
一种发动机冷却水泵叶轮锥面加工装置和方法.pdf

努力****绮亦

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种发动机冷却水泵叶轮锥面加工装置和方法.pdf
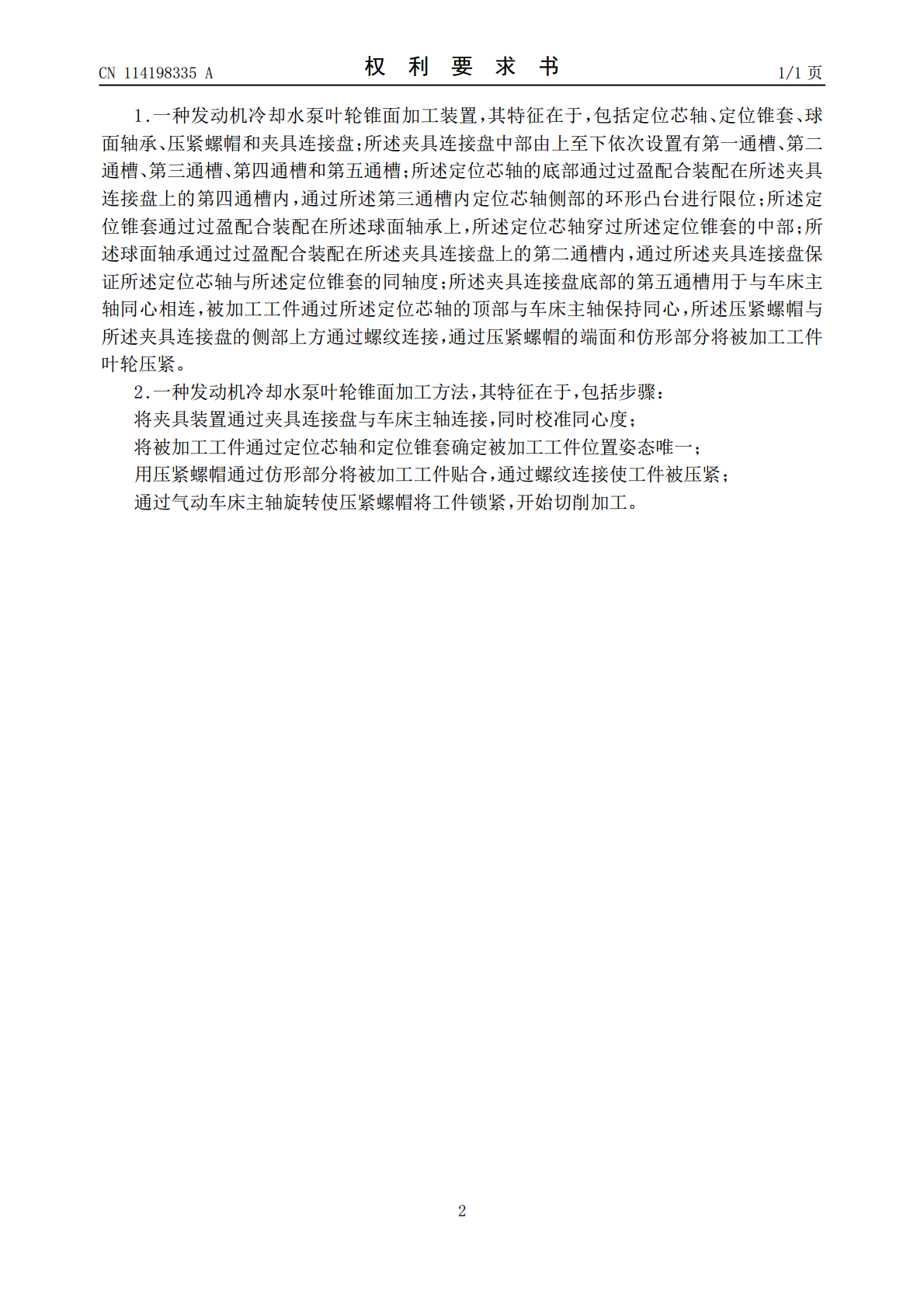
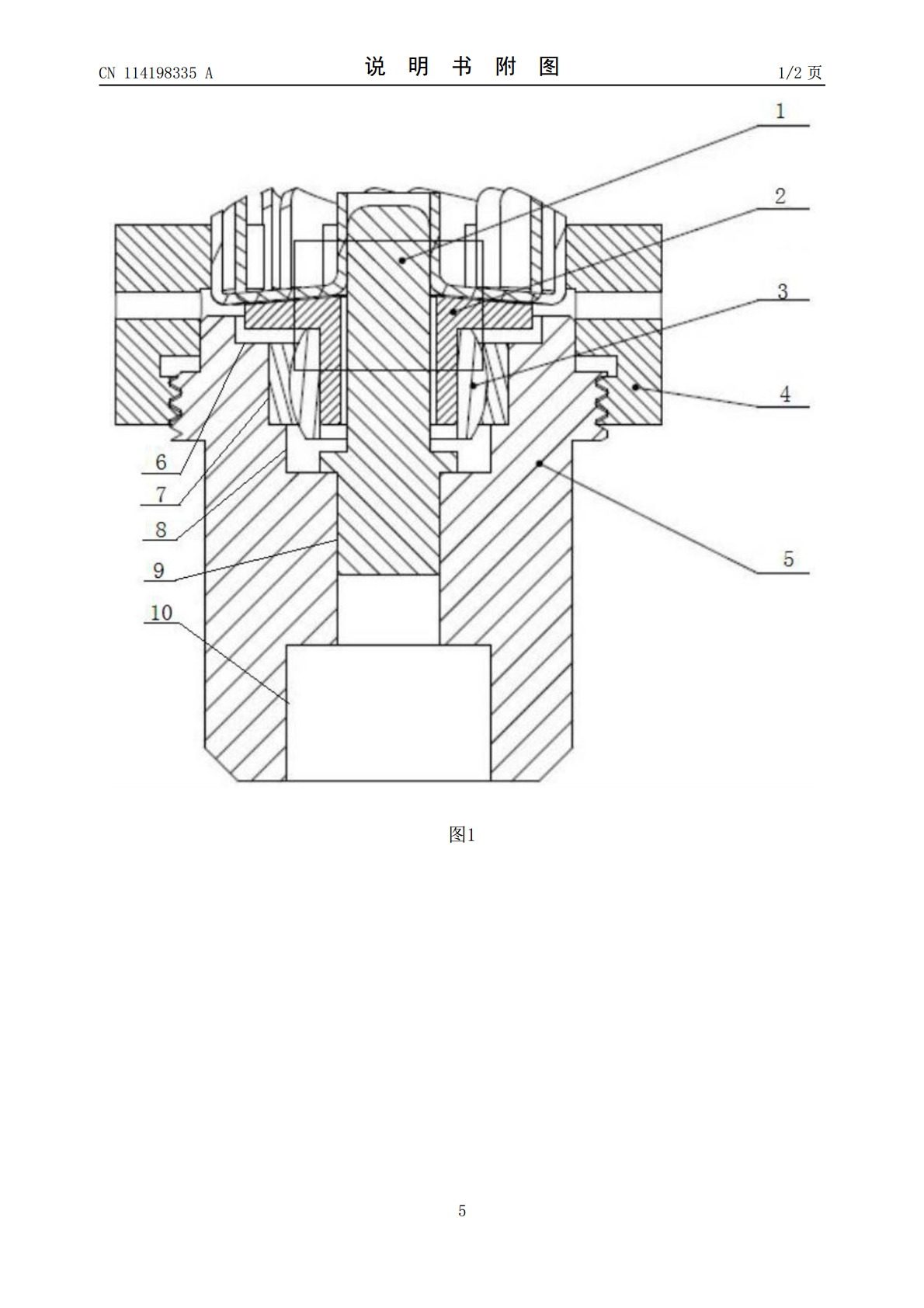
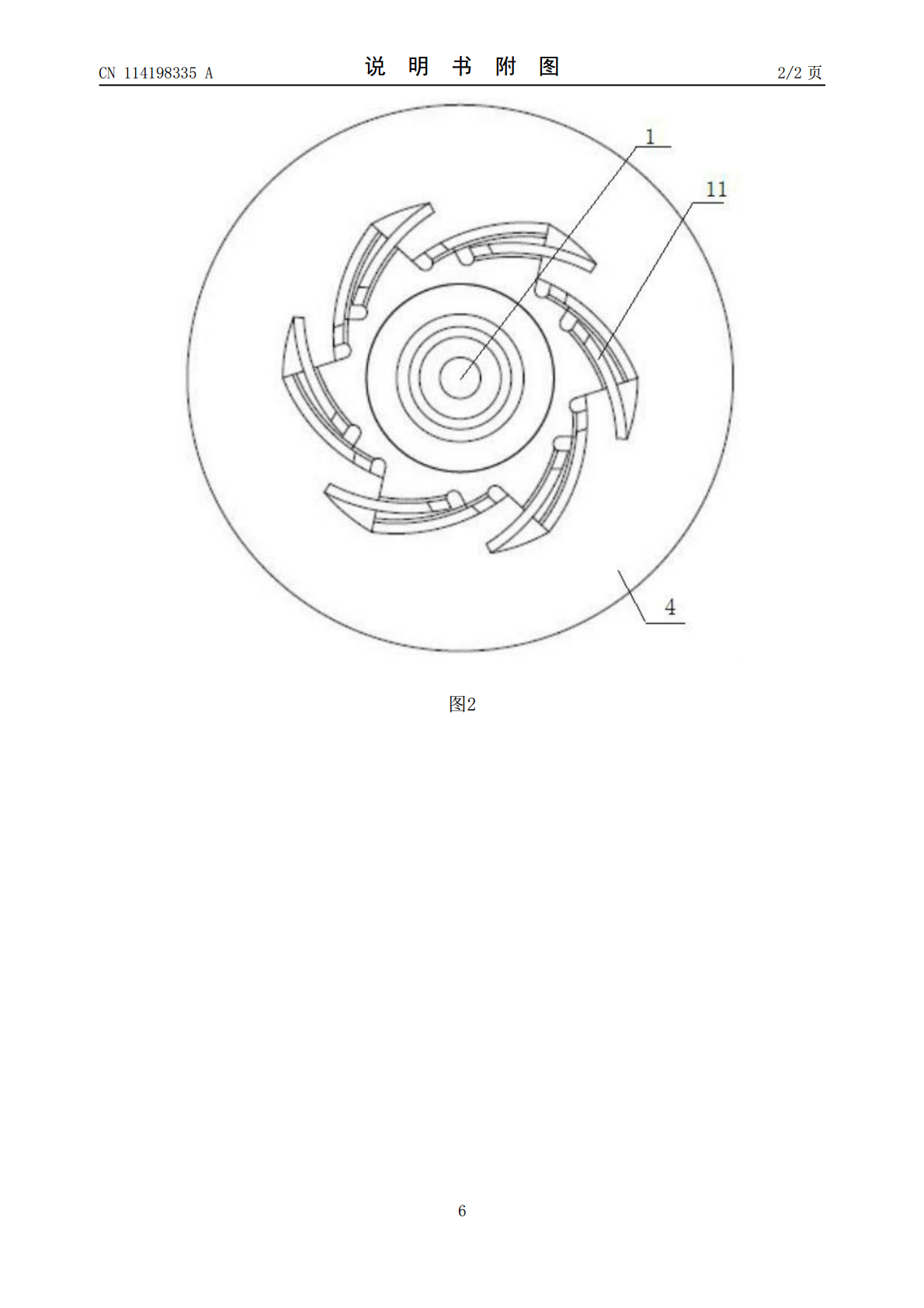
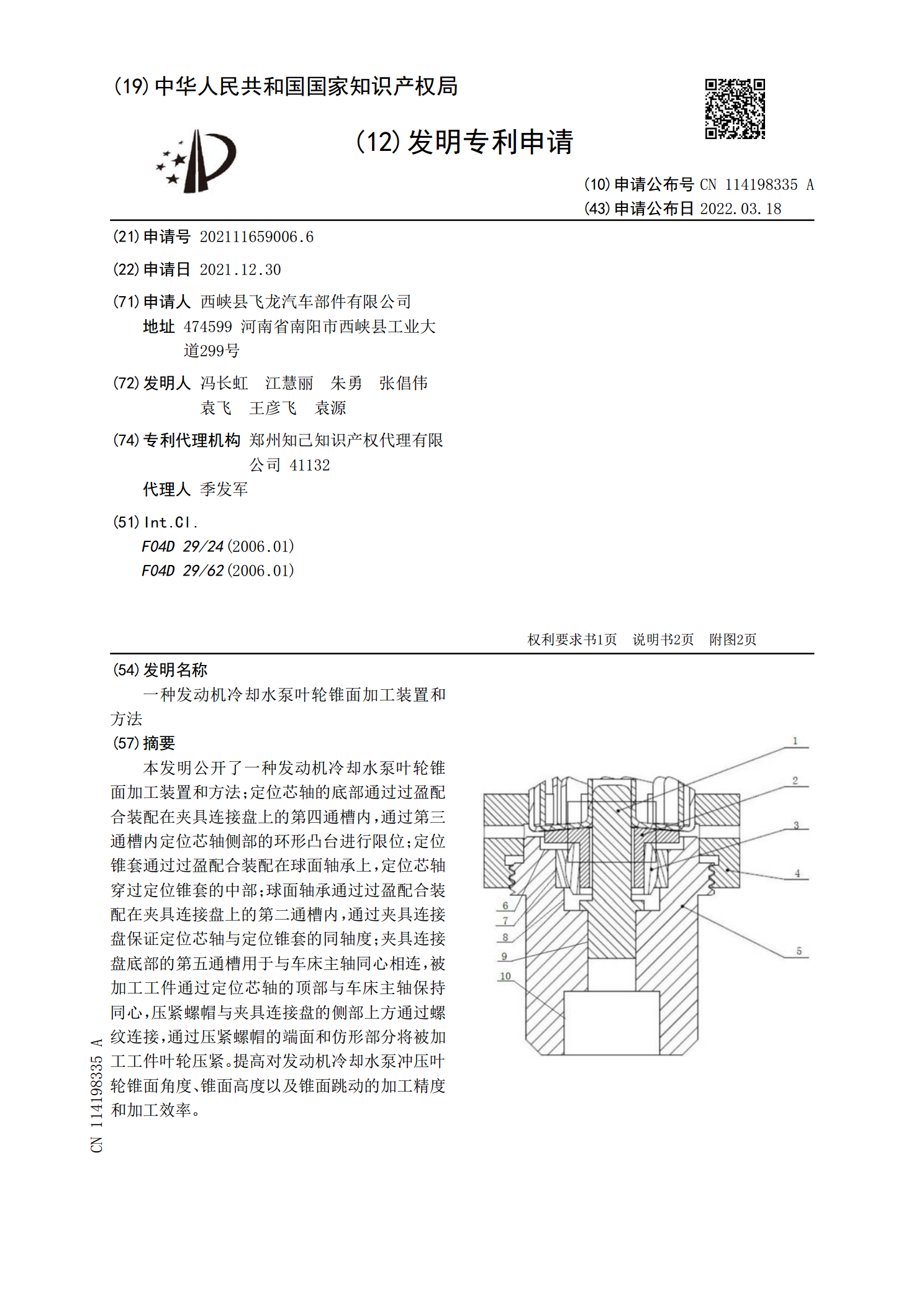
本发明公开了一种发动机冷却水泵叶轮锥面加工装置和方法;定位芯轴的底部通过过盈配合装配在夹具连接盘上的第四通槽内,通过第三通槽内定位芯轴侧部的环形凸台进行限位;定位锥套通过过盈配合装配在球面轴承上,定位芯轴穿过定位锥套的中部;球面轴承通过过盈配合装配在夹具连接盘上的第二通槽内,通过夹具连接盘保证定位芯轴与定位锥套的同轴度;夹具连接盘底部的第五通槽用于与车床主轴同心相连,被加工工件通过定位芯轴的顶部与车床主轴保持同心,压紧螺帽与夹具连接盘的侧部上方通过螺纹连接,通过压紧螺帽的端面和仿形部分将被加工工件叶轮压紧

一种发动机冷却水泵专用叶轮.pdf
本发明涉及一种发动机冷却水泵专用叶轮,其所用材料包括如下重量份数的组分:沥青纤维10-15,聚苯硫醚10-15,碳纤维10-20,碳化硅10-15,玻璃纤维5-8份,聚苯乙烯5-15,纳米级碳酸钙5-15,聚对苯二甲酸乙二醇酯纤维15-30,硅酮母粒10-15,玻纤10-15份。本发明所公开的发动机冷却水泵专用叶轮,采用新型的复合材料制成,其总体质量轻,叶片尺寸稳定性高,化学稳定性好,具有较强的耐腐蚀性,使用寿命长,成本低廉,产品通过直接注塑成型,生产效益高。

轿车发动机冷却水泵叶轮.pdf
一种轿车发动机冷却水泵叶轮,包括叶轮座1和叶片2,叶片2为半径R为51mm的圆弧叶片,七个叶片2均匀分布叶轮座1上,七个圆弧叶片2的圆心均匀分布直径D2为67.5mm的同心圆上;叶轮的入口直径D1为45.0mm,出口直径D为60mm,进口安放角为30°,出口安放角为40°,叶片的入口高度b2为15mm,出口高度b1为14mm,以提高流量,最终实现扬程式与流量的合理最优分配。本发明由于采用如上设计,在流动过程中有更多的液体参与能量转换,达到在转速5800转/分钟时,流量200L/分钟,扬程>0.9ba,而且

汽车发动机冷却水泵叶轮装配装置及装配方法.pdf
本发明公开了一种汽车发动机冷却水泵叶轮装配装置及装配方法,包括工作台和设置在工作台上的定心对中压装机构,所述工作台中心设有叶轮定位导向机构。所述定心对中压装机构包括与工作台通过升降机构连接的浮动支撑机构、位于浮动支撑机构上的夹具体和位于浮动支撑机构上部的压装机构。本发明的装配方法安装叶轮精确度高,不会损坏叶轮和轴承,安装效率高。
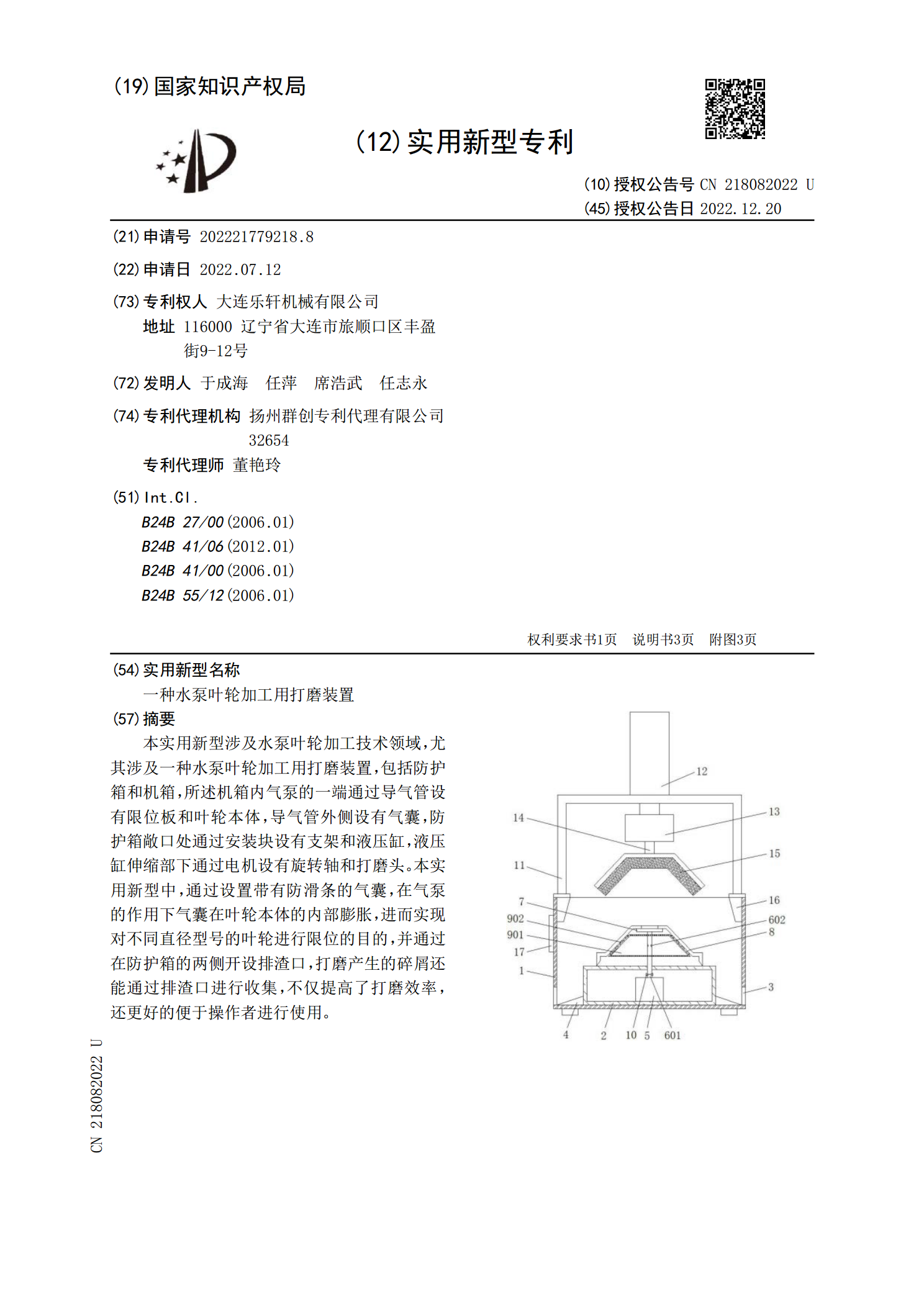
一种水泵叶轮加工用打磨装置.pdf
本实用新型涉及水泵叶轮加工技术领域,尤其涉及一种水泵叶轮加工用打磨装置,包括防护箱和机箱,所述机箱内气泵的一端通过导气管设有限位板和叶轮本体,导气管外侧设有气囊,防护箱敞口处通过安装块设有支架和液压缸,液压缸伸缩部下通过电机设有旋转轴和打磨头。本实用新型中,通过设置带有防滑条的气囊,在气泵的作用下气囊在叶轮本体的内部膨胀,进而实现对不同直径型号的叶轮进行限位的目的,并通过在防护箱的两侧开设排渣口,打磨产生的碎屑还能通过排渣口进行收集,不仅提高了打磨效率,还更好的便于操作者进行使用。