
一种深孔活塞杆深孔与外圆同轴度控制方法.pdf

一只****生物


1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种深孔活塞杆深孔与外圆同轴度控制方法.pdf
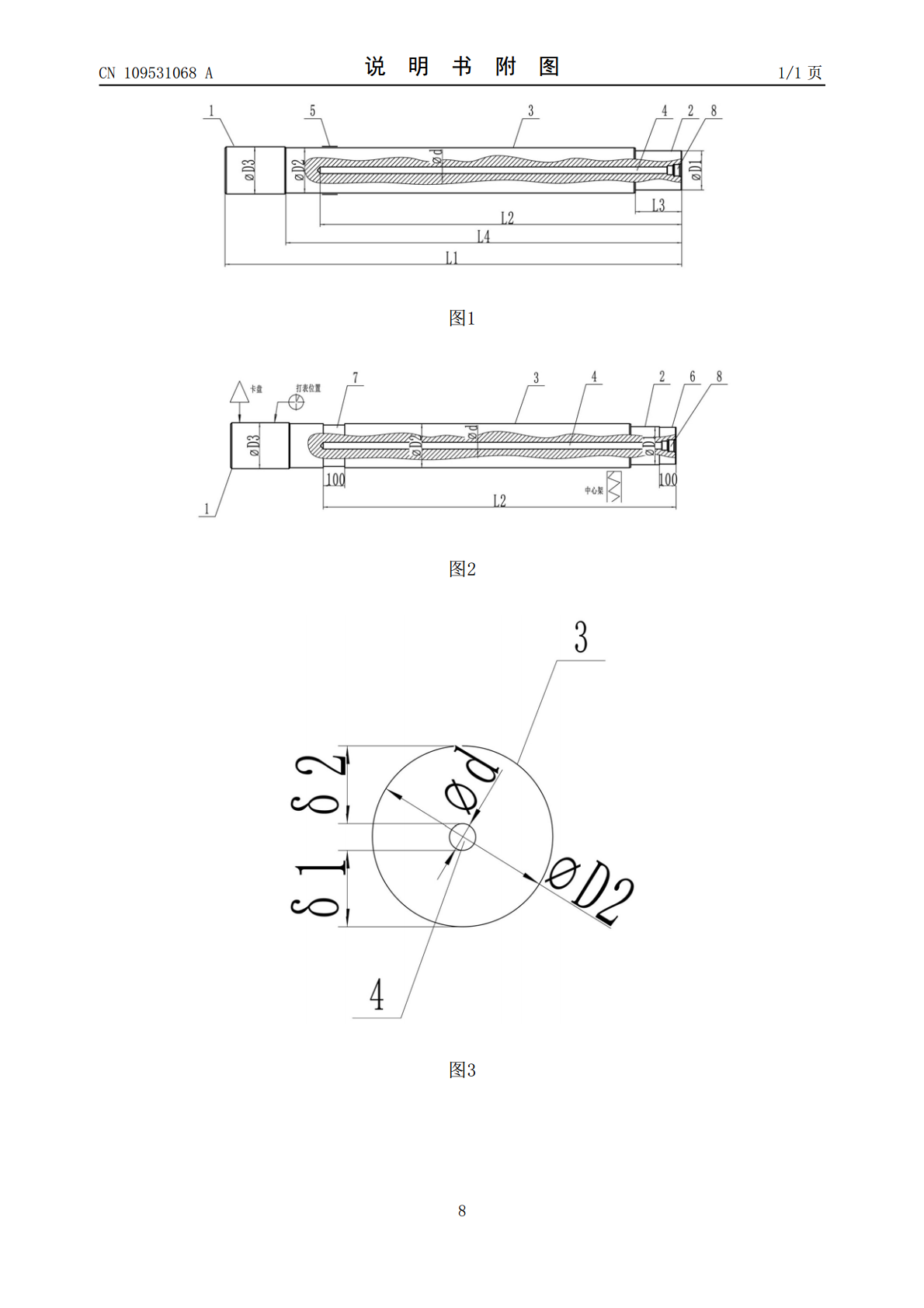
本发明提供了一种深孔活塞杆深孔与外圆同轴度控制方法,它包括以下步骤:(a)车平活塞杆的大头端端面和孔口端端面,半精车活塞杆各外圆,从孔口端中心处钻盲孔;(b)测量盲孔深处一周的壁厚,计算大头端外圆的修正尺寸;(c)利用修正尺寸,在大头端外圆上找正与盲孔中心轴线对应的位置,在活塞杆各外圆上车两个基准外圆;(d)以两个基准外圆为基准,固定活塞杆,车平大头端端面,修正大头端端面中心孔,通过大头端中心孔车大头端外圆至要求尺寸,车平孔口端端面,车孔口端内止口,通过孔口端内止口车其它外圆至要求尺寸。该深孔活塞杆深孔与
一种深内孔与外圆同轴度检测装置.pdf
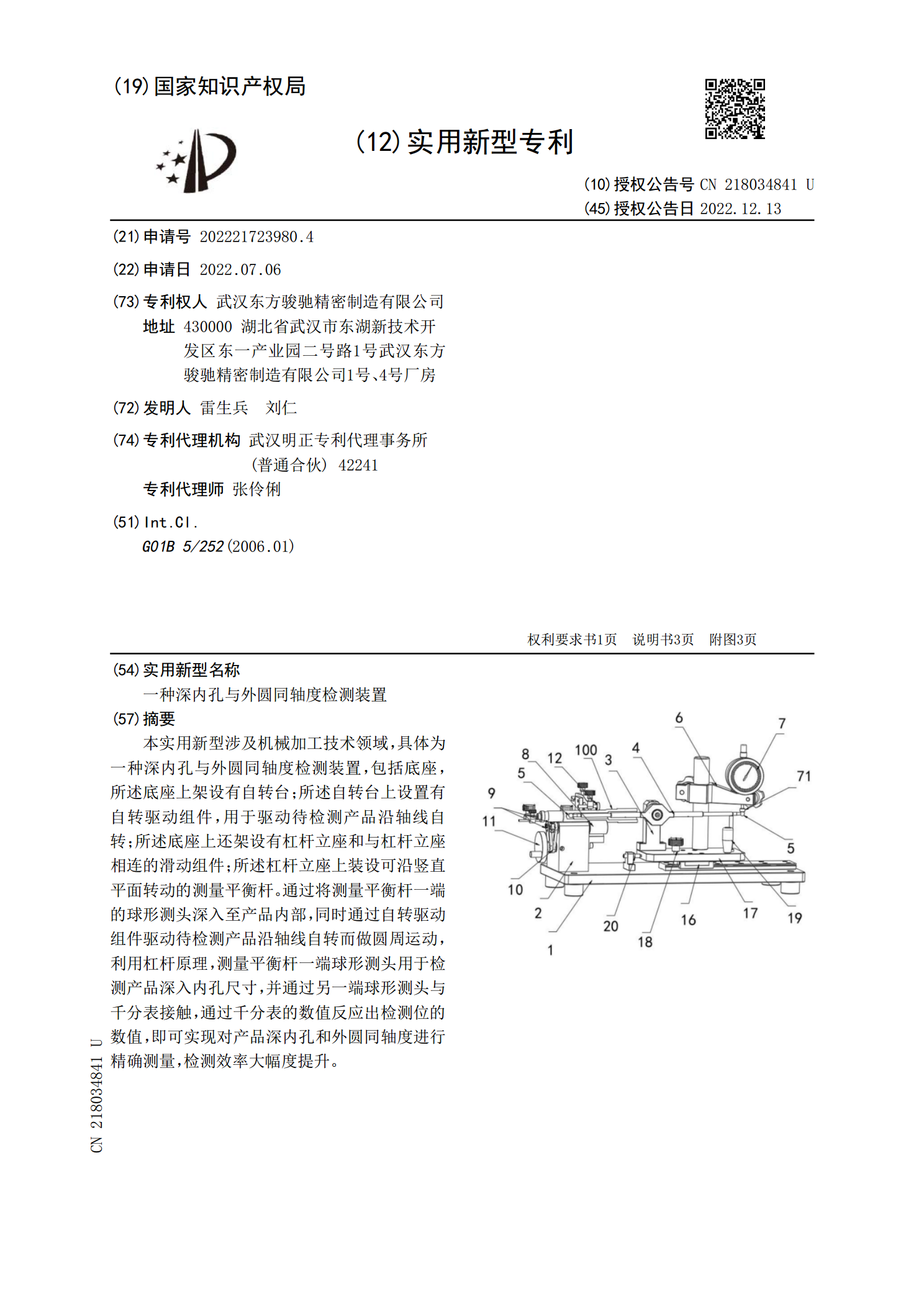
本实用新型涉及机械加工技术领域,具体为一种深内孔与外圆同轴度检测装置,包括底座,所述底座上架设有自转台;所述自转台上设置有自转驱动组件,用于驱动待检测产品沿轴线自转;所述底座上还架设有杠杆立座和与杠杆立座相连的滑动组件;所述杠杆立座上装设可沿竖直平面转动的测量平衡杆。通过将测量平衡杆一端的球形测头深入至产品内部,同时通过自转驱动组件驱动待检测产品沿轴线自转而做圆周运动,利用杠杆原理,测量平衡杆一端球形测头用于检测产品深入内孔尺寸,并通过另一端球形测头与千分表接触,通过千分表的数值反应出检测位的数值,即可实

保证两个深孔同轴度的方法.docx
保证两个深孔同轴度的方法同轴度是机械加工中一个非常重要的概念,它指的是两个或多个孔的中心轴线重合程度。同轴度的值越小,代表两个孔的中心轴线越趋向于重合。保证两个深孔同轴度是一个必须要解决的问题,下面将从工艺上的角度介绍几种保证两个深孔同轴度的方法。一、工艺准确性要求机械加工方法在加工过程中的错误将直接影响到工件表面的粗糙度和尺寸精度,如果我们要提高深孔加工的精度,首先我们需要将工艺准确度要求提高到一个更高的标准。比如在对深孔加工要求比较高的行业,如高精度制导系统、航空等领域,常常将工艺准确性要求提高到几十
活塞杆深孔用钻孔夹具.pdf
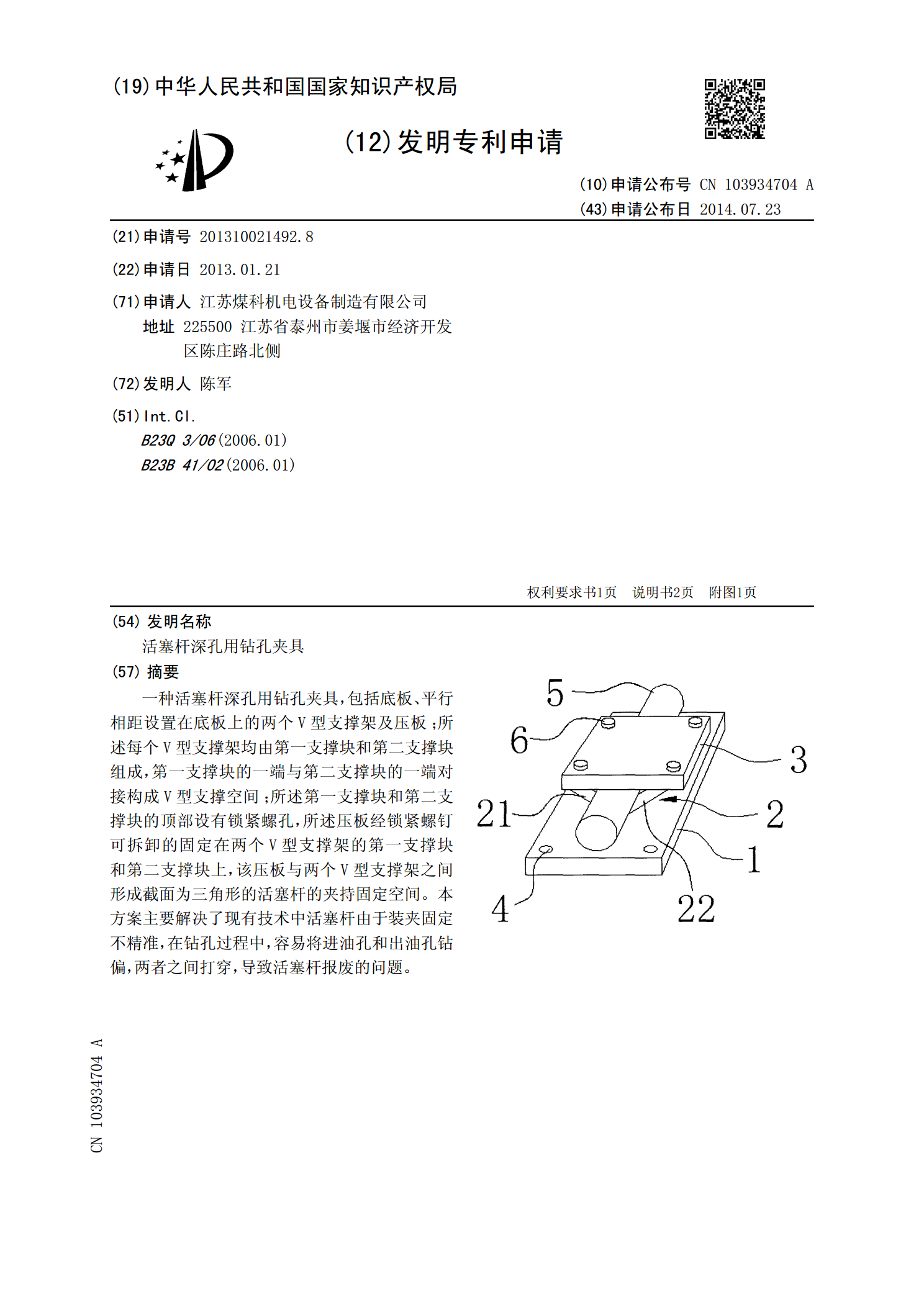
一种活塞杆深孔用钻孔夹具,包括底板、平行相距设置在底板上的两个V型支撑架及压板;所述每个V型支撑架均由第一支撑块和第二支撑块组成,第一支撑块的一端与第二支撑块的一端对接构成V型支撑空间;所述第一支撑块和第二支撑块的顶部设有锁紧螺孔,所述压板经锁紧螺钉可拆卸的固定在两个V型支撑架的第一支撑块和第二支撑块上,该压板与两个V型支撑架之间形成截面为三角形的活塞杆的夹持固定空间。本方案主要解决了现有技术中活塞杆由于装夹固定不精准,在钻孔过程中,容易将进油孔和出油孔钻偏,两者之间打穿,导致活塞杆报废的问题。

一种深孔帷幕灌浆钻孔孔斜控制方法.pdf
一种深孔帷幕灌浆钻孔孔斜控制方法,开钻前,钻机底座四角采用膨胀螺栓锚固、钻机腹部采用拉杆固定,保证钻机在钻孔过程中机身平稳;钻进中,随着孔深的逐渐增加,在钻孔2/3孔深以内施工采用长钻具进行取芯钻孔,确保2/3孔深以内钻孔偏斜控制在设计允许值的1/2以内;在钻孔2/3孔深以下,改用三翼复合片或金刚石牙轮钻头不取芯全断面钻进,利用上部已钻精确钻孔作为导向,完成钻孔。本发明通过在钻孔上部采用长钻具钻进,下部利用上部已钻精确钻孔作为导向,采用三翼复合片或金刚石牙轮钻头不取芯全断面钻进,使得钻孔孔底偏距不大于2.