
盲孔加工工艺.pdf

Ch****75

1/9

2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

盲孔加工工艺.pdf
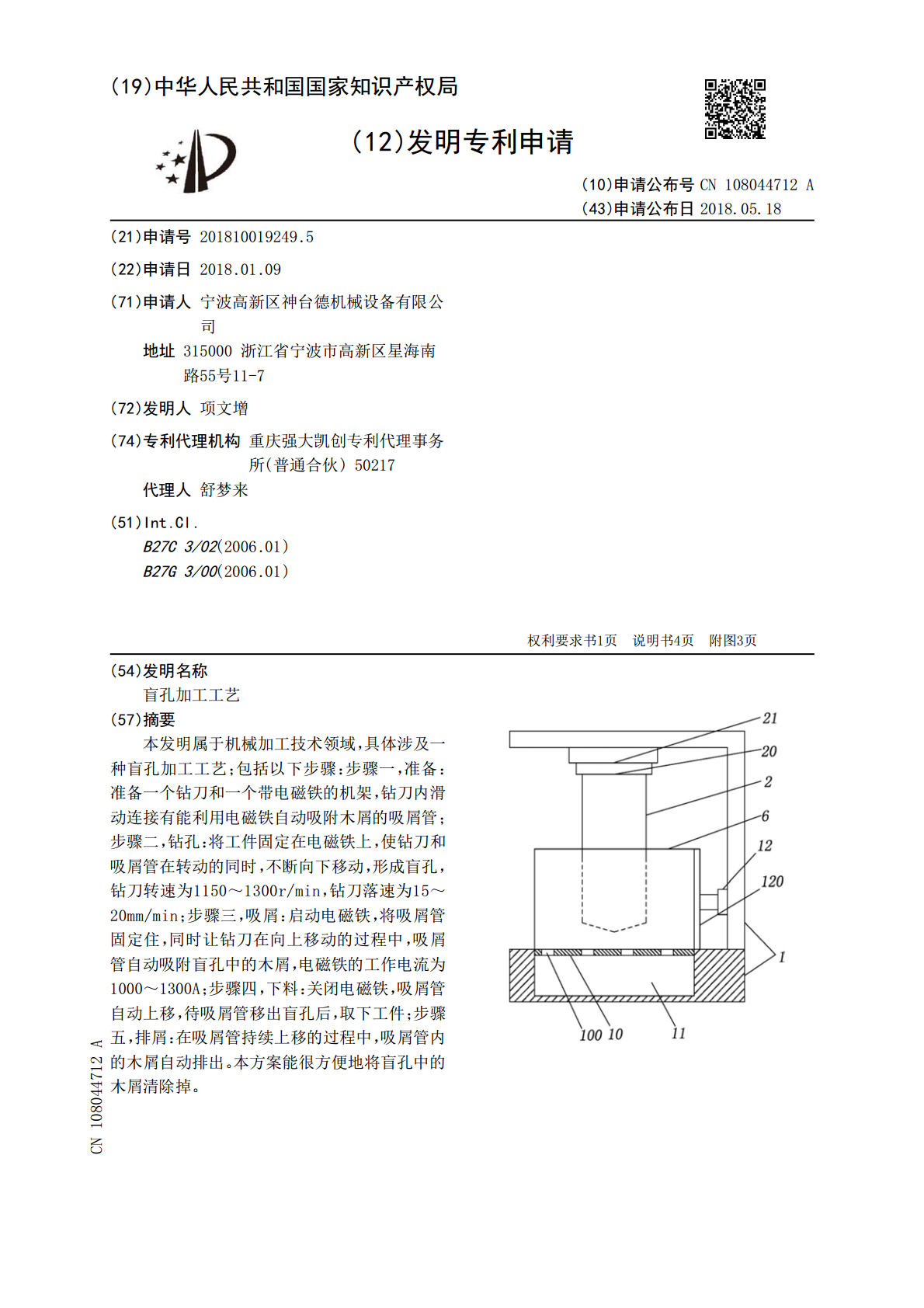
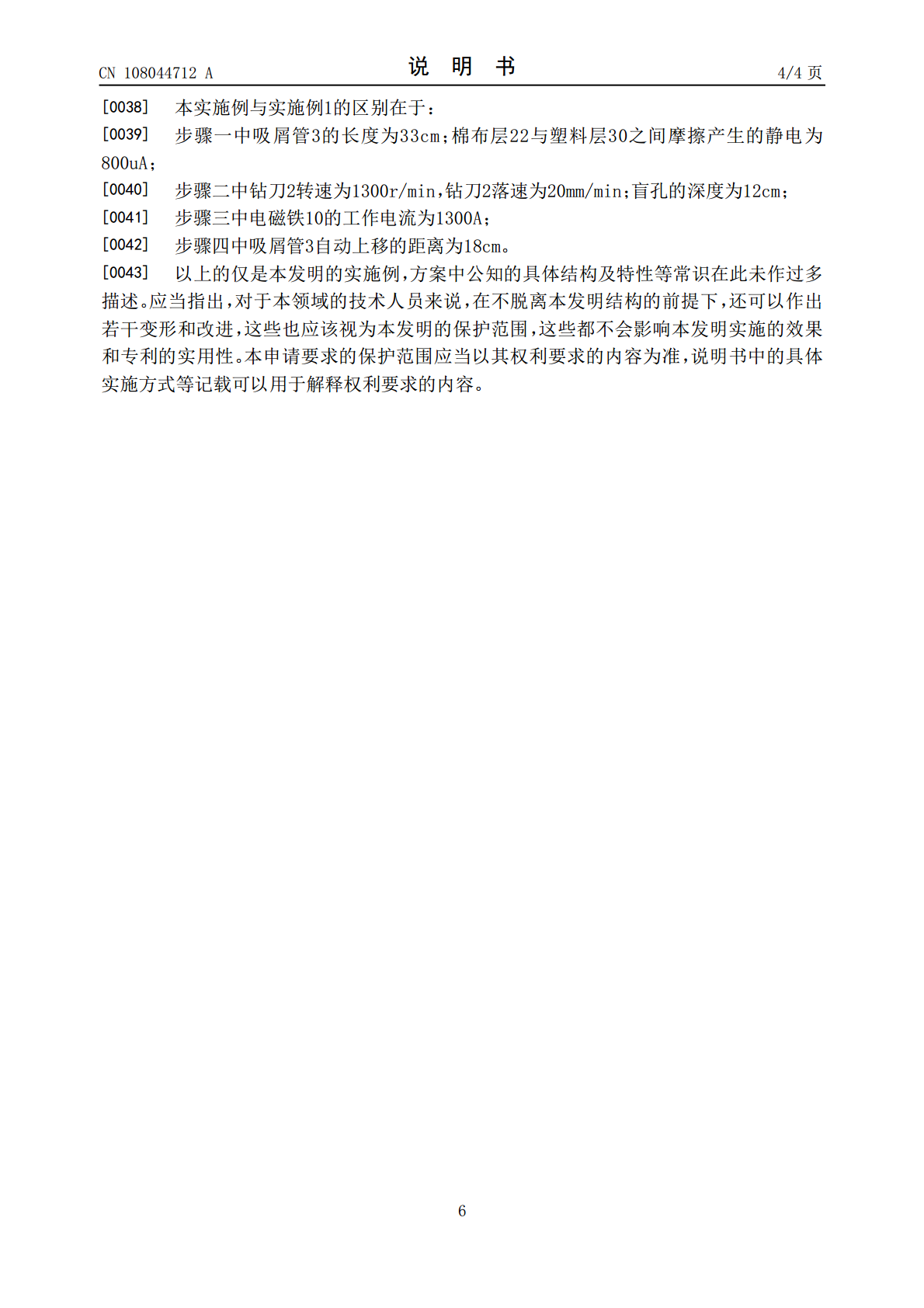
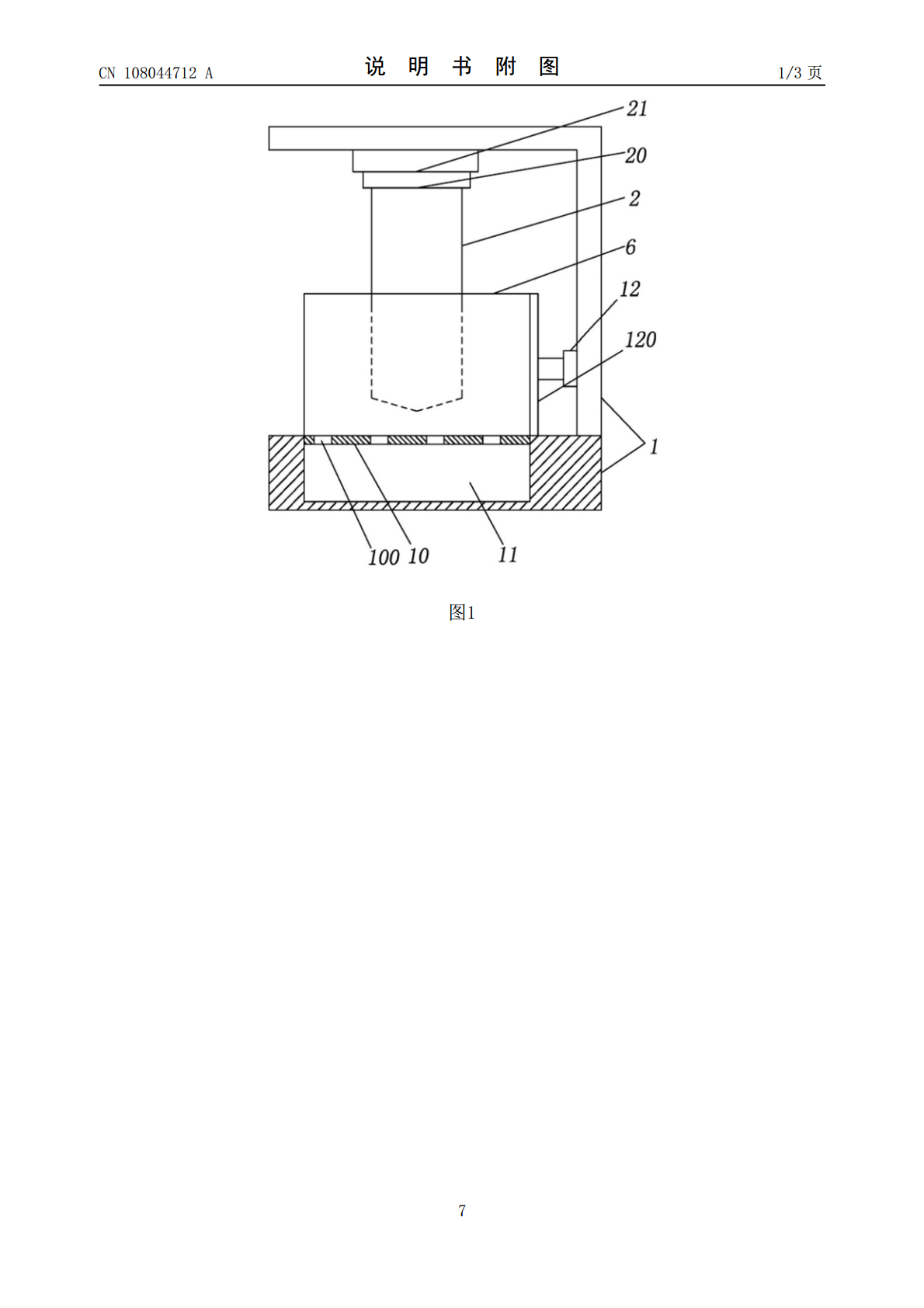
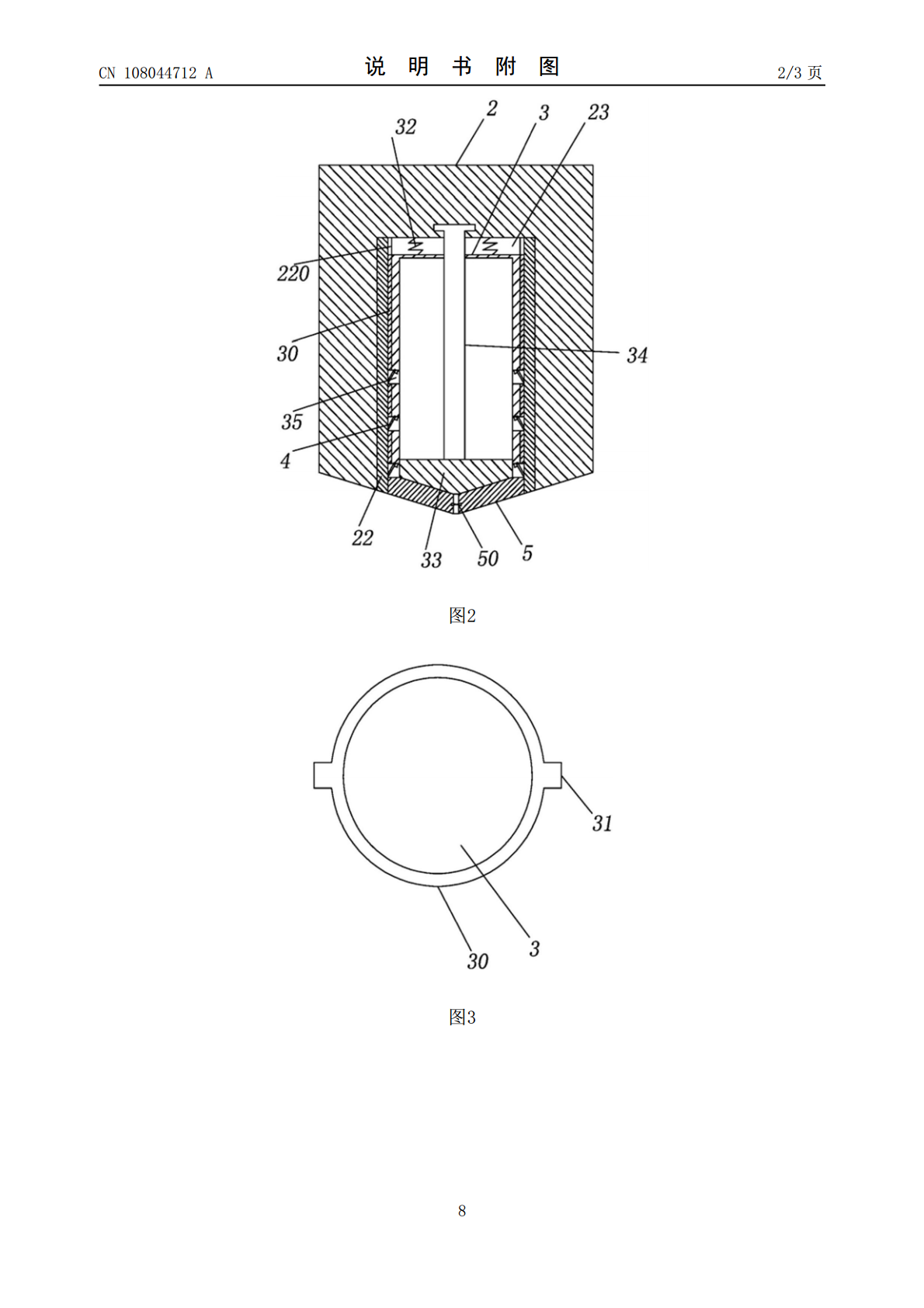
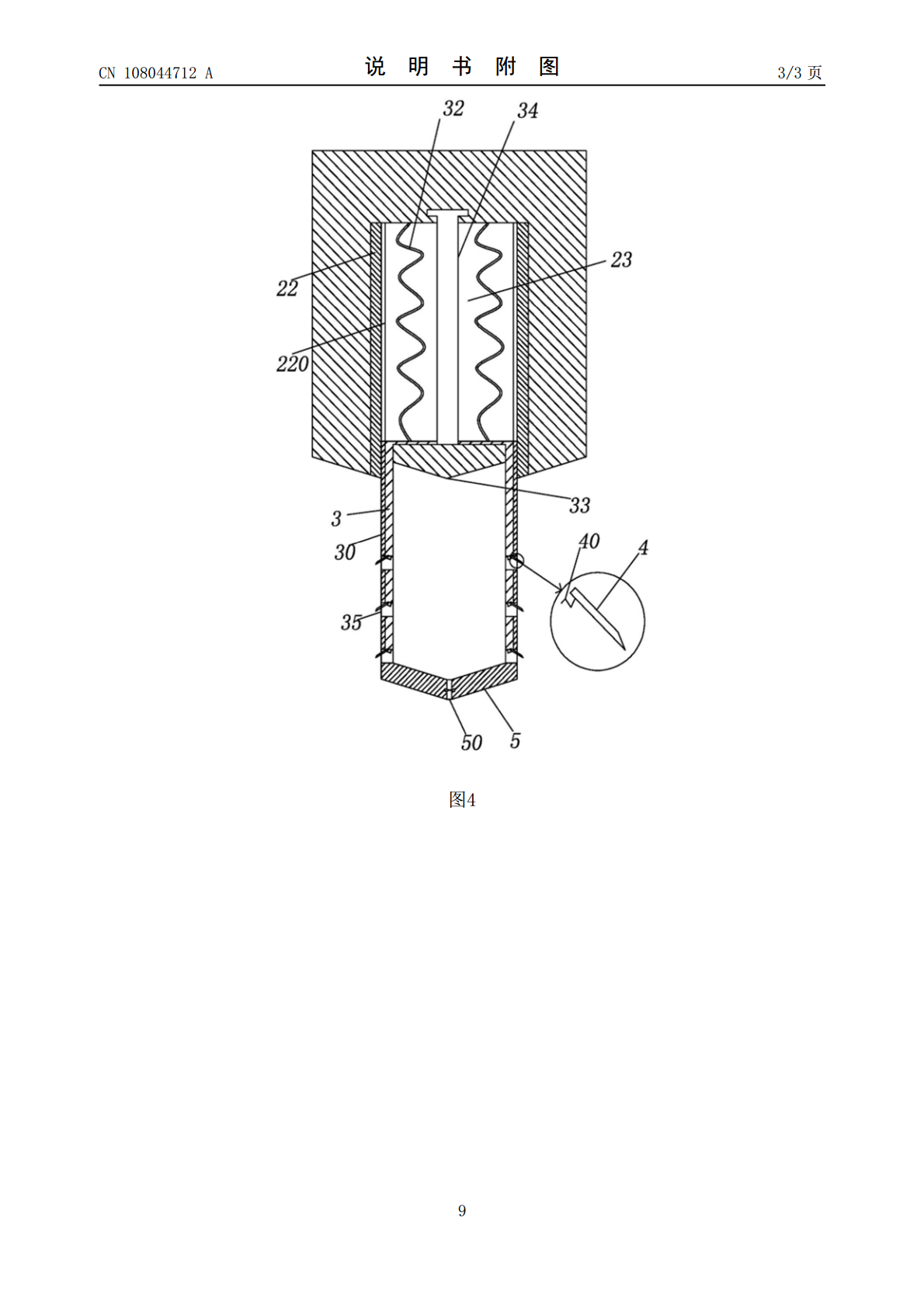
本发明属于机械加工技术领域,具体涉及一种盲孔加工工艺;包括以下步骤:步骤一,准备:准备一个钻刀和一个带电磁铁的机架,钻刀内滑动连接有能利用电磁铁自动吸附木屑的吸屑管;步骤二,钻孔:将工件固定在电磁铁上,使钻刀和吸屑管在转动的同时,不断向下移动,形成盲孔,钻刀转速为1150~1300r/min,钻刀落速为15~20mm/min;步骤三,吸屑:启动电磁铁,将吸屑管固定住,同时让钻刀在向上移动的过程中,吸屑管自动吸附盲孔中的木屑,电磁铁的工作电流为1000~1300A;步骤四,下料:关闭电磁铁,吸屑管自动上移,
控深盲孔加工工艺.pdf
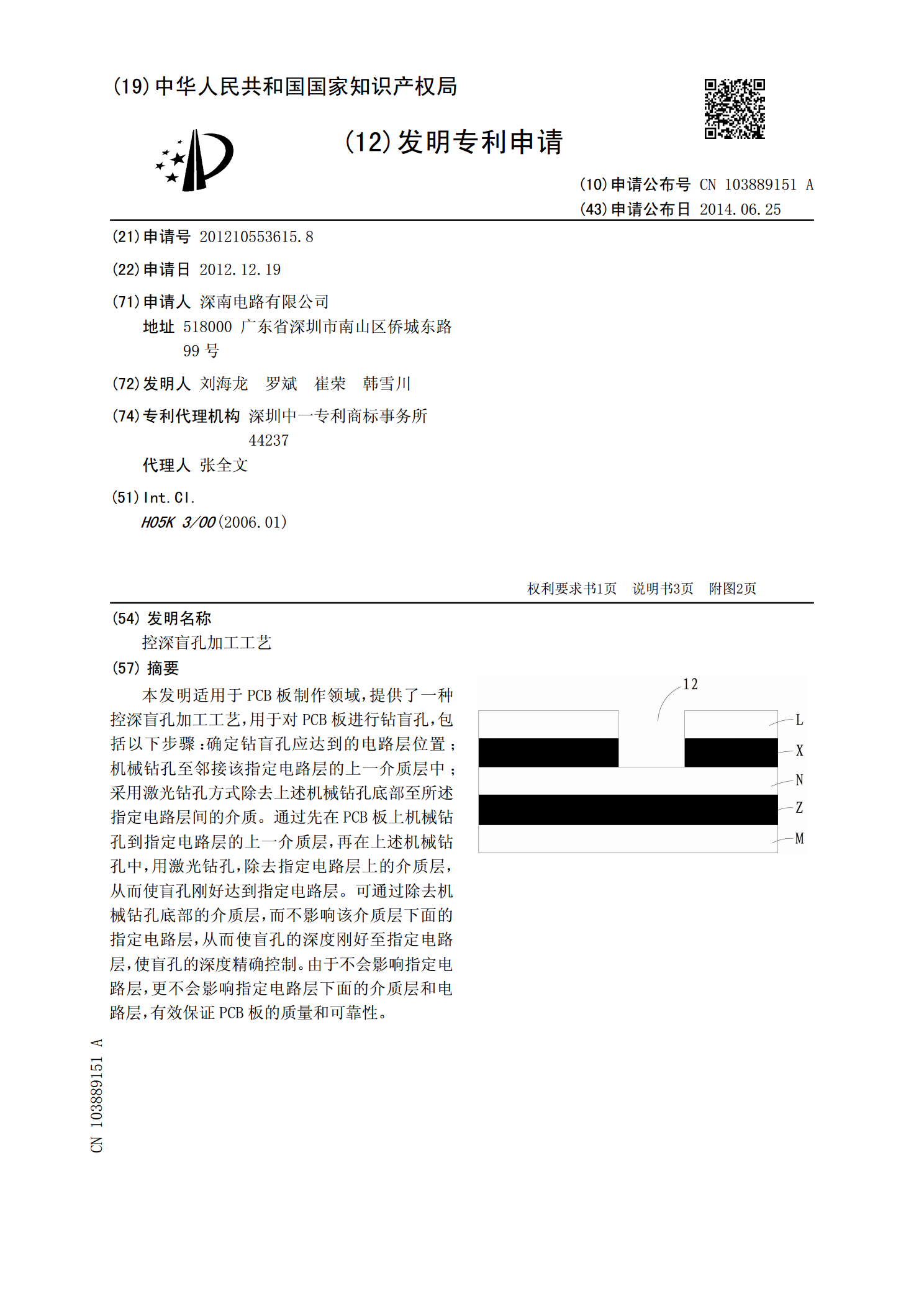
本发明适用于PCB板制作领域,提供了一种控深盲孔加工工艺,用于对PCB板进行钻盲孔,包括以下步骤:确定钻盲孔应达到的电路层位置;机械钻孔至邻接该指定电路层的上一介质层中;采用激光钻孔方式除去上述机械钻孔底部至所述指定电路层间的介质。通过先在PCB板上机械钻孔到指定电路层的上一介质层,再在上述机械钻孔中,用激光钻孔,除去指定电路层上的介质层,从而使盲孔刚好达到指定电路层。可通过除去机械钻孔底部的介质层,而不影响该介质层下面的指定电路层,从而使盲孔的深度刚好至指定电路层,使盲孔的深度精确控制。由于不会影响指定
一种深孔、盲孔的加工工艺.pdf
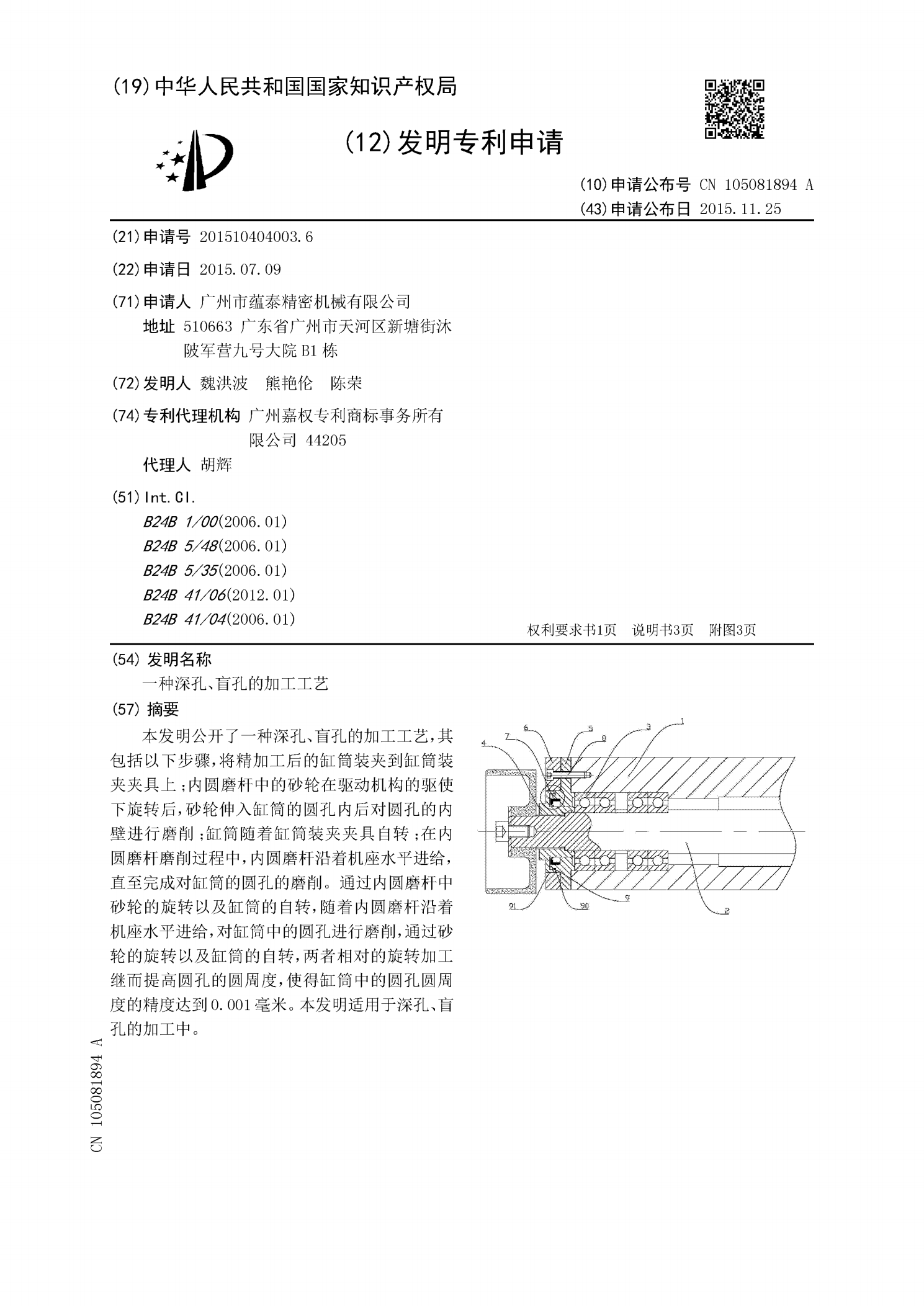
本发明公开了一种深孔、盲孔的加工工艺,其包括以下步骤,将精加工后的缸筒装夹到缸筒装夹夹具上;内圆磨杆中的砂轮在驱动机构的驱使下旋转后,砂轮伸入缸筒的圆孔内后对圆孔的内壁进行磨削;缸筒随着缸筒装夹夹具自转;在内圆磨杆磨削过程中,内圆磨杆沿着机座水平进给,直至完成对缸筒的圆孔的磨削。通过内圆磨杆中砂轮的旋转以及缸筒的自转,随着内圆磨杆沿着机座水平进给,对缸筒中的圆孔进行磨削,通过砂轮的旋转以及缸筒的自转,两者相对的旋转加工继而提高圆孔的圆周度,使得缸筒中的圆孔圆周度的精度达到0.001毫米。本发明适用于深孔、
机械控深盲孔加工工艺.pdf
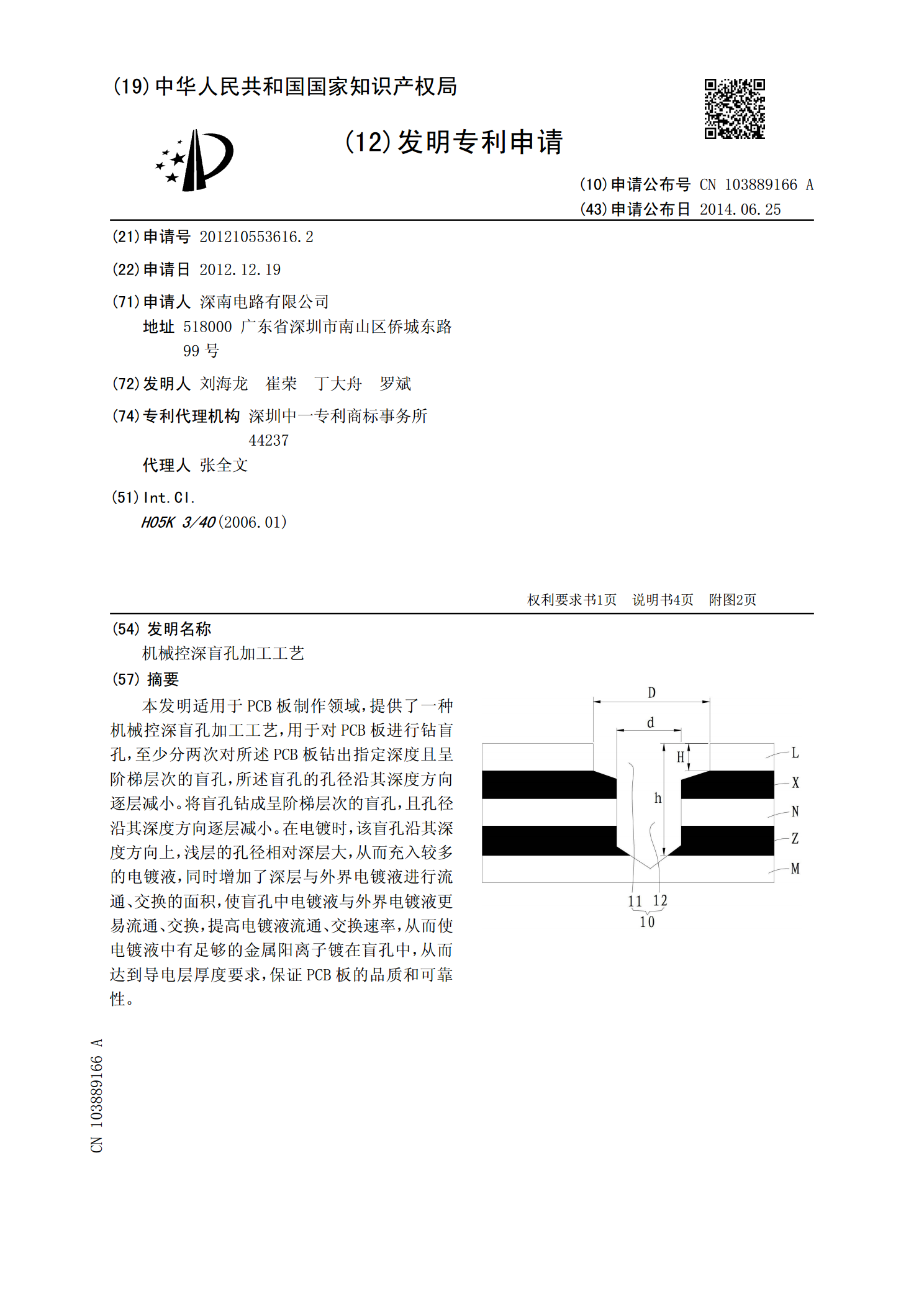
本发明适用于PCB板制作领域,提供了一种机械控深盲孔加工工艺,用于对PCB板进行钻盲孔,至少分两次对所述PCB板钻出指定深度且呈阶梯层次的盲孔,所述盲孔的孔径沿其深度方向逐层减小。将盲孔钻成呈阶梯层次的盲孔,且孔径沿其深度方向逐层减小。在电镀时,该盲孔沿其深度方向上,浅层的孔径相对深层大,从而充入较多的电镀液,同时增加了深层与外界电镀液进行流通、交换的面积,使盲孔中电镀液与外界电镀液更易流通、交换,提高电镀液流通、交换速率,从而使电镀液中有足够的金属阳离子镀在盲孔中,从而达到导电层厚度要求,保证PCB板的
一种细盲孔加工工艺.pdf
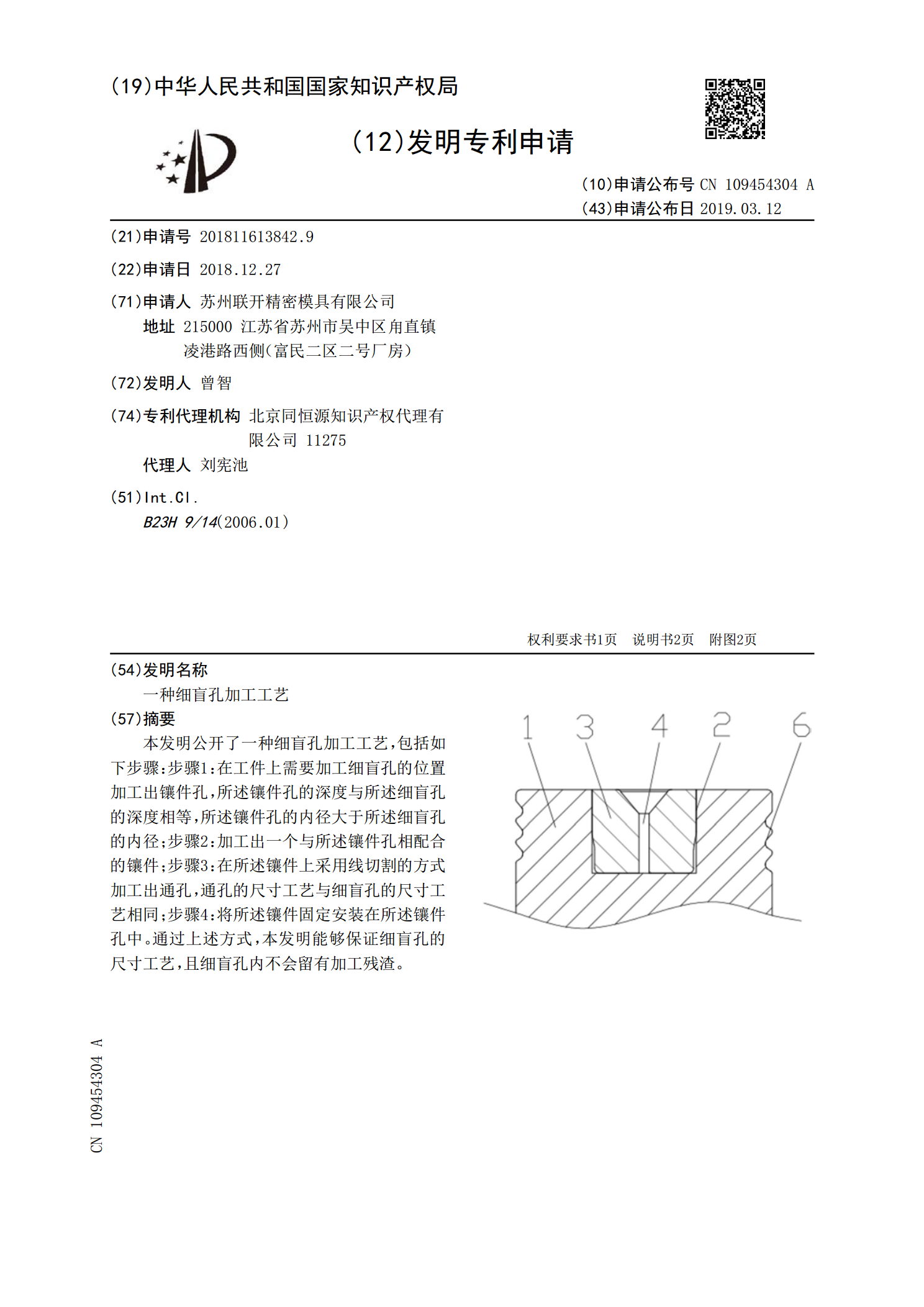
本发明公开了一种细盲孔加工工艺,包括如下步骤:步骤1:在工件上需要加工细盲孔的位置加工出镶件孔,所述镶件孔的深度与所述细盲孔的深度相等,所述镶件孔的内径大于所述细盲孔的内径;步骤2:加工出一个与所述镶件孔相配合的镶件;步骤3:在所述镶件上采用线切割的方式加工出通孔,通孔的尺寸工艺与细盲孔的尺寸工艺相同;步骤4:将所述镶件固定安装在所述镶件孔中。通过上述方式,本发明能够保证细盲孔的尺寸工艺,且细盲孔内不会留有加工残渣。