
薄壁深孔高精度套筒的加工与测量.pdf

文库****品店


1/2
2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁深孔高精度套筒的加工与测量.pdf
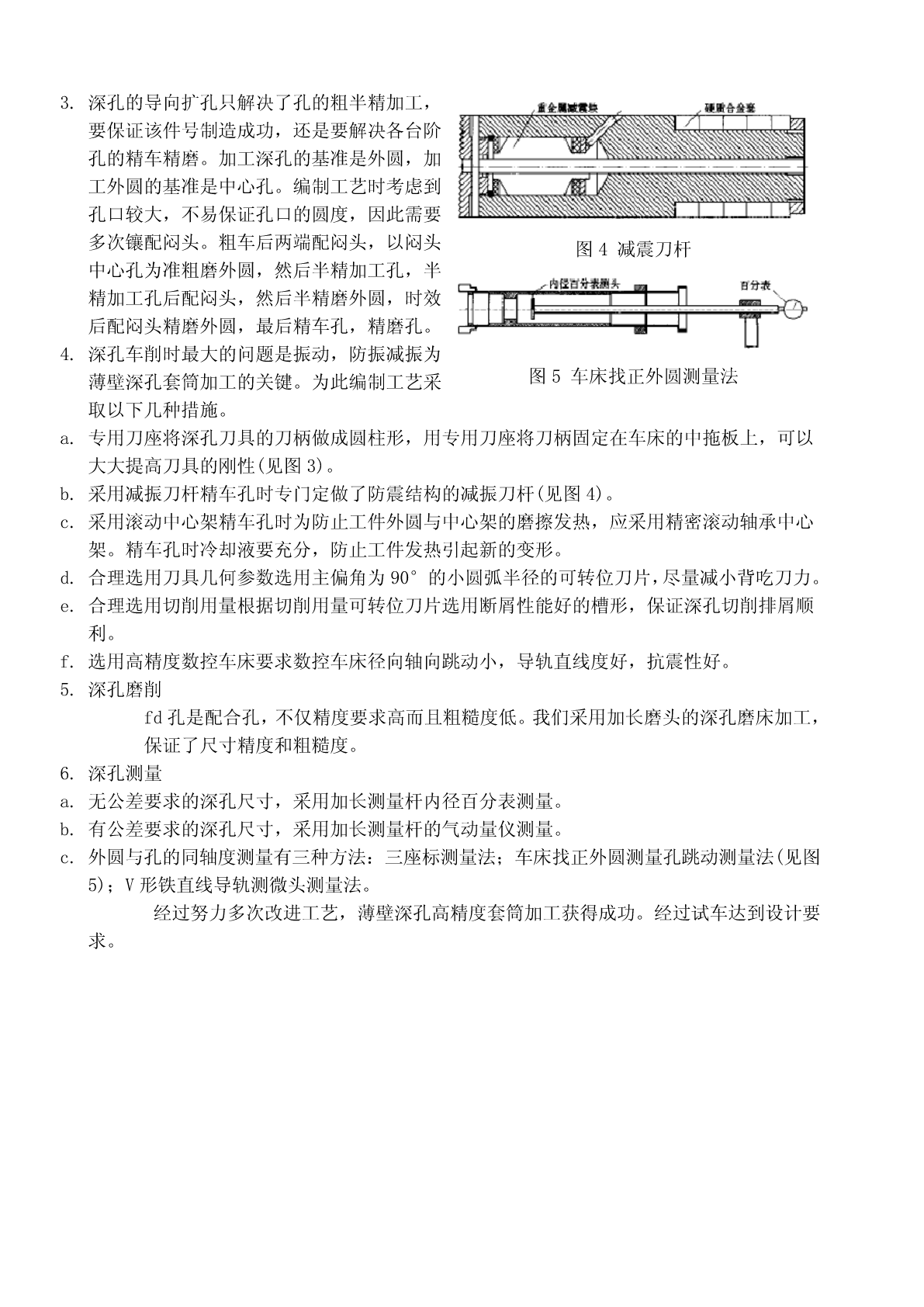
薄壁深孔高精度套筒的加工与测量图1薄壁套筒薄壁深孔零件加工难度大,特别是高精度套筒的加工更困难,我公司有一套筒零件如图1所示。设计要求严格,加工精度高,产品开发初期由外协加工,存在问题较多,无法满足产品正常运转需要,公司决定自制。1工艺分析该套筒为高速旋转零件,最高转速近20000r/min,设计要求动平衡极为严格,动平衡等级为G1级。外圆和各台阶孔同轴度越小越好,最好能控制在0.01之内。该件号为整体结构,台阶孔为深孔,最深孔近900mm,长径比接近13mm。深孔切削时,振动、让刀、排屑困难、不易散热等

高精度深孔螺纹加工工艺.docx
高精度深孔螺纹加工工艺高精度深孔螺纹加工工艺摘要:深孔螺纹加工是一种应用广泛的加工工艺,广泛应用于汽车、航空航天、石油、船舶等行业中。本文首先介绍了深孔螺纹加工的基本概念和现状,然后分析了影响深孔螺纹加工精度的因素,最后提出了提高深孔螺纹加工精度的有效方法和措施。关键词:深孔螺纹加工;精度;工艺;因素1.引言深孔螺纹加工是一种相对复杂的加工过程,对于产品的质量和性能有重要影响。随着工业技术的不断发展,对深孔螺纹加工的要求也越来越高。本论文旨在探讨如何提高深孔螺纹加工的精度,提高产品质量和性能。2.深孔螺纹

薄壁深孔零件的数控加工.doc
薄壁深孔零件的数控加工摘要:在机械产品加工中会遇到薄壁深孔不规则盲孔零件加工,装夹难,常规加工方法是难以完成的。为此,本文制定相应加工工艺,提出专用夹具的设计方案。并进一步介绍夹具的制造和使用。经实践证明,该工装是行之有效的,完全达到了形位公差的精度要求,并提高了生产效率。关键词:专用夹具工艺过程设备生产效率前言:随着科学技术和社会生产的迅速发展,机械产品日趋复杂,加工困难。如薄壁深孔件,在夹紧力和切削力的作用下,容易产生变形、振动,影响工件精度,工件尺寸不容易控制,如果不规则又是盲孔,更加难以加工。由于

薄壁深孔焊接件防变形加工工艺.docx
薄壁深孔焊接件防变形加工工艺1.前言薄壁深孔焊接件一般应用于航空航天和机械加工领域,因其轻量化、高于传统件的强度和刚度在现代制造业中得到广泛应用。但是,在制造和加工过程中,由于薄壁深孔件的特殊结构和复杂性,易发生变形和扭曲,从而导致加工精度的下降和材料的浪费,甚至影响产品的质量和性能,给生产带来很大的困难和损失。因此,在加工薄壁深孔焊接件时,防止变形是一个非常重要的问题,需要采用一些特殊的加工工艺和技术来解决。本文主要介绍薄壁深孔焊接件防变形加工工艺的研究现状和发展趋势,并提出一些应对措施和建议。2.薄壁
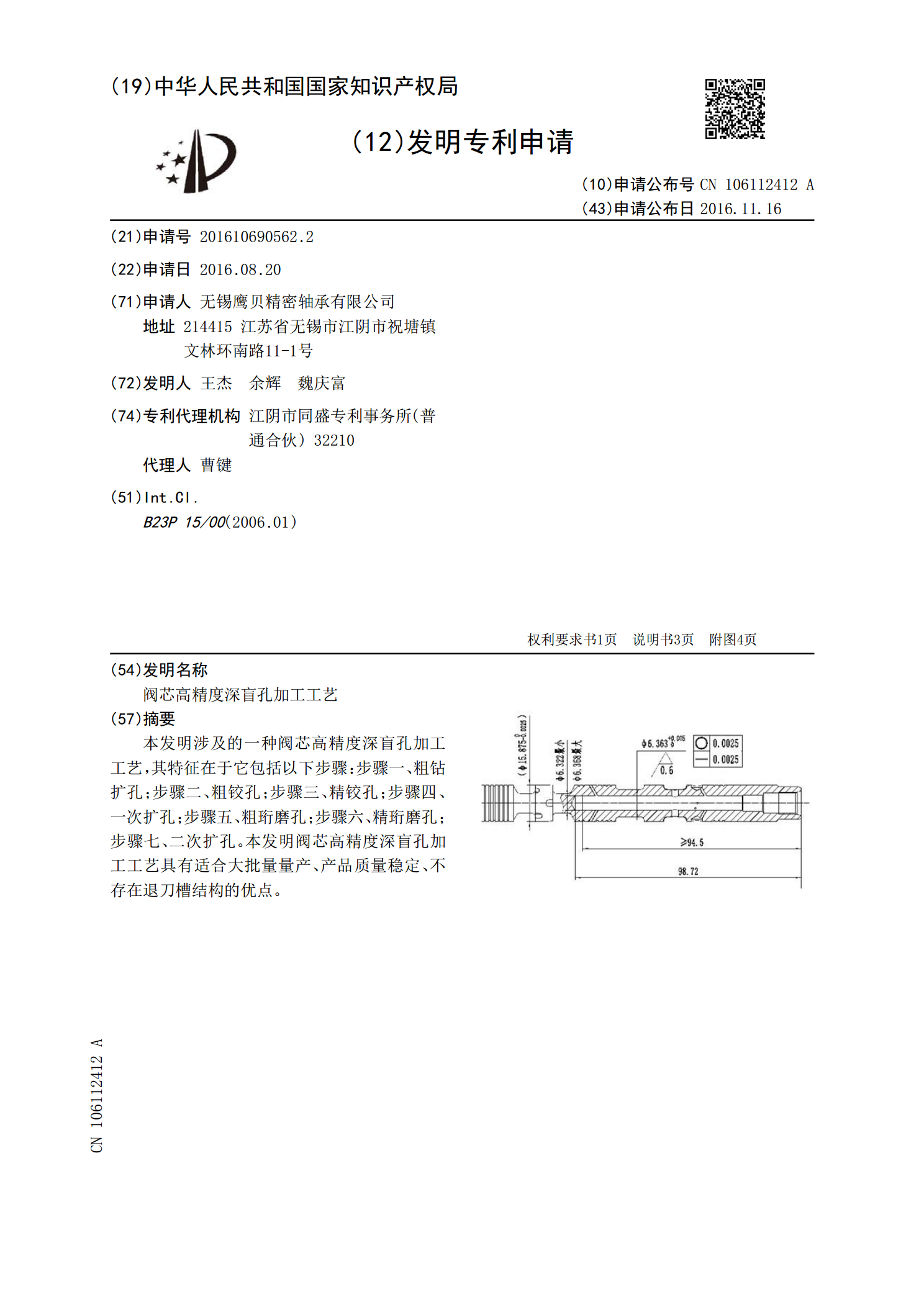
阀芯高精度深盲孔加工工艺.pdf
本发明涉及的一种阀芯高精度深盲孔加工工艺,其特征在于它包括以下步骤:步骤一、粗钻扩孔;步骤二、粗铰孔;步骤三、精铰孔;步骤四、一次扩孔;步骤五、粗珩磨孔;步骤六、精珩磨孔;步骤七、二次扩孔。本发明阀芯高精度深盲孔加工工艺具有适合大批量量产、产品质量稳定、不存在退刀槽结构的优点。