
异形盲孔法兰式内球笼精锻件的加工工艺.pdf

努力****向丝

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
异形盲孔法兰式内球笼精锻件的加工工艺.pdf
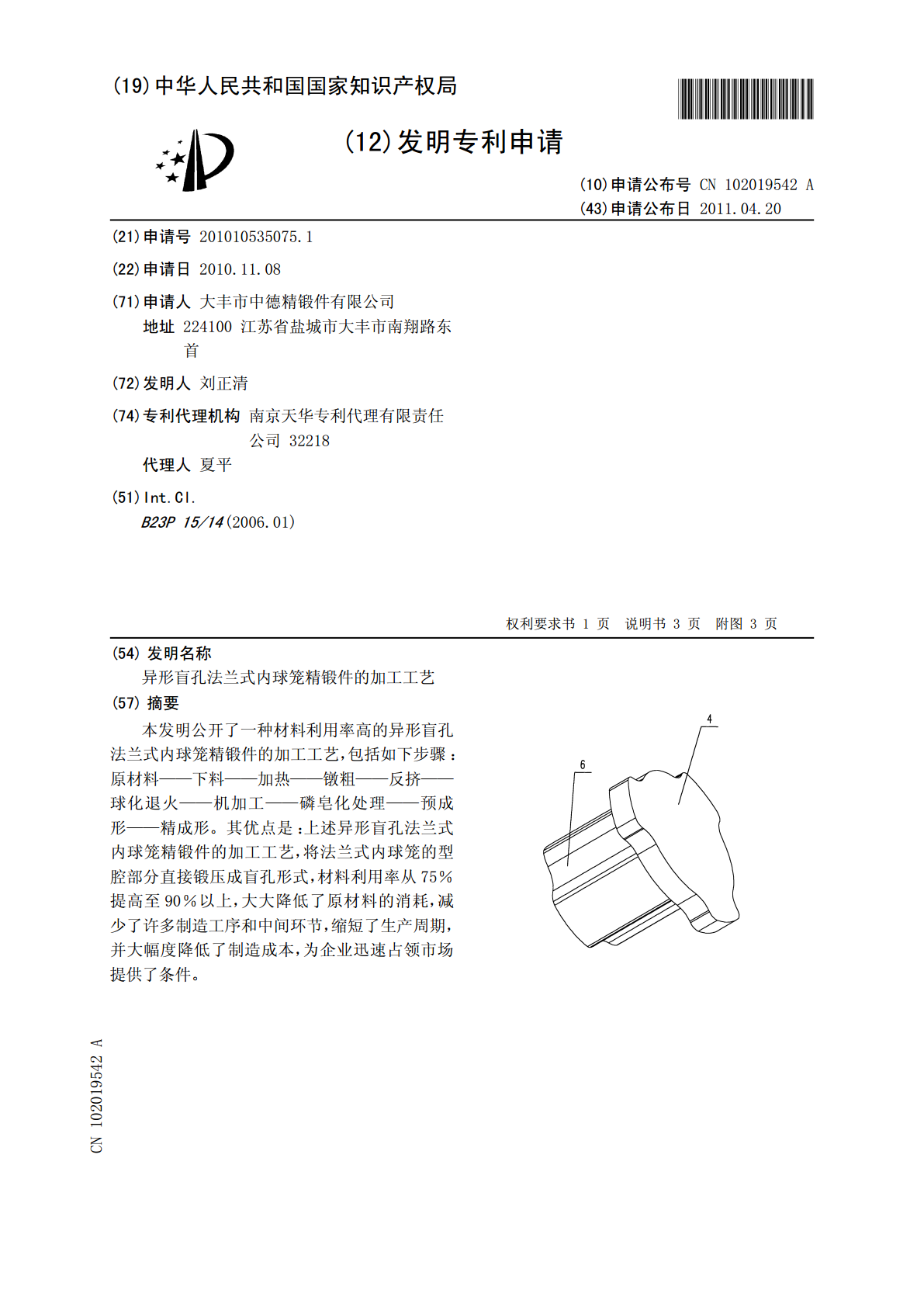
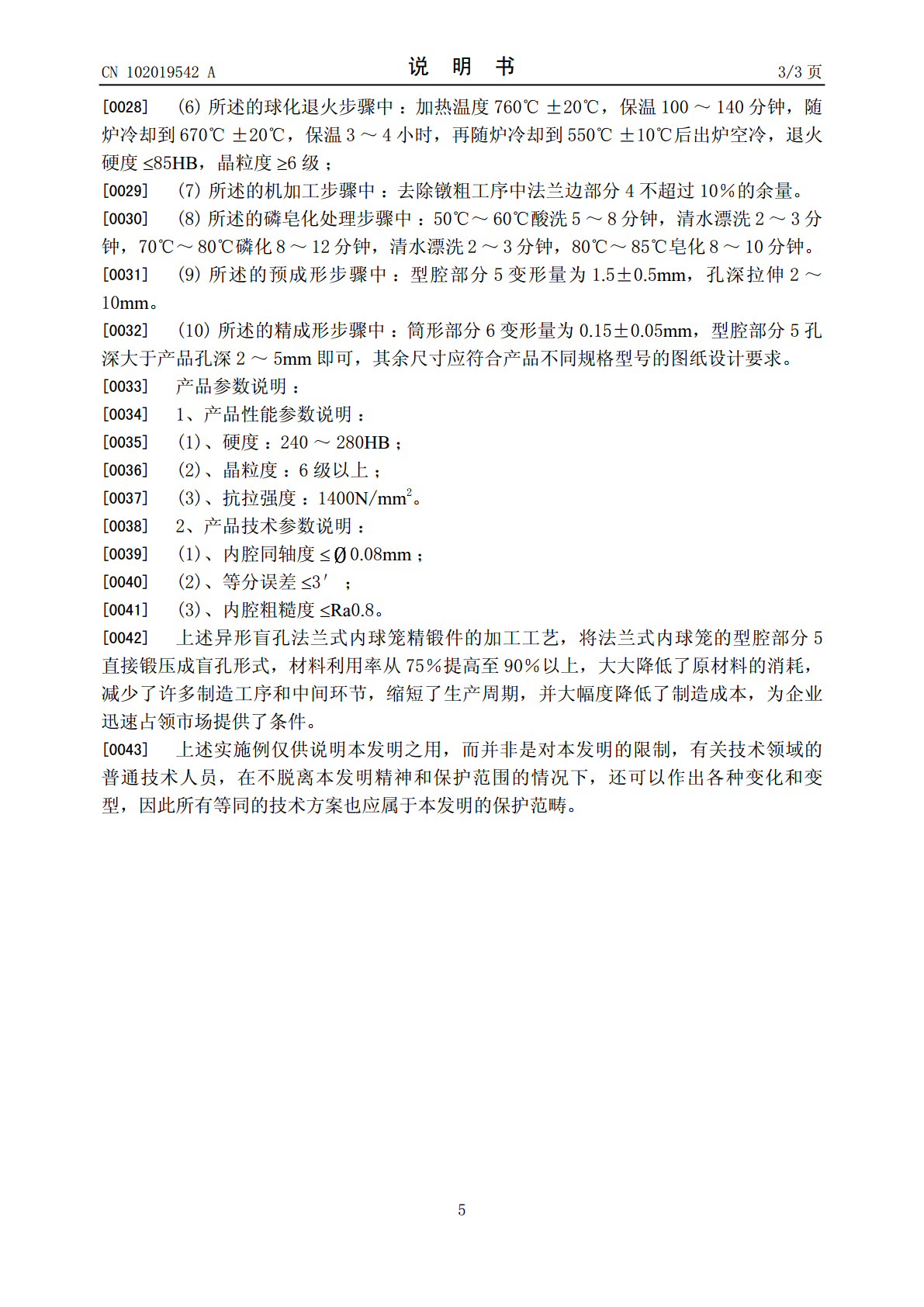
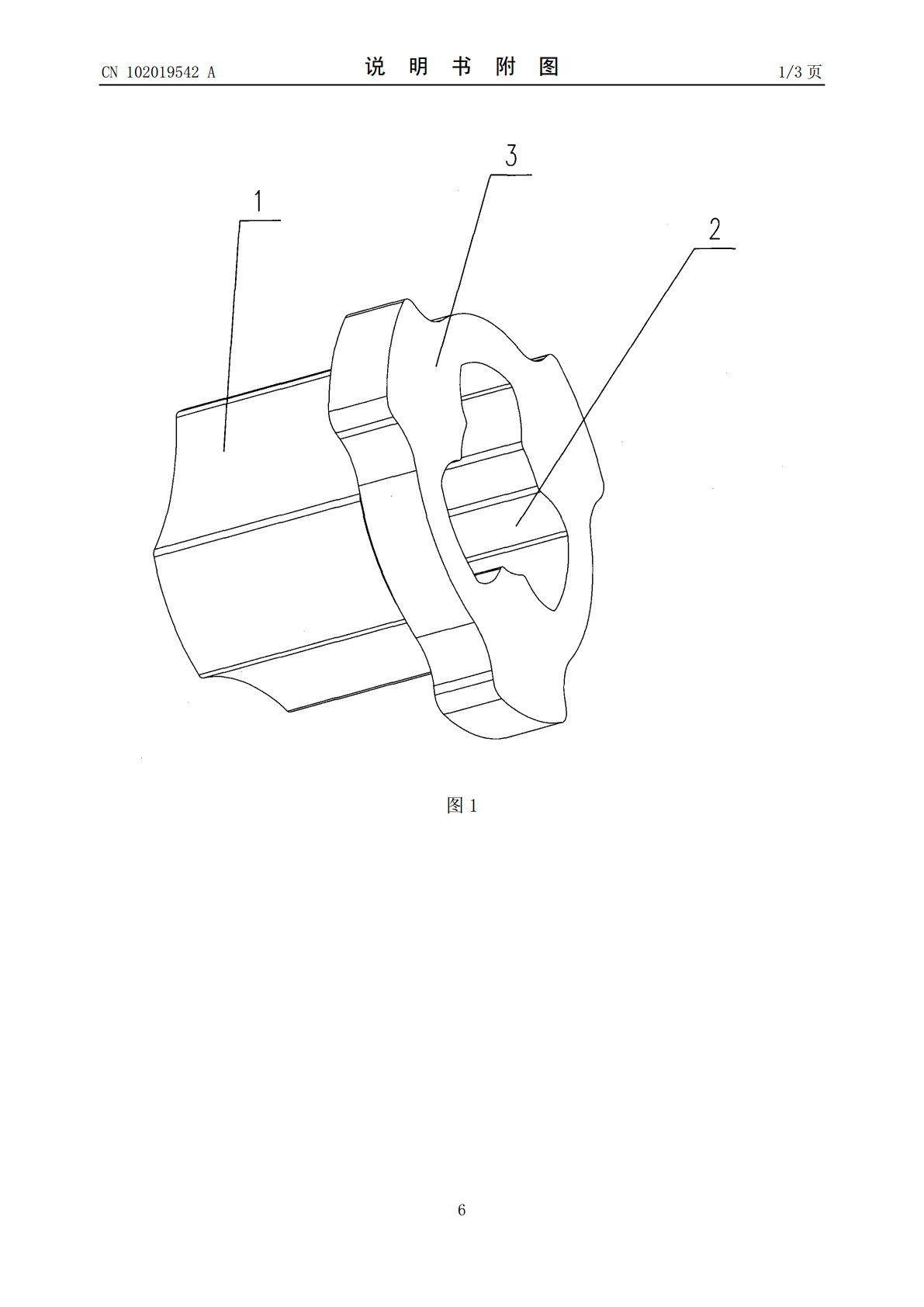
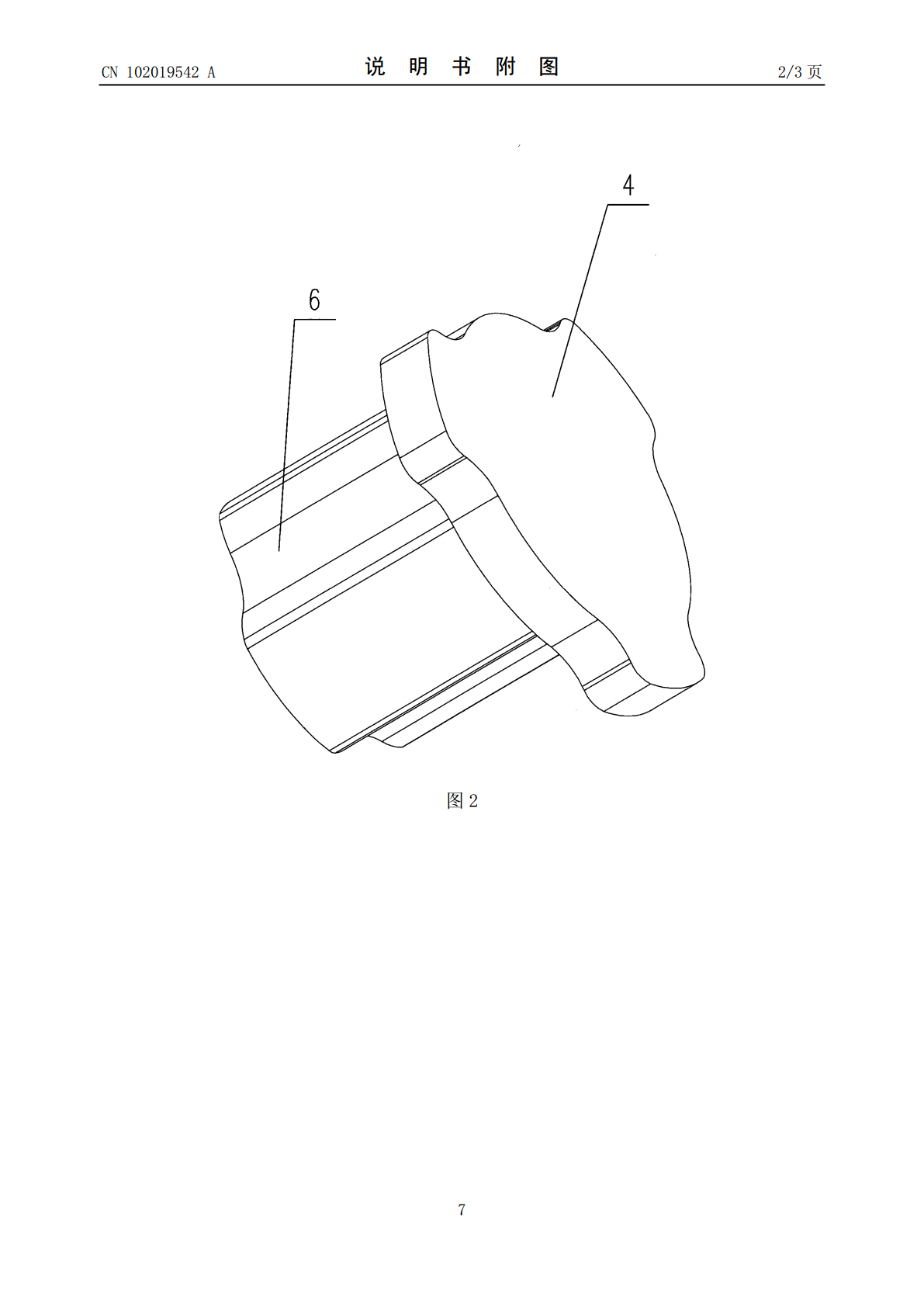
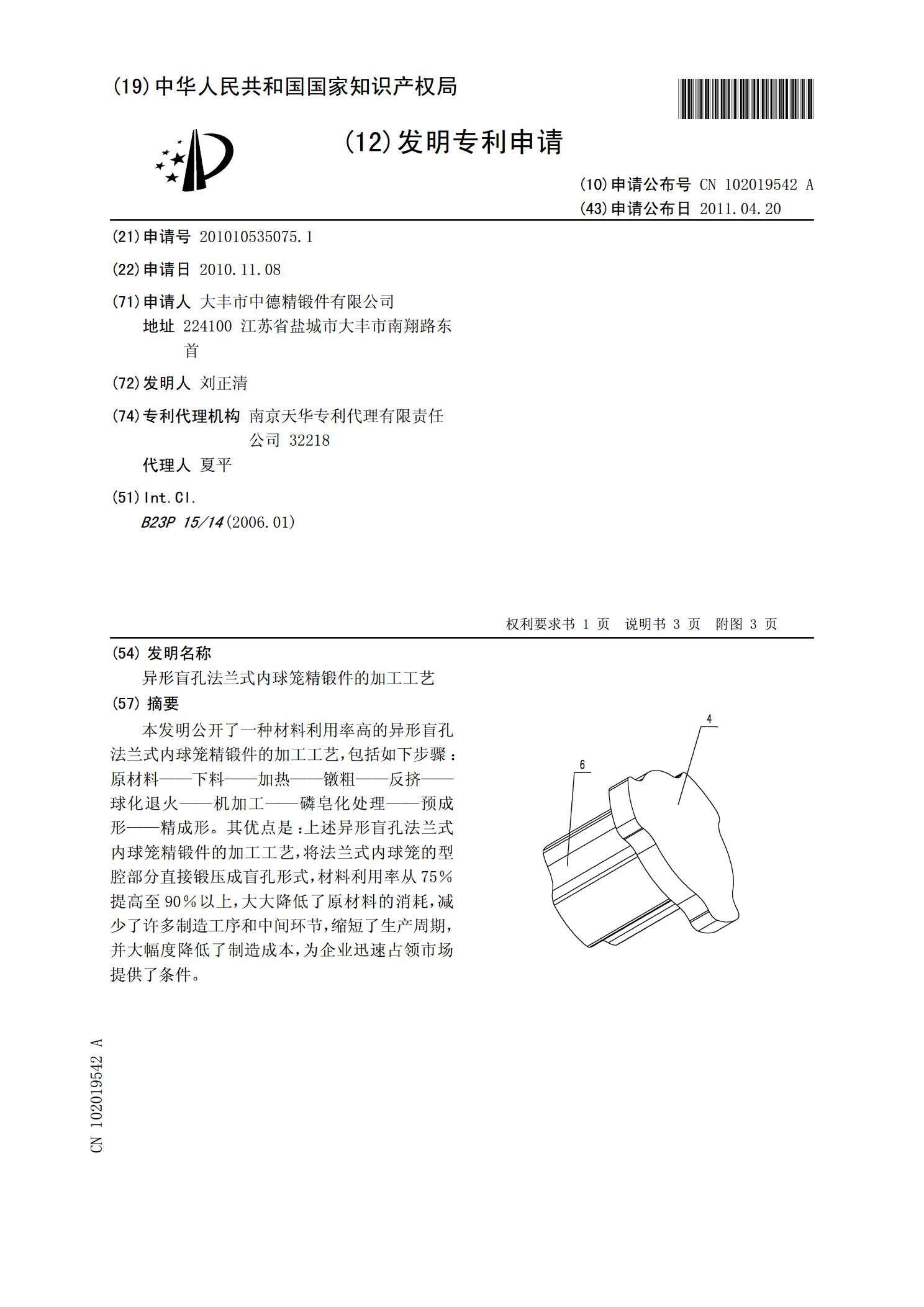
本发明公开了一种材料利用率高的异形盲孔法兰式内球笼精锻件的加工工艺,包括如下步骤:原材料——下料——加热——镦粗——反挤——球化退火——机加工——磷皂化处理——预成形——精成形。其优点是:上述异形盲孔法兰式内球笼精锻件的加工工艺,将法兰式内球笼的型腔部分直接锻压成盲孔形式,材料利用率从75%提高至90%以上,大大降低了原材料的消耗,减少了许多制造工序和中间环节,缩短了生产周期,并大幅度降低了制造成本,为企业迅速占领市场提供了条件。
异形盲孔法兰式内球笼精锻件.pdf
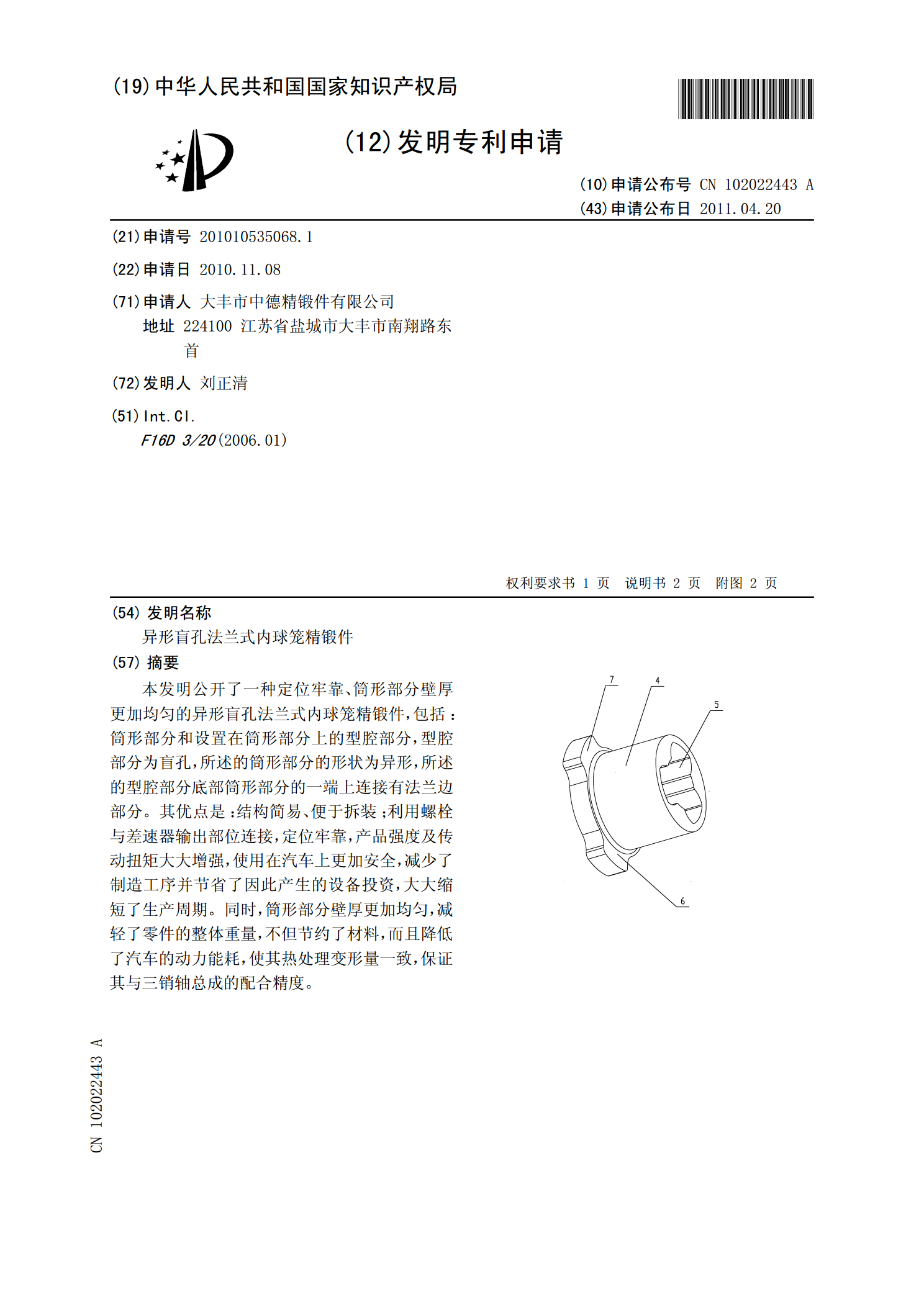
本发明公开了一种定位牢靠、筒形部分壁厚更加均匀的异形盲孔法兰式内球笼精锻件,包括:筒形部分和设置在筒形部分上的型腔部分,型腔部分为盲孔,所述的筒形部分的形状为异形,所述的型腔部分底部筒形部分的一端上连接有法兰边部分。其优点是:结构简易、便于拆装;利用螺栓与差速器输出部位连接,定位牢靠,产品强度及传动扭矩大大增强,使用在汽车上更加安全,减少了制造工序并节省了因此产生的设备投资,大大缩短了生产周期。同时,筒形部分壁厚更加均匀,减轻了零件的整体重量,不但节约了材料,而且降低了汽车的动力能耗,使其热处理变形量一致
法兰式内球笼精锻件.pdf
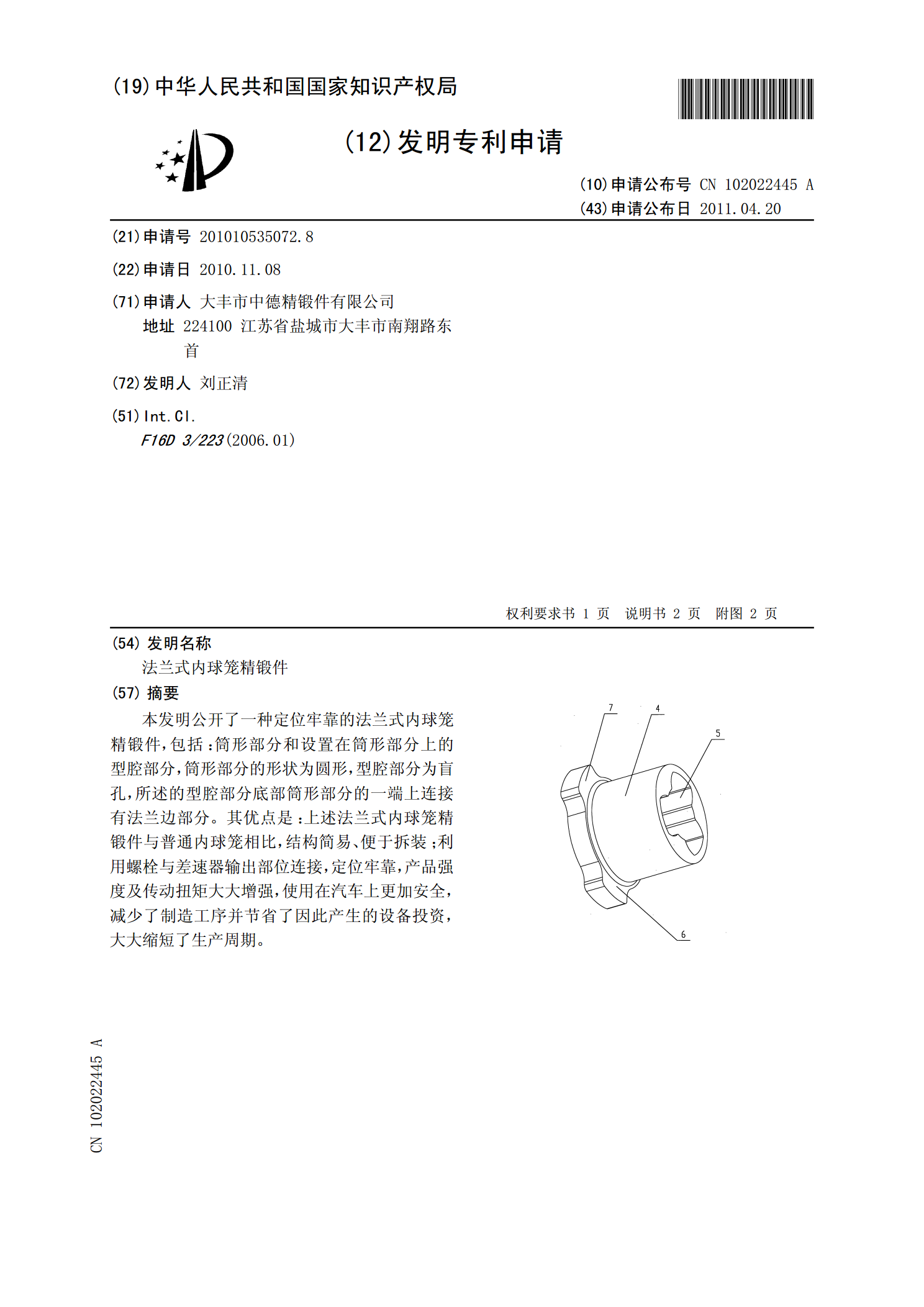
本发明公开了一种定位牢靠的法兰式内球笼精锻件,包括:筒形部分和设置在筒形部分上的型腔部分,筒形部分的形状为圆形,型腔部分为盲孔,所述的型腔部分底部筒形部分的一端上连接有法兰边部分。其优点是:上述法兰式内球笼精锻件与普通内球笼相比,结构简易、便于拆装;利用螺栓与差速器输出部位连接,定位牢靠,产品强度及传动扭矩大大增强,使用在汽车上更加安全,减少了制造工序并节省了因此产生的设备投资,大大缩短了生产周期。

盲孔加工工艺.pdf
本发明属于机械加工技术领域,具体涉及一种盲孔加工工艺;包括以下步骤:步骤一,准备:准备一个钻刀和一个带电磁铁的机架,钻刀内滑动连接有能利用电磁铁自动吸附木屑的吸屑管;步骤二,钻孔:将工件固定在电磁铁上,使钻刀和吸屑管在转动的同时,不断向下移动,形成盲孔,钻刀转速为1150~1300r/min,钻刀落速为15~20mm/min;步骤三,吸屑:启动电磁铁,将吸屑管固定住,同时让钻刀在向上移动的过程中,吸屑管自动吸附盲孔中的木屑,电磁铁的工作电流为1000~1300A;步骤四,下料:关闭电磁铁,吸屑管自动上移,
控深盲孔加工工艺.pdf
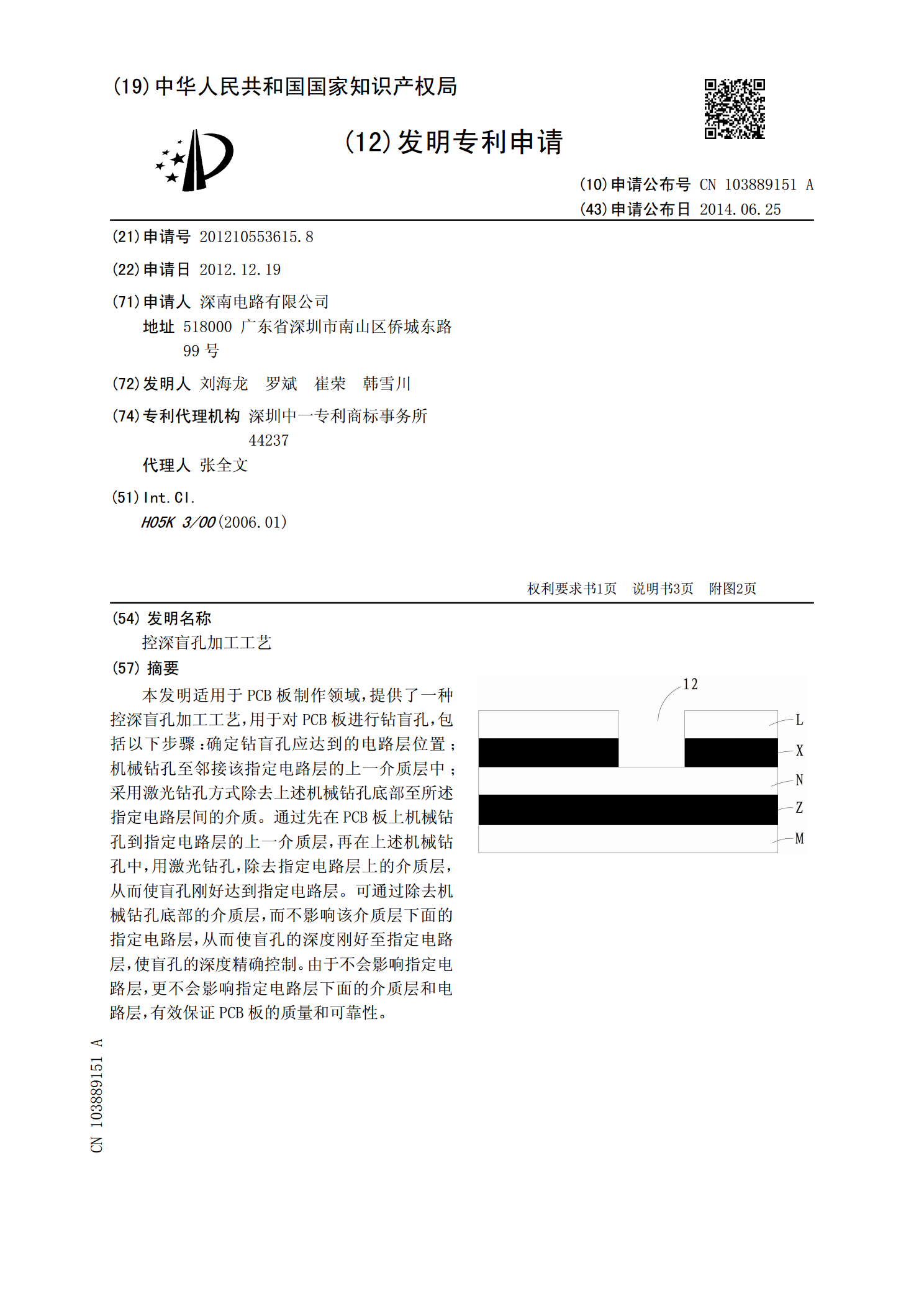
本发明适用于PCB板制作领域,提供了一种控深盲孔加工工艺,用于对PCB板进行钻盲孔,包括以下步骤:确定钻盲孔应达到的电路层位置;机械钻孔至邻接该指定电路层的上一介质层中;采用激光钻孔方式除去上述机械钻孔底部至所述指定电路层间的介质。通过先在PCB板上机械钻孔到指定电路层的上一介质层,再在上述机械钻孔中,用激光钻孔,除去指定电路层上的介质层,从而使盲孔刚好达到指定电路层。可通过除去机械钻孔底部的介质层,而不影响该介质层下面的指定电路层,从而使盲孔的深度刚好至指定电路层,使盲孔的深度精确控制。由于不会影响指定