
大型电动机转子支架内孔键槽加工工艺.pdf

佳宁****么啦

1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型电动机转子支架内孔键槽加工工艺.pdf
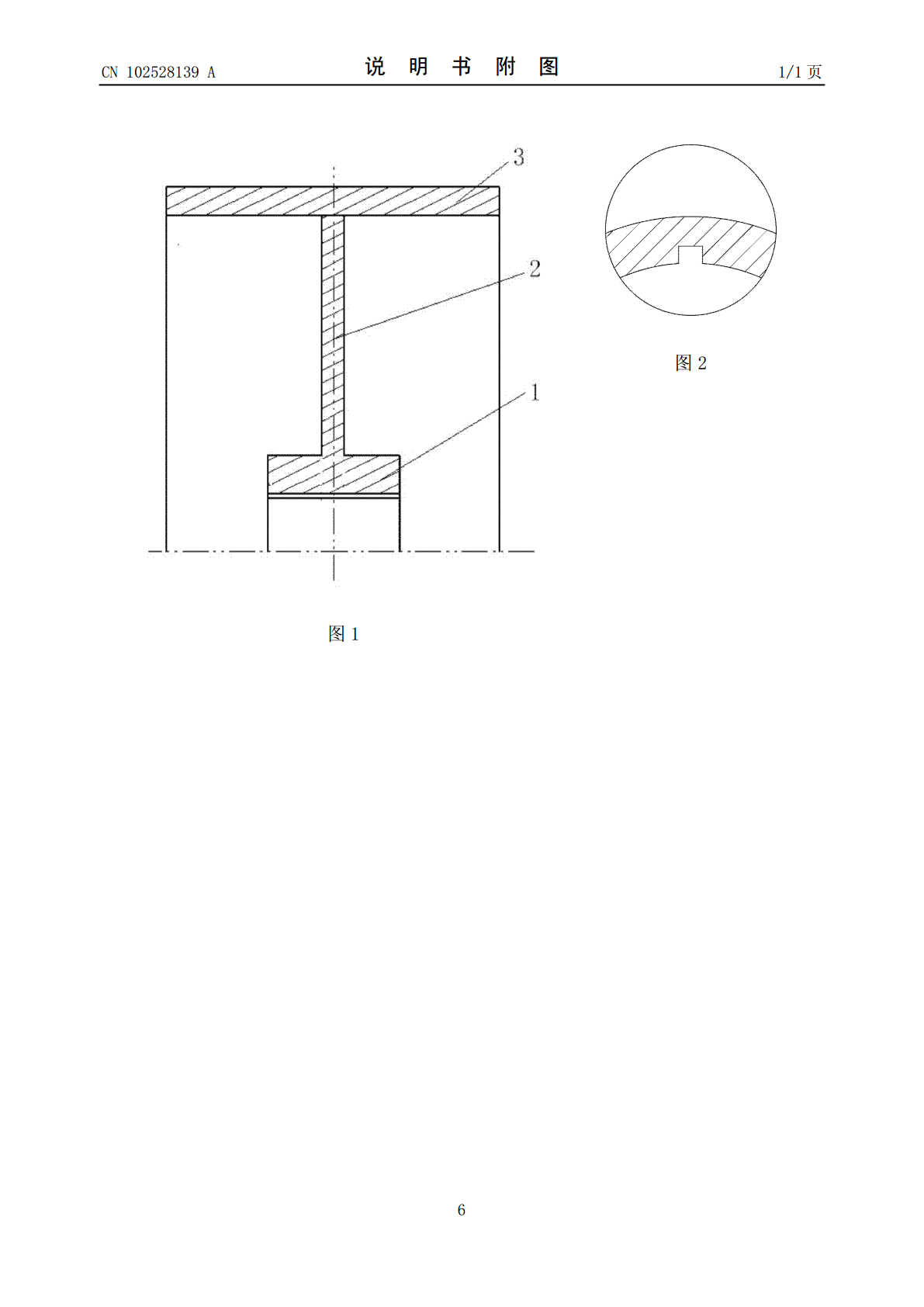
为克服现有技术采用牛头刨床对大型电动机转子支架的内孔键槽进行加工存在的加工精度较低,操作繁琐,键槽的对称度不能保证,且费时、费力等问题,本发明提出一种大型电动机转子支架内孔键槽加工工艺,采用数控镗铣床配备专用刀具对大型电动机转子支架的内孔键槽进行加工,所述专用刀具为普通立铣刀根据内孔大小确定长短后,用线切割切短,再重新开端面刃口,使其既能垂直进给,又具有较高的切削速度。本发明大型电动机转子支架内孔键槽加工工艺的有益技术效果是数控设备可精确地找到内孔中心,因此,保证了键槽的尺寸精度和对称度,并且,大大提高了

一种大型工件锥度孔内键槽的加工装置.pdf
本发明公开一种大型工件锥度孔内键槽的加工装置,包括导引杆、拉刀片、齿条导轨、夹具体、定位销、定位杆、工作台面、进给工作台、联接机构、蜗轮蜗杆、液压缸、机床体、手摇进给装置、拉刀杆、主运动液压缸、固定装置和轴承座;用于放置并定位工件的工作台面的一端与机床体通过固定铰支座连接,液压缸的上端和工作台面的另一端铰接。本发明可以进行大型工件带有锥度的孔的内键槽加工,具有小机构加工大工件,加工精度高等特点,结构简单,安装方便,实用性强,零、部件的标准化、通用化程度高。

斜齿轮内孔键槽加工的工装.pdf
本发明公开了一种斜齿轮内孔键槽加工的工装,底板的上表面上设有槽,在槽内间隔地设置主动齿轮定位销和从动齿轮定位销,底板的上表面上设有主动齿轮轴向压紧装置和从动齿轮轴向压紧装置,主动齿轮轴向压紧装置围绕在主动齿轮定位销的周围,从动齿轮轴向压紧装置围绕在从动齿轮定位销的周围,底板的上表面上还设有插入到齿轮齿槽中的定位装置。通过本发明的工装对被加工的斜齿轮进行定位并夹持,可以保证齿轮内孔键槽中心与对应的轮齿中心相对位置加工精度要求。
利用立式加工中心加工内孔键槽的方法.pdf
本发明涉及内孔键槽加工技术领域,具体涉及一种利用立式加工中心加工内孔键槽的方法。所述的利用立式加工中心加工内孔键槽的方法,步骤如下:(1)制作立式加工中心专用插刀;(2)将待加工工件装夹到立式加工中心工作台面;(3)使用棒铣刀铣出键槽的粗轮廓;(4)利用专用插刀上下往复插铣键槽至尺寸。本发明的内孔键槽方法,不需要使用专用设备,投资少,适合单件、小批量加工小孔径上的键槽,操作简单,加工精度高。

数控车床在孔内键槽加工的应用.docx
数控车床在孔内键槽加工的应用数控车床在孔内键槽加工的应用摘要:伴随着现代制造技术的发展和更新换代,数控技术在工业生产领域的应用越来越广泛。其中,数控车床作为一种重要的数控机床,具有自动化程度高、加工精度高、生产效率高等优点,被广泛应用于各种零件的加工过程中。本文主要讨论数控车床在孔内键槽加工方面的应用,并对其加工特点、优势、技术要求等进行详细阐述。关键词:数控车床;孔内键槽;加工特点;加工优势一、引言孔内键槽是一种常见的机械连接方式,广泛应用于各种机械设备和零部件中。在传统的加工方式中,孔内键槽的加工主要