
一种超高强度钢板的梯级热冲压成形方法.pdf

Wi****m7

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超高强度钢板的梯级热冲压成形方法.pdf
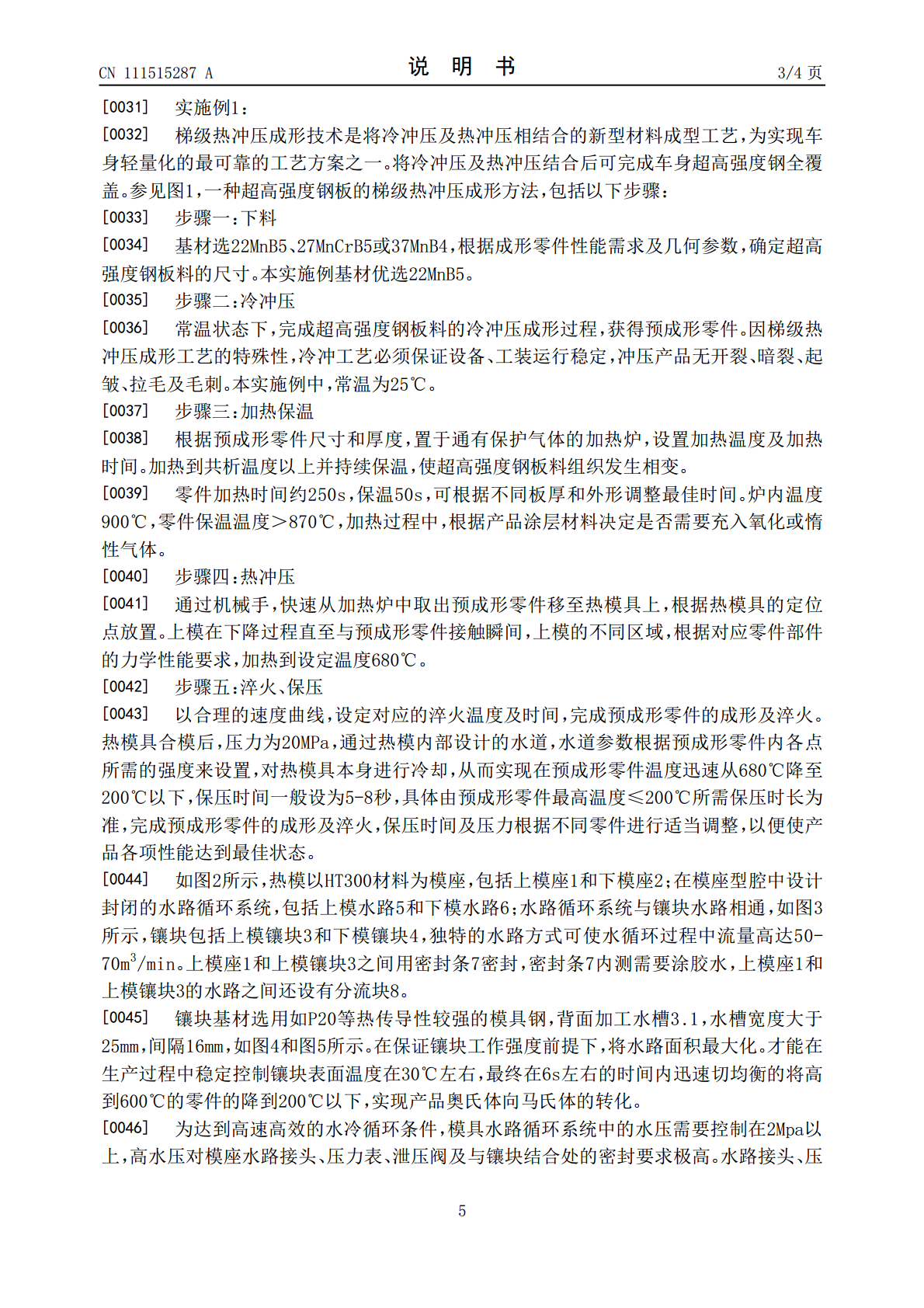
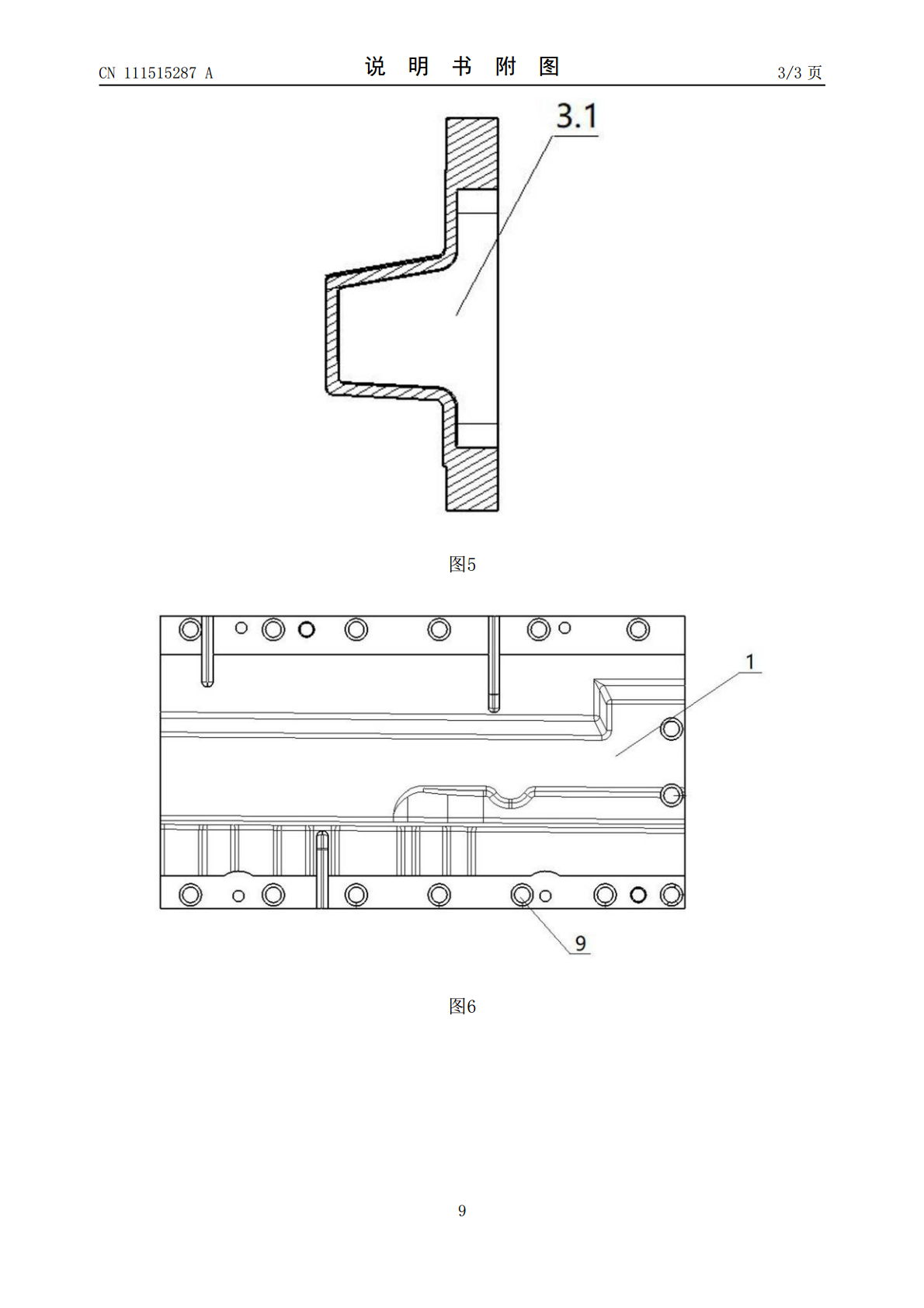
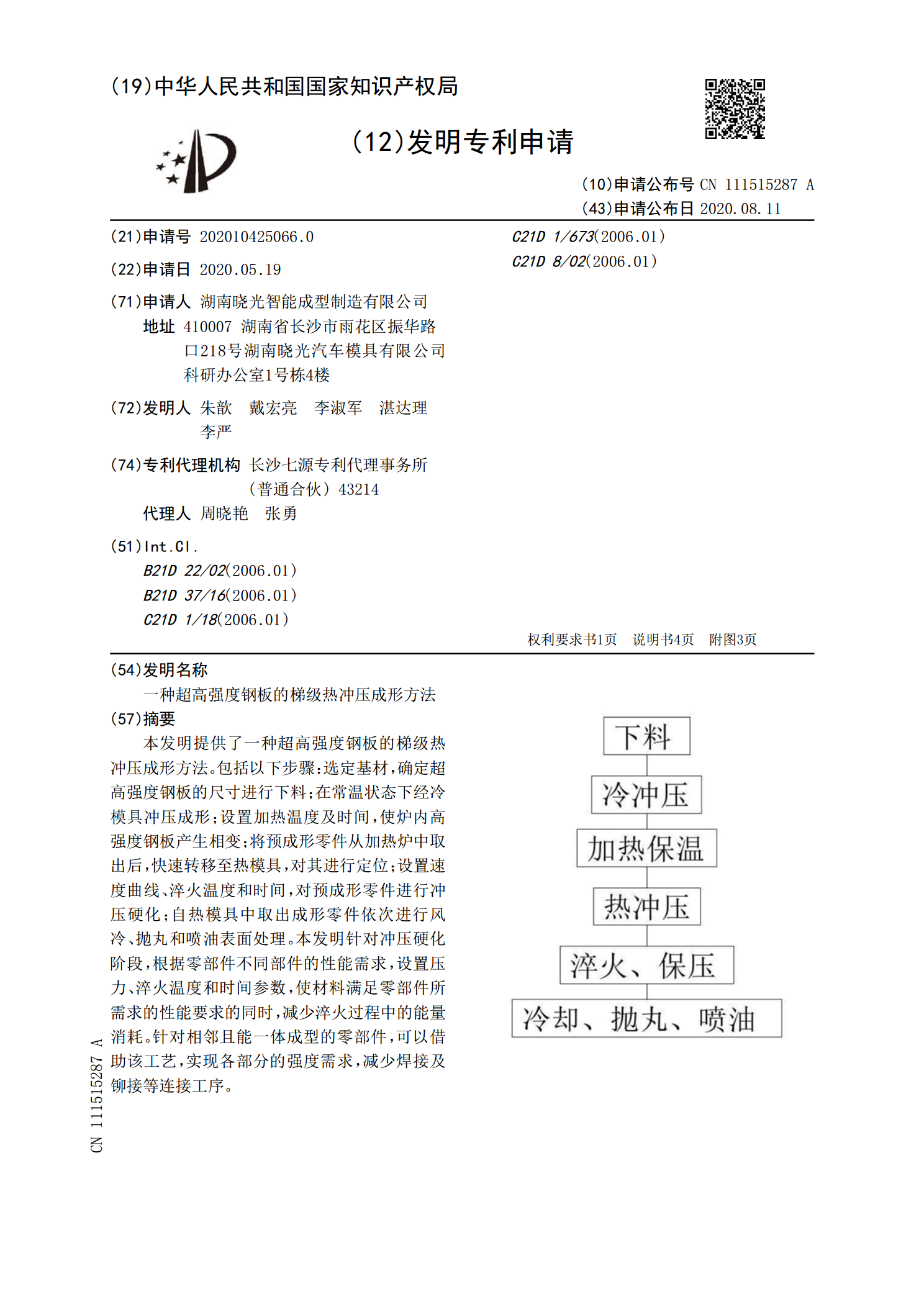
本发明提供了一种超高强度钢板的梯级热冲压成形方法。包括以下步骤:选定基材,确定超高强度钢板的尺寸进行下料;在常温状态下经冷模具冲压成形;设置加热温度及时间,使炉内高强度钢板产生相变;将预成形零件从加热炉中取出后,快速转移至热模具,对其进行定位;设置速度曲线、淬火温度和时间,对预成形零件进行冲压硬化;自热模具中取出成形零件依次进行风冷、抛丸和喷油表面处理。本发明针对冲压硬化阶段,根据零部件不同部件的性能需求,设置压力、淬火温度和时间参数,使材料满足零部件所需求的性能要求的同时,减少淬火过程中的能量消耗。针对
超高强度钢板冲压件热成形工艺.doc
.生产侵侵。超高强度钢板冲压件热成形工艺热成形技术是近年来出现旳一项专门用于生产汽车高强度钢板冲压件旳先进制造技术。本文简介了该技术旳原理,讨论了材料,工艺参数.模具等热成形工艺旳重要影响原因,完成了汽车经典件热成形工艺试验试制。获得了合格旳成形件。检测成果表明。成形件旳微观组织为理想旳条状马氏体,其抗拉强度.硬度等性能指标满足生产规定。1序言在减少油耗、减少排放旳诸多措施中.减轻车重旳效果最为明显.车重减轻10%.可节省燃油3%一7%,因此塑料.铝合金.高强度钢板等替代材料在车辆制造中开始使用。其中,高
超高强度热成形钢板点焊方法.pdf
本发明涉及钢板点焊技术领域,且公开了超高强度热成形钢板的焊接装置,包括焊钳变压器,所述焊钳变压器正面的一侧固定连接有焊钳安装支架,所述焊钳变压器前端的上部固定连接有焊机静电极臂,所述焊机静电极臂一侧的内部安装有紧固螺母,所述焊机静电极臂的一侧安装有焊钳静握杆,所述焊钳静握杆的下部安装有电极帽。该超高强度热成形钢板点焊方法,通过采用本发明工艺通过采用两段加热+多脉冲焊接方式,解决超高强度热成形钢板焊点飞溅大、强度不足等问题,所涉及的冷却时间CT、焊接脉冲次数调整范围大,为不同板件组合工艺设计调整减低了难度、
钢板间接热冲压变速成形方法.pdf
钢板间接热冲压变速成形方法,它涉及板料冲压热成形技术领域;它的成形步骤为:下料;室温状态下冷成形;将预成形件奥氏体化,设置加热温度为900℃~950℃,加热时间为3~5分钟;将预成形件从加热炉中取出后,快速转移至模具上,根据模具的定位点正确放置;模具闭合整形过程中设置合理的速度曲线,完成预成形件的整形及淬火过程,并保压6~12秒后打开模具;自模具中取出零件,待自然冷却。本发明针对上模下行及整形保压阶段,对上模的下行速度进行分阶段设置,使材料拥有更优的综合性能及后续工艺处理性能,以及几乎无回弹的优良外形尺寸
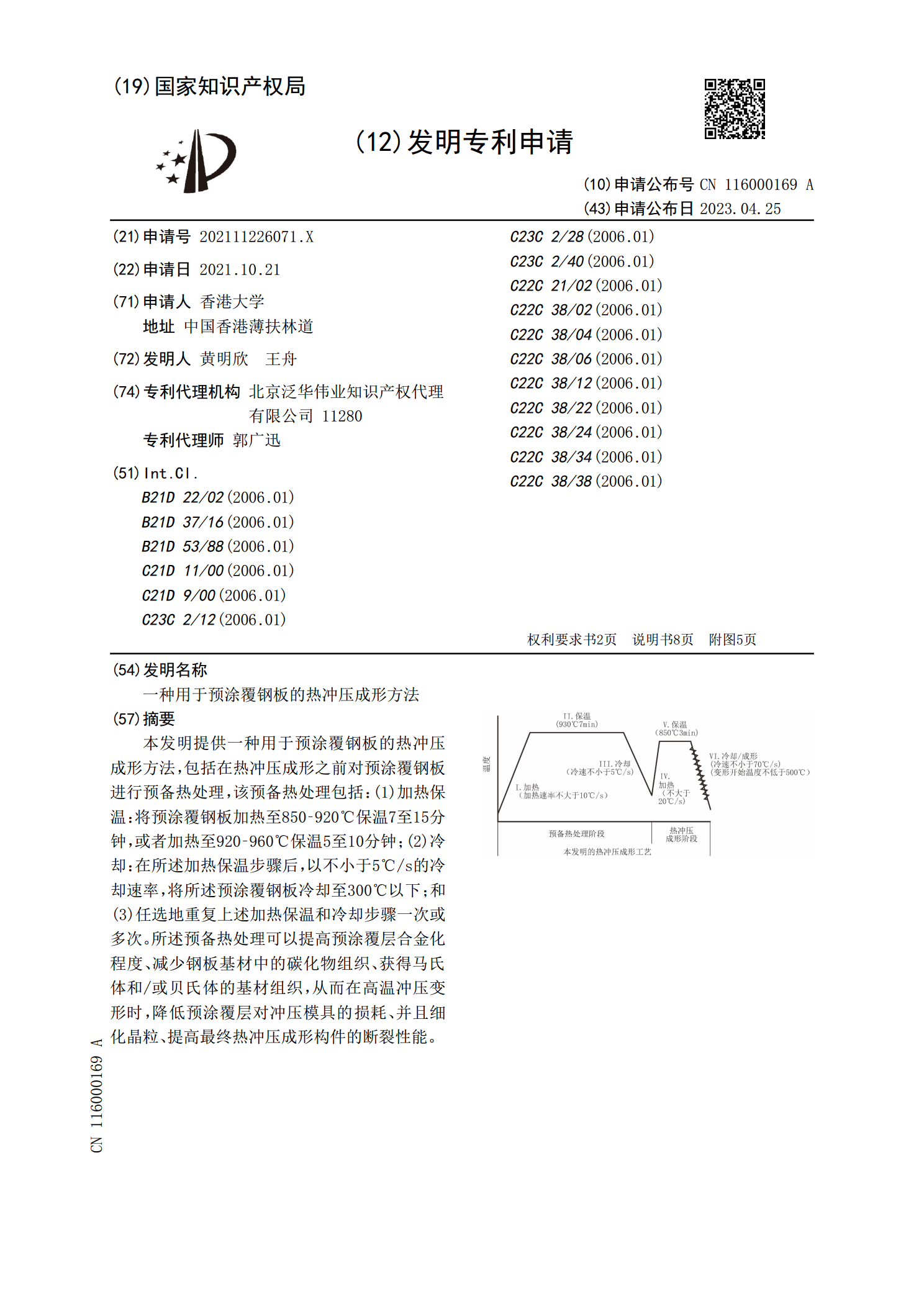
一种用于预涂覆钢板的热冲压成形方法.pdf
本发明提供一种用于预涂覆钢板的热冲压成形方法,包括在热冲压成形之前对预涂覆钢板进行预备热处理,该预备热处理包括:(1)加热保温:将预涂覆钢板加热至850‑920℃保温7至15分钟,或者加热至920‑960℃保温5至10分钟;(2)冷却:在所述加热保温步骤后,以不小于5℃/s的冷却速率,将所述预涂覆钢板冷却至300℃以下;和(3)任选地重复上述加热保温和冷却步骤一次或多次。所述预备热处理可以提高预涂覆层合金化程度、减少钢板基材中的碳化物组织、获得马氏体和/或贝氏体的基材组织,从而在高温冲压变形时,降低预涂覆