
深孔套筒驱动杆.pdf

骊蓉****23


1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
深孔套筒驱动杆.pdf
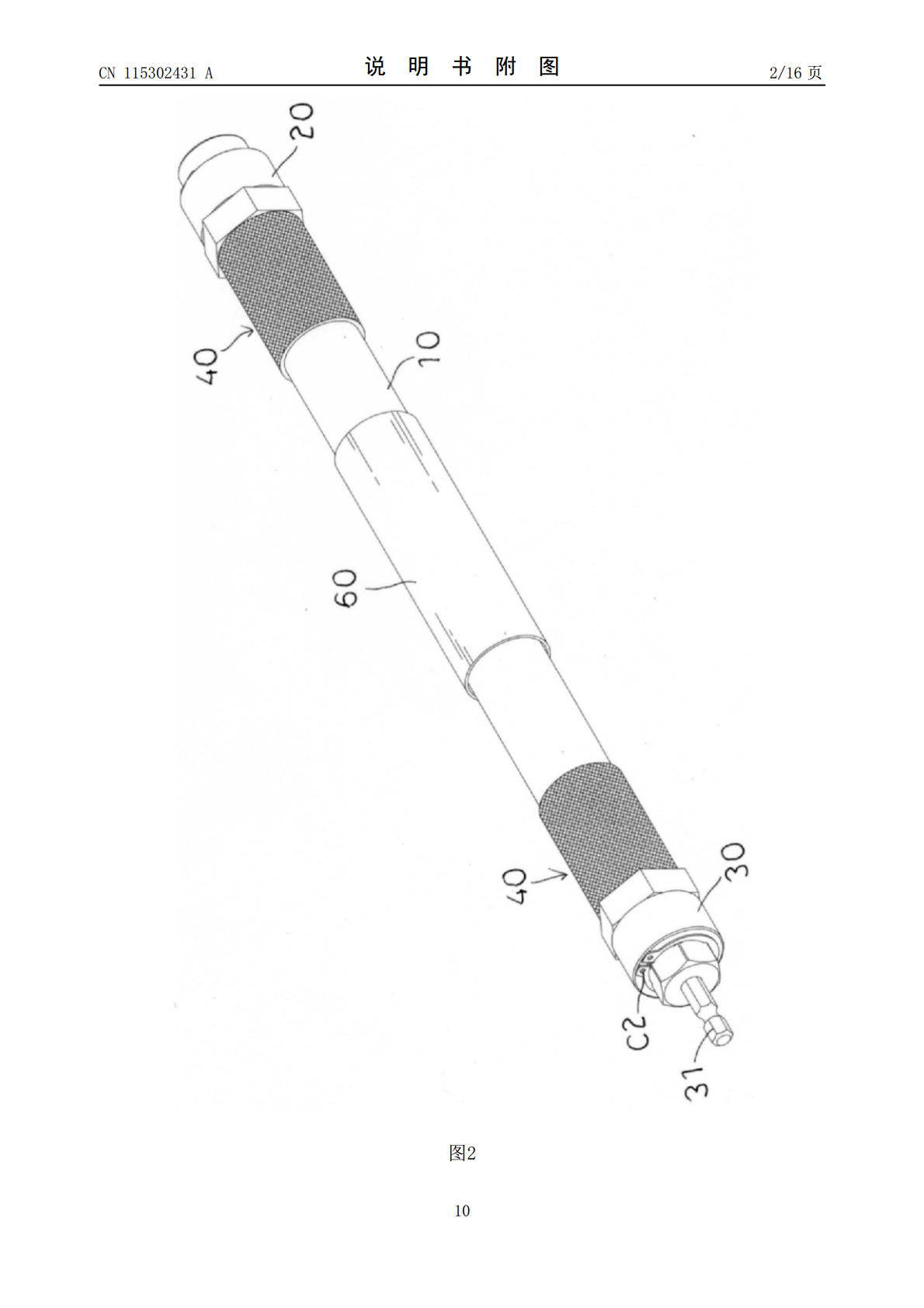
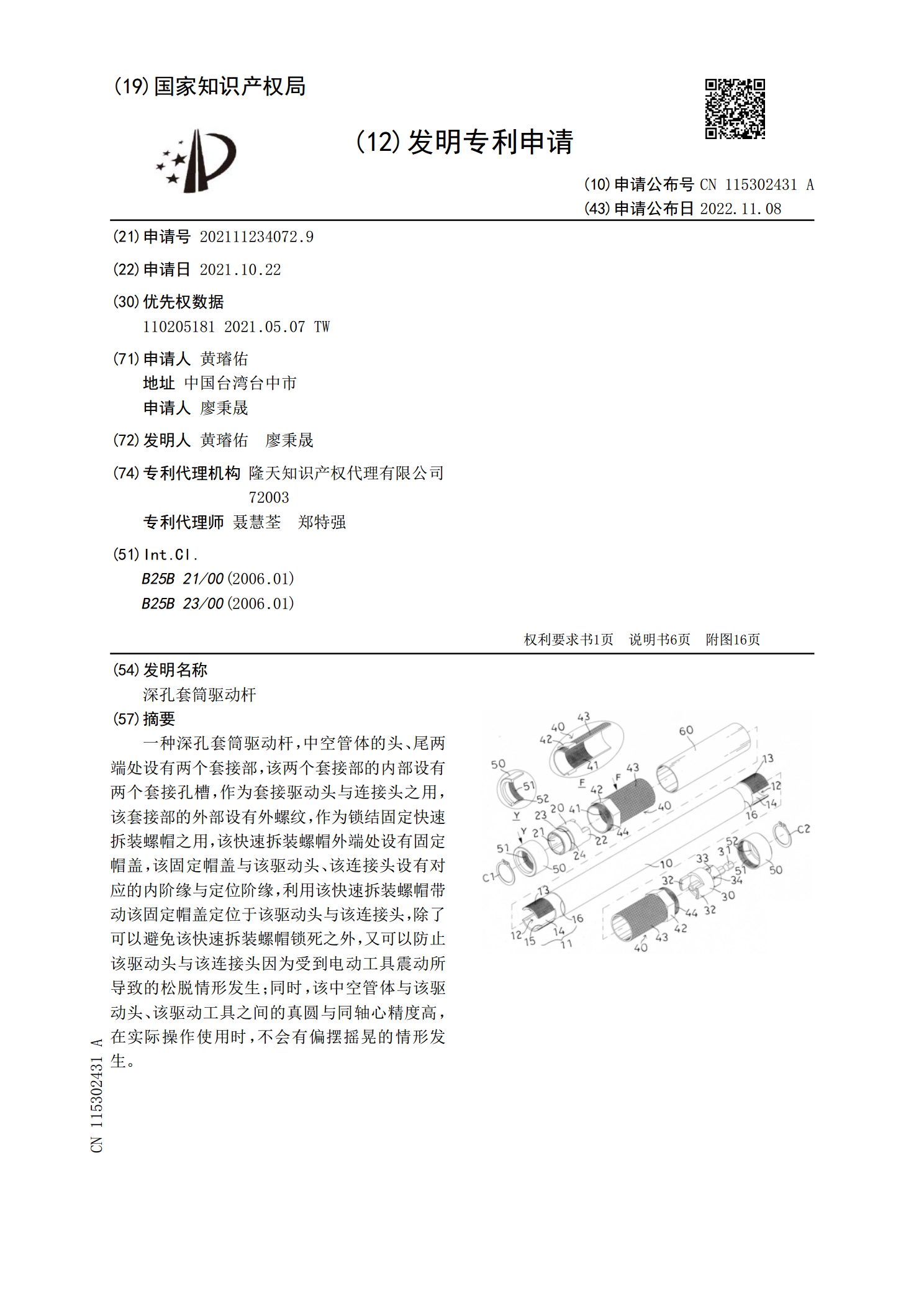
一种深孔套筒驱动杆,中空管体的头、尾两端处设有两个套接部,该两个套接部的内部设有两个套接孔槽,作为套接驱动头与连接头之用,该套接部的外部设有外螺纹,作为锁结固定快速拆装螺帽之用,该快速拆装螺帽外端处设有固定帽盖,该固定帽盖与该驱动头、该连接头设有对应的内阶缘与定位阶缘,利用该快速拆装螺帽带动该固定帽盖定位于该驱动头与该连接头,除了可以避免该快速拆装螺帽锁死之外,又可以防止该驱动头与该连接头因为受到电动工具震动所导致的松脱情形发生;同时,该中空管体与该驱动头、该驱动工具之间的真圆与同轴心精度高,在实际操作使
深孔内螺纹加工镗杆及采用镗杆加工深孔螺纹的方法.pdf
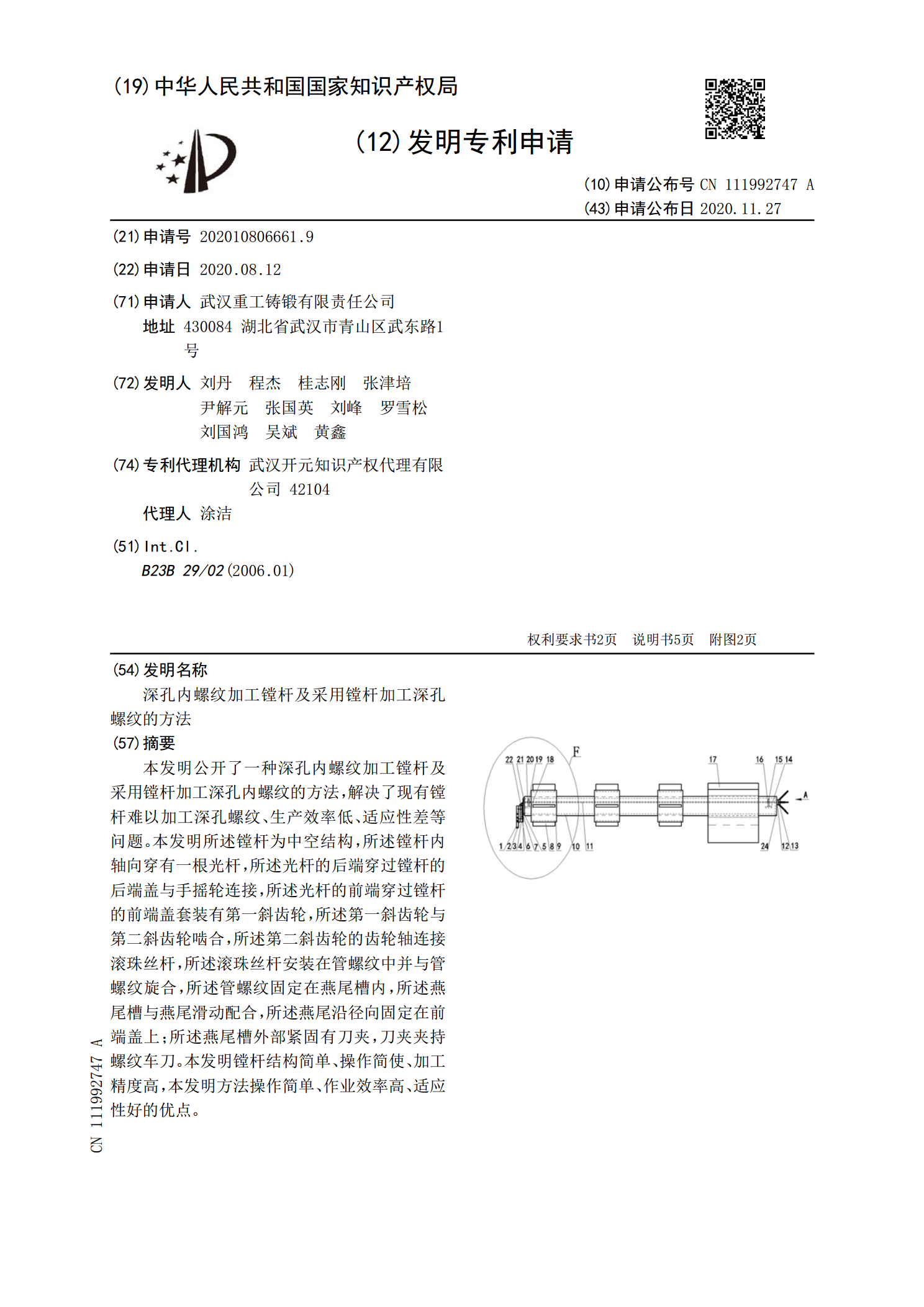
本发明公开了一种深孔内螺纹加工镗杆及采用镗杆加工深孔内螺纹的方法,解决了现有镗杆难以加工深孔螺纹、生产效率低、适应性差等问题。本发明所述镗杆为中空结构,所述镗杆内轴向穿有一根光杆,所述光杆的后端穿过镗杆的后端盖与手摇轮连接,所述光杆的前端穿过镗杆的前端盖套装有第一斜齿轮,所述第一斜齿轮与第二斜齿轮啮合,所述第二斜齿轮的齿轮轴连接滚珠丝杆,所述滚珠丝杆安装在管螺纹中并与管螺纹旋合,所述管螺纹固定在燕尾槽内,所述燕尾槽与燕尾滑动配合,所述燕尾沿径向固定在前端盖上;所述燕尾槽外部紧固有刀夹,刀夹夹持螺纹车刀。本

薄壁深孔高精度套筒的加工与测量.pdf
薄壁深孔高精度套筒的加工与测量图1薄壁套筒薄壁深孔零件加工难度大,特别是高精度套筒的加工更困难,我公司有一套筒零件如图1所示。设计要求严格,加工精度高,产品开发初期由外协加工,存在问题较多,无法满足产品正常运转需要,公司决定自制。1工艺分析该套筒为高速旋转零件,最高转速近20000r/min,设计要求动平衡极为严格,动平衡等级为G1级。外圆和各台阶孔同轴度越小越好,最好能控制在0.01之内。该件号为整体结构,台阶孔为深孔,最深孔近900mm,长径比接近13mm。深孔切削时,振动、让刀、排屑困难、不易散热等
活塞杆深孔用钻孔夹具.pdf
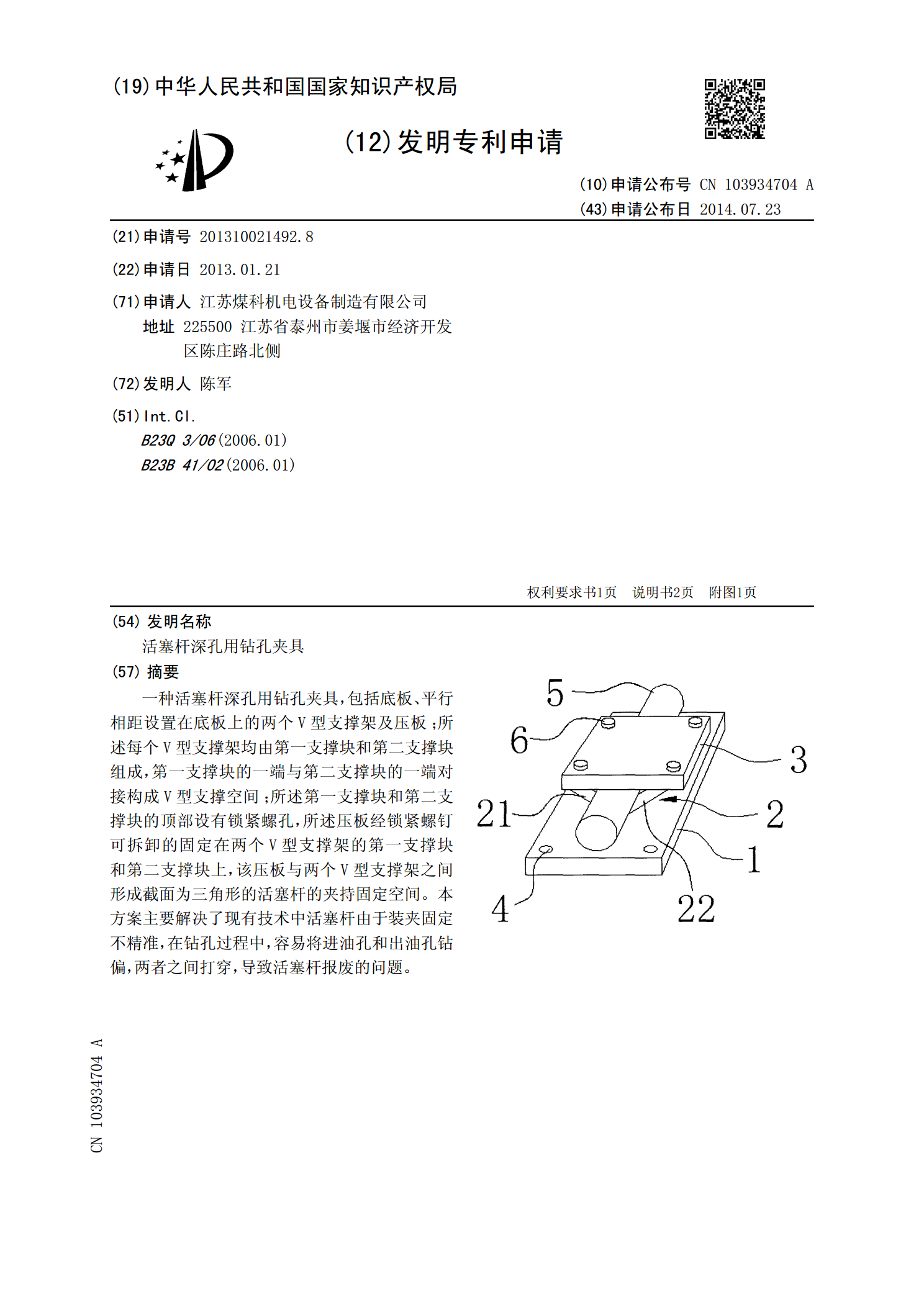
一种活塞杆深孔用钻孔夹具,包括底板、平行相距设置在底板上的两个V型支撑架及压板;所述每个V型支撑架均由第一支撑块和第二支撑块组成,第一支撑块的一端与第二支撑块的一端对接构成V型支撑空间;所述第一支撑块和第二支撑块的顶部设有锁紧螺孔,所述压板经锁紧螺钉可拆卸的固定在两个V型支撑架的第一支撑块和第二支撑块上,该压板与两个V型支撑架之间形成截面为三角形的活塞杆的夹持固定空间。本方案主要解决了现有技术中活塞杆由于装夹固定不精准,在钻孔过程中,容易将进油孔和出油孔钻偏,两者之间打穿,导致活塞杆报废的问题。

一种深孔活塞杆深孔与外圆同轴度控制方法.pdf
本发明提供了一种深孔活塞杆深孔与外圆同轴度控制方法,它包括以下步骤:(a)车平活塞杆的大头端端面和孔口端端面,半精车活塞杆各外圆,从孔口端中心处钻盲孔;(b)测量盲孔深处一周的壁厚,计算大头端外圆的修正尺寸;(c)利用修正尺寸,在大头端外圆上找正与盲孔中心轴线对应的位置,在活塞杆各外圆上车两个基准外圆;(d)以两个基准外圆为基准,固定活塞杆,车平大头端端面,修正大头端端面中心孔,通过大头端中心孔车大头端外圆至要求尺寸,车平孔口端端面,车孔口端内止口,通过孔口端内止口车其它外圆至要求尺寸。该深孔活塞杆深孔与