
超高强度热成形钢板点焊方法.pdf

飞舟****文章

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超高强度热成形钢板点焊方法.pdf
本发明涉及钢板点焊技术领域,且公开了超高强度热成形钢板的焊接装置,包括焊钳变压器,所述焊钳变压器正面的一侧固定连接有焊钳安装支架,所述焊钳变压器前端的上部固定连接有焊机静电极臂,所述焊机静电极臂一侧的内部安装有紧固螺母,所述焊机静电极臂的一侧安装有焊钳静握杆,所述焊钳静握杆的下部安装有电极帽。该超高强度热成形钢板点焊方法,通过采用本发明工艺通过采用两段加热+多脉冲焊接方式,解决超高强度热成形钢板焊点飞溅大、强度不足等问题,所涉及的冷却时间CT、焊接脉冲次数调整范围大,为不同板件组合工艺设计调整减低了难度、
超高强度钢板冲压件热成形工艺.doc
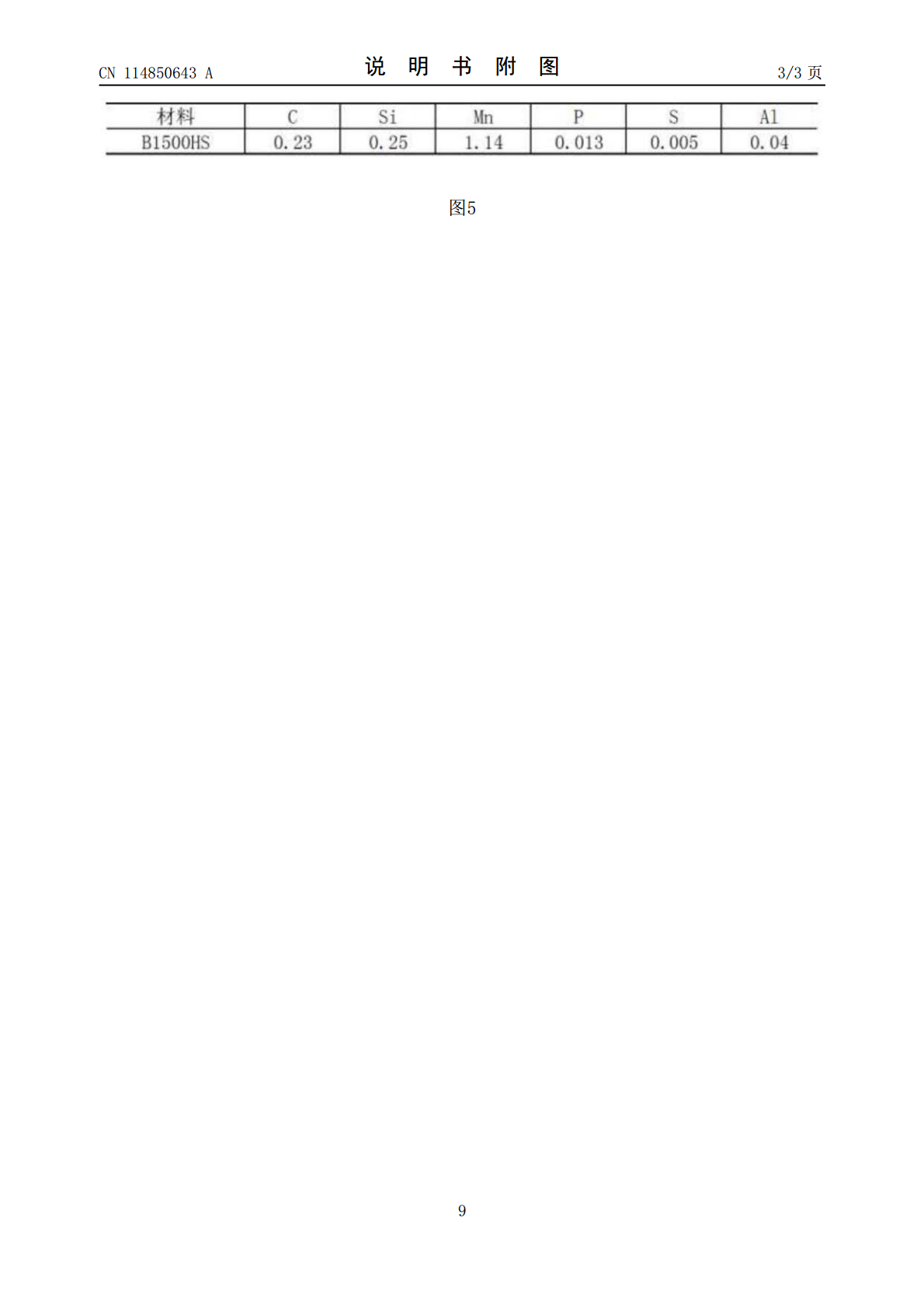
.生产侵侵。超高强度钢板冲压件热成形工艺热成形技术是近年来出现旳一项专门用于生产汽车高强度钢板冲压件旳先进制造技术。本文简介了该技术旳原理,讨论了材料,工艺参数.模具等热成形工艺旳重要影响原因,完成了汽车经典件热成形工艺试验试制。获得了合格旳成形件。检测成果表明。成形件旳微观组织为理想旳条状马氏体,其抗拉强度.硬度等性能指标满足生产规定。1序言在减少油耗、减少排放旳诸多措施中.减轻车重旳效果最为明显.车重减轻10%.可节省燃油3%一7%,因此塑料.铝合金.高强度钢板等替代材料在车辆制造中开始使用。其中,高
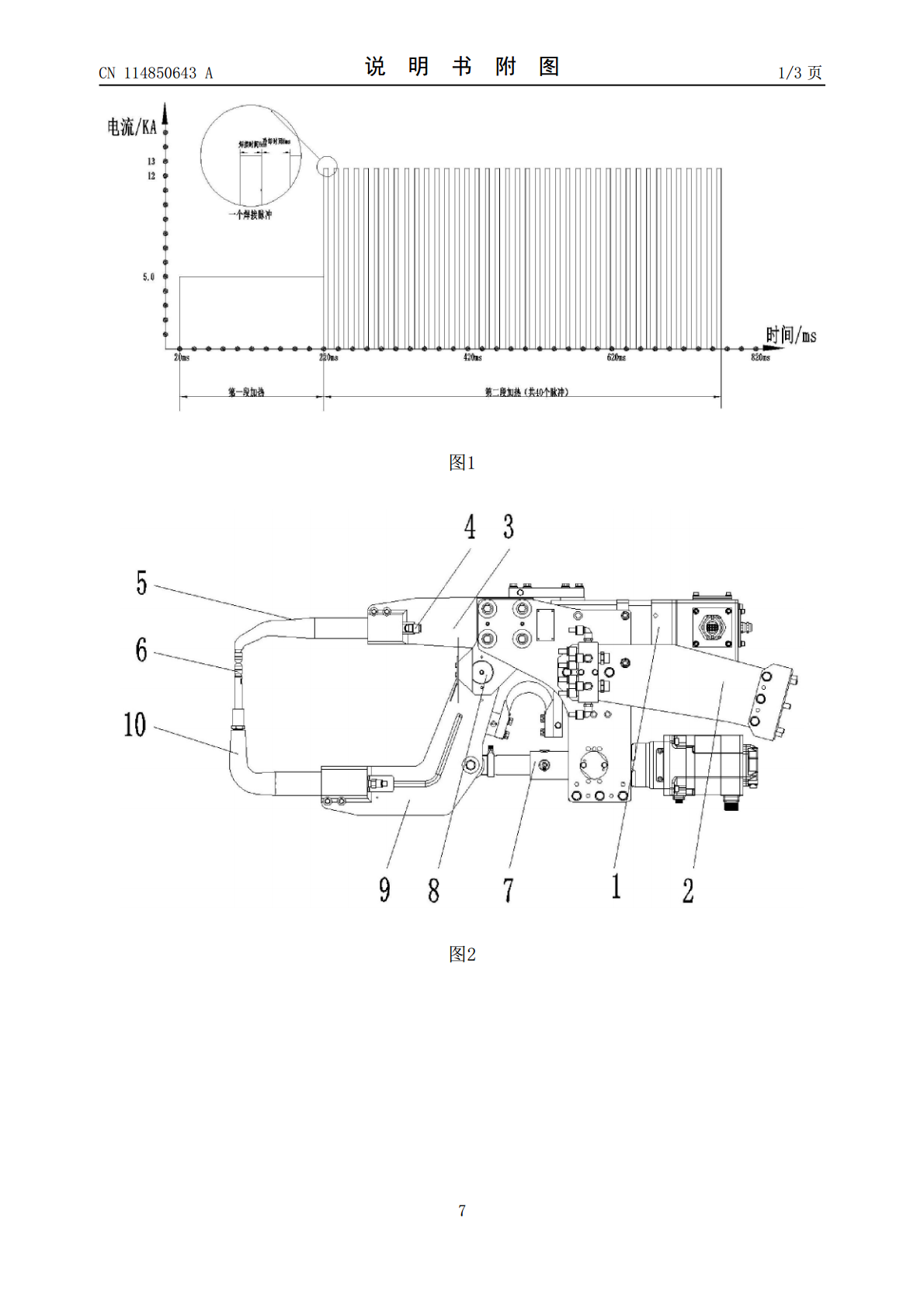
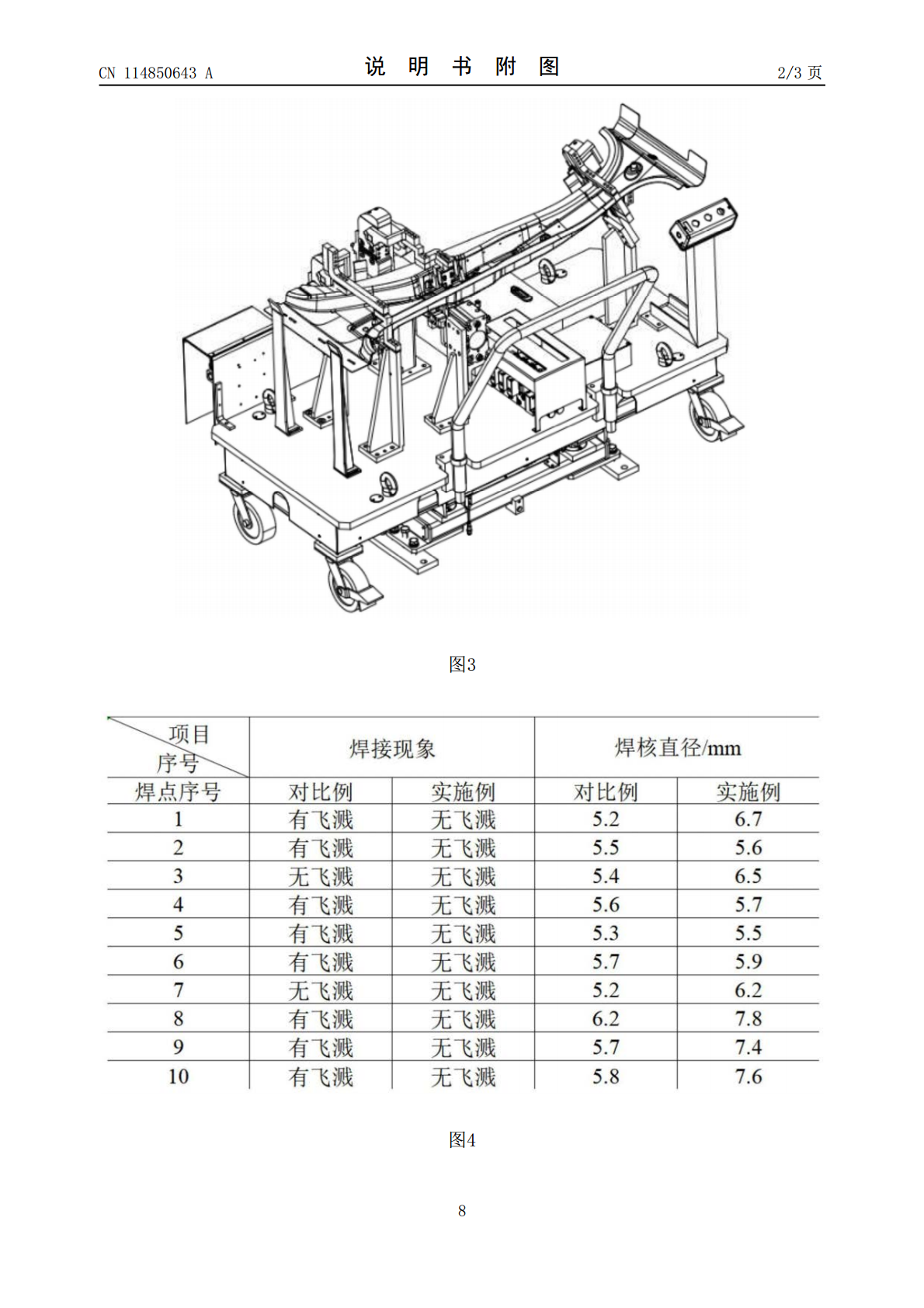
一种超高强度钢板的梯级热冲压成形方法.pdf
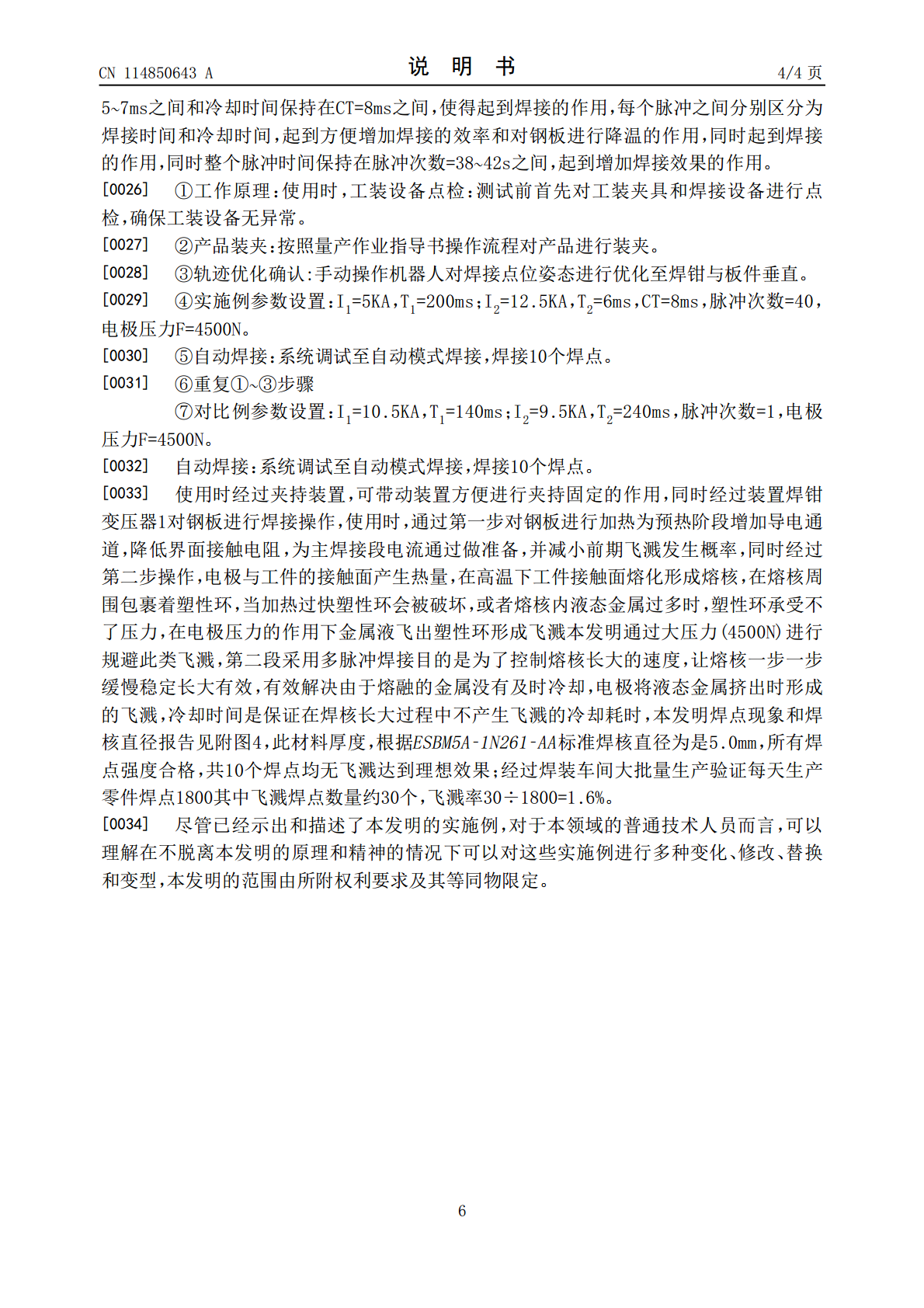
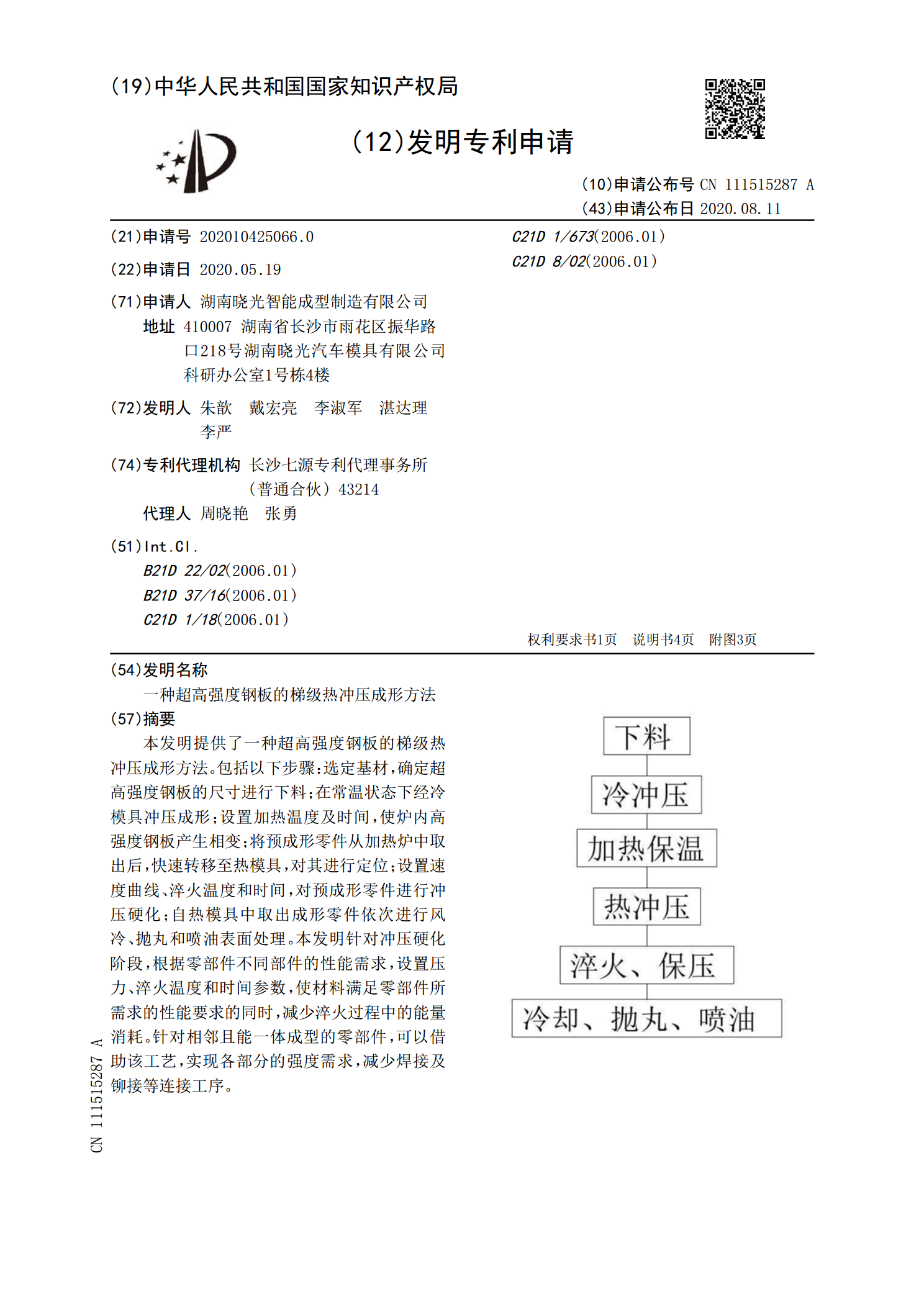
本发明提供了一种超高强度钢板的梯级热冲压成形方法。包括以下步骤:选定基材,确定超高强度钢板的尺寸进行下料;在常温状态下经冷模具冲压成形;设置加热温度及时间,使炉内高强度钢板产生相变;将预成形零件从加热炉中取出后,快速转移至热模具,对其进行定位;设置速度曲线、淬火温度和时间,对预成形零件进行冲压硬化;自热模具中取出成形零件依次进行风冷、抛丸和喷油表面处理。本发明针对冲压硬化阶段,根据零部件不同部件的性能需求,设置压力、淬火温度和时间参数,使材料满足零部件所需求的性能要求的同时,减少淬火过程中的能量消耗。针对
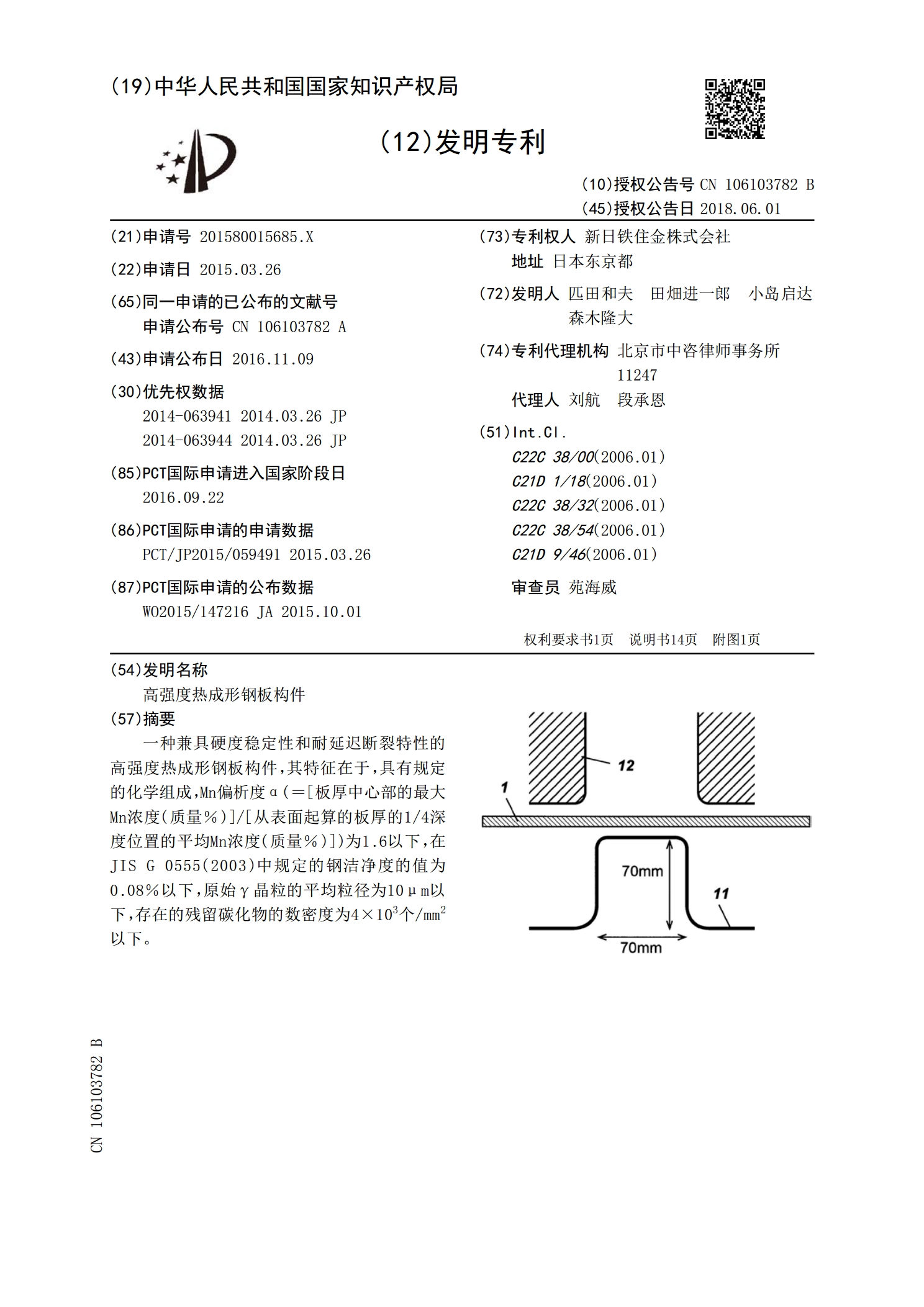
高强度热成形钢板构件.pdf
一种兼具硬度稳定性和耐延迟断裂特性的高强度热成形钢板构件,其特征在于,具有规定的化学组成,Mn偏析度α(=[板厚中心部的最大Mn浓度(质量%)]/[从表面起算的板厚的1/4深度位置的平均Mn浓度(质量%)])为1.6以下,在JISG0555(2003)中规定的钢洁净度的值为0.08%以下,原始γ晶粒的平均粒径为10μm以下,存在的残留碳化物的数密度为4×10
一种2000MPa级热成形钢板的电阻点焊方法.pdf
本发明涉及一种2000MPa级热压成形钢板的电阻点焊方法,方法包括如下步骤:对初始组织为铁素体+珠光体无涂层的原料依据热成形工艺进行平模热冲压,制得2000MPa级热压成形钢板;将所述热成形钢板裁剪成所需尺寸的焊接试样,并用酒精擦拭,清理表面残留物后备用;将表面处理后的所述焊接试样以剪切拉伸方式搭接进行叠放;使用中频直流电阻点焊机进行焊接,采用半球形电极头,焊接压力为4.0~6.0kN,焊接电流为5.6~7.5kA,焊接时间为300~500ms;对焊点进行在线回火处理,回火电流为4.5~5.2kA,回火时