阈值前速度;基于压靠过程加速度波动数值,判断是否超过第二预设阈值,若是,则发出警告。还公开铝热连轧工作辊刷辊诊断及修复装置,包括微分计算模块、速度处理模块及告警处理模块。还公开了计算机可读存储介质及处理设备。本发明可在异常后,将刷辊实际速度维持在速度异常前的数
用于热连轧夹送辊的硬面堆焊修复工艺.pdf
本发明提供了一种用于热连轧夹送辊的硬面堆焊修复工艺,包括以下步骤:将辊件中的失效辊面车削至临界使用尺寸后,再将辊件装卡于自动堆焊机床中进行预热,预热完毕后保温待焊,并在后续堆焊过程中维持焊接温度;采用药芯焊丝与焊剂在辊件的基体上埋弧堆焊出与基体以及盖面层结合强度高的过渡层;采用药芯焊丝与焊剂在过渡层上堆焊出盖面层,并预留出盖面层的加工余量;将堆焊完毕后的辊件进退火炉整体回火;将回火后的辊件按照原辊件的尺寸和精度进行精加工。该修复工艺成本低、质量可控性好,具有相对性价比优势,并且本发明能推广应用于其他热轧功
热连轧精轧机组窜辊控制方法.pdf
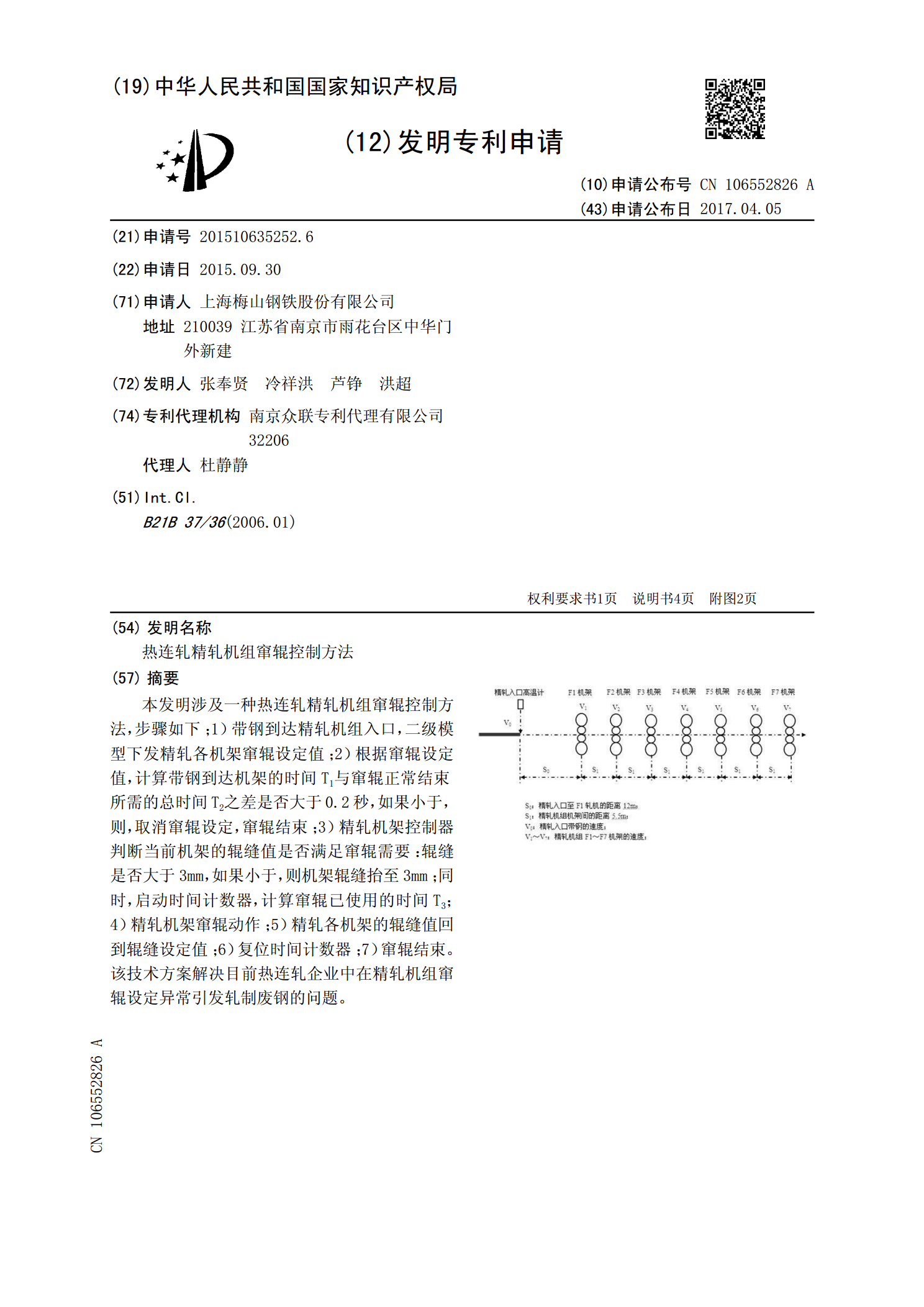
本发明涉及一种热连轧精轧机组窜辊控制方法,步骤如下;1)带钢到达精轧机组入口,二级模型下发精轧各机架窜辊设定值;2)根据窜辊设定值,计算带钢到达机架的时间T
辊轧成型装置.pdf
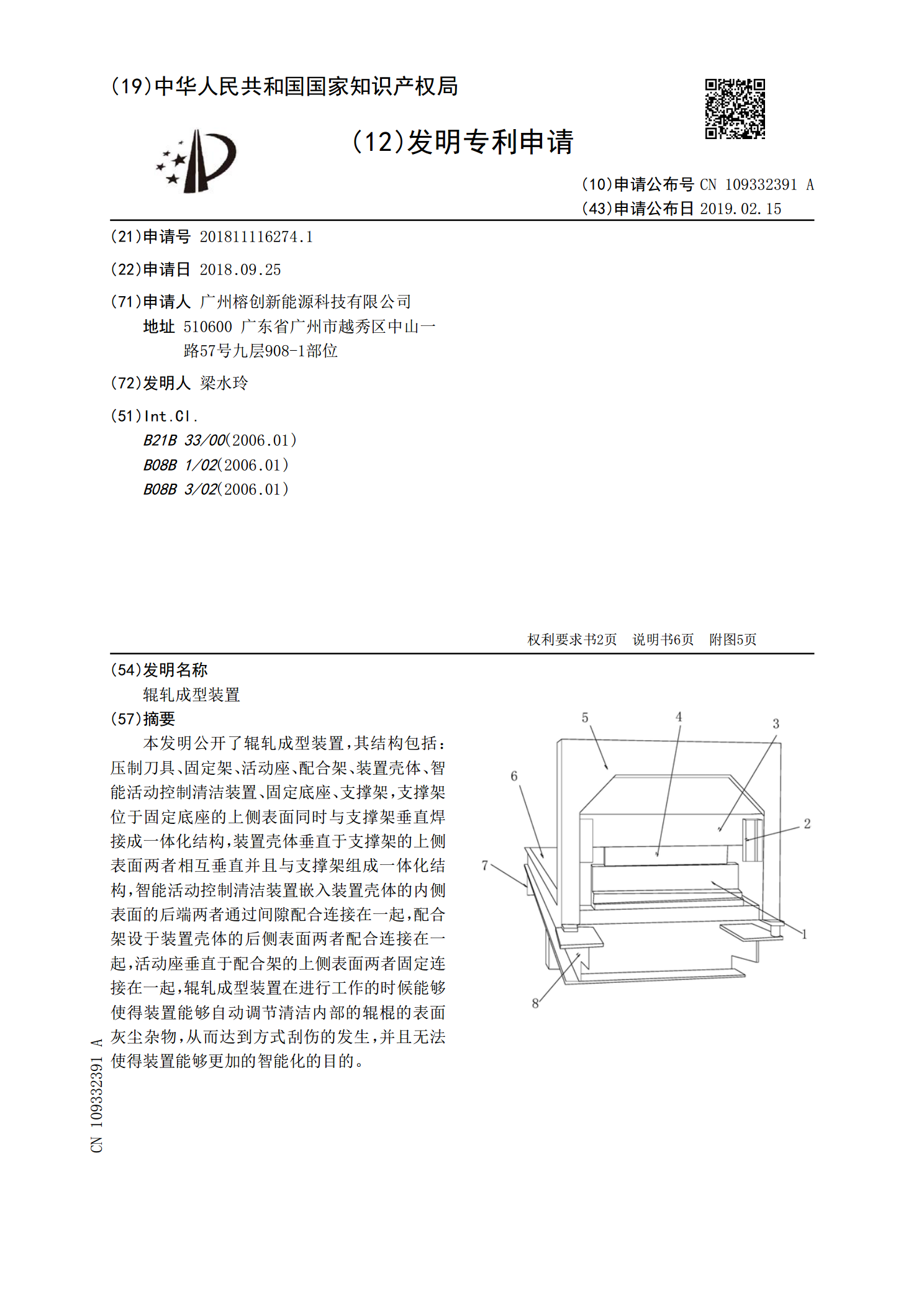
本发明公开了辊轧成型装置,其结构包括:压制刀具、固定架、活动座、配合架、装置壳体、智能活动控制清洁装置、固定底座、支撑架,支撑架位于固定底座的上侧表面同时与支撑架垂直焊接成一体化结构,装置壳体垂直于支撑架的上侧表面两者相互垂直并且与支撑架组成一体化结构,智能活动控制清洁装置嵌入装置壳体的内侧表面的后端两者通过间隙配合连接在一起,配合架设于装置壳体的后侧表面两者配合连接在一起,活动座垂直于配合架的上侧表面两者固定连接在一起,辊轧成型装置在进行工作的时候能够使得装置能够自动调节清洁内部的辊棍的表面灰尘杂物,从
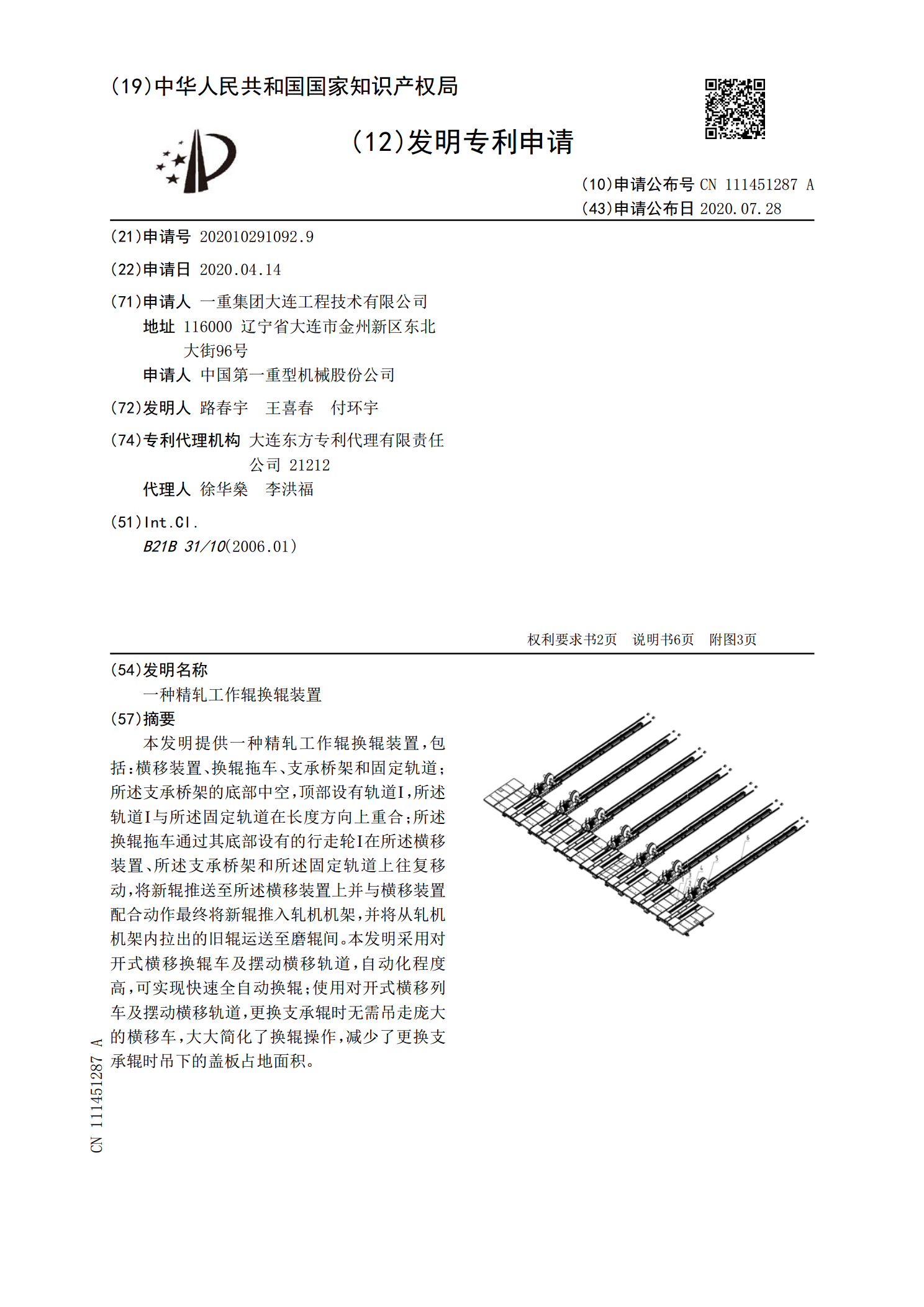
一种精轧工作辊换辊装置.pdf
本发明提供一种精轧工作辊换辊装置,包括:横移装置、换辊拖车、支承桥架和固定轨道;所述支承桥架的底部中空,顶部设有轨道Ⅰ,所述轨道Ⅰ与所述固定轨道在长度方向上重合;所述换辊拖车通过其底部设有的行走轮Ⅰ在所述横移装置、所述支承桥架和所述固定轨道上往复移动,将新辊推送至所述横移装置上并与横移装置配合动作最终将新辊推入轧机机架,并将从轧机机架内拉出的旧辊运送至磨辊间。本发明采用对开式横移换辊车及摆动横移轨道,自动化程度高,可实现快速全自动换辊;使用对开式横移列车及摆动横移轨道,更换支承辊时无需吊走庞大的横移车,大