
一种埋盲孔结构的PCB板的压合工艺.pdf

Ke****67

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种埋盲孔结构的PCB板的压合工艺.pdf
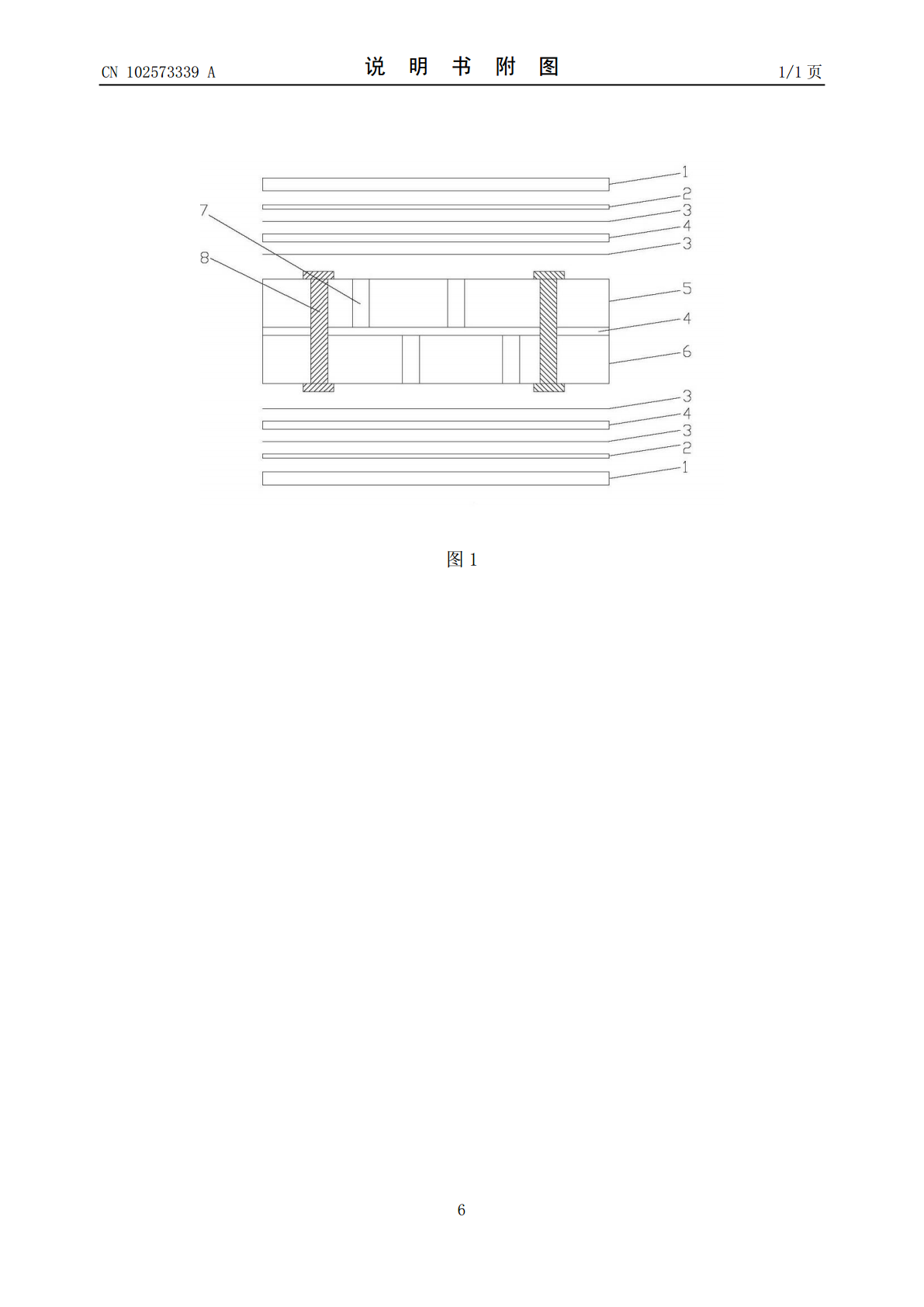
本发明公开了一种埋盲孔结构的PCB板的压合工艺,包括以下步骤:(1)对待压合的上芯板和下芯板钻导通孔,对导通孔进行电镀且实现图形转移,在上芯板和下芯板之间设置半固化片,通过铆钉将上芯板、半固化片和下芯板进行铆合连接;(2)上芯板上表面从下往上依次铺设离型膜、半固化片、离型膜、铝片、镜面钢板,下芯板下表面从上往下依次铺设离型膜、半固化片、离型膜、铝片、镜面钢板;(3)压合;(4)移出铝片,并且拆除附着离型膜的半固化片,得出成品。本发明操作方便,节省了人工成本,缩短了加工时间,提高了工作效率,降低了工作强度,
一种多层盲埋孔结构PCB板的生产工艺.pdf
本发明公开了一种多层盲埋孔结构PCB板的生产工艺,本发明的生产工艺在PCB板的边缘设置有铆合孔,在板中和边缘设计有流胶槽,在基板上设计有辅助孔;所有的基板和PP板在压合工艺之前先进行铆合,避免压合过程中出现爆板分层、白斑和白点等缺陷;流胶槽和阻流铜点帮助PP胶在压合的过程中顺畅的流动,使得盲孔等部位充分填胶,辅助孔有利于后续压合工艺中整个PCB板的抽真空处理。
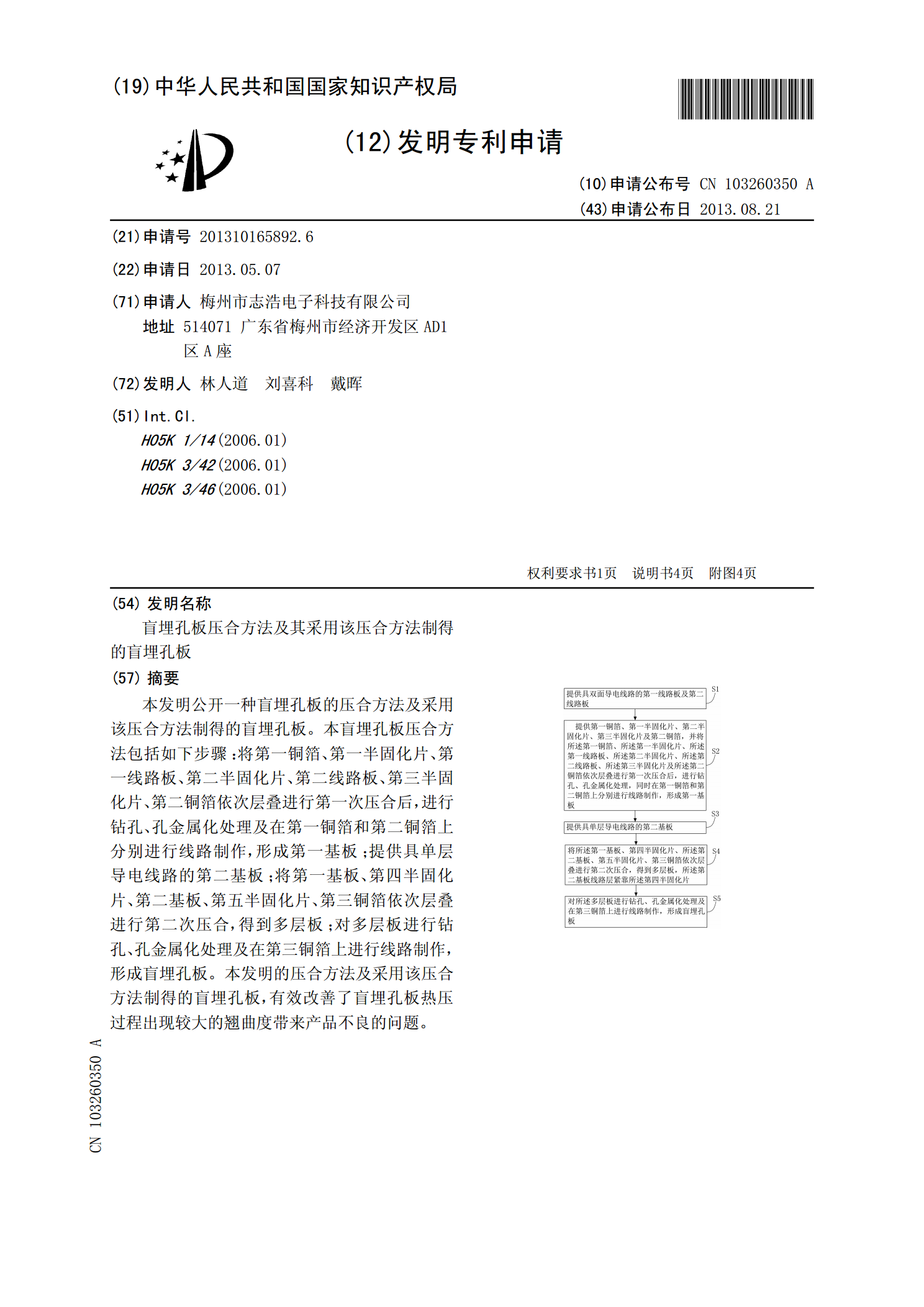
盲埋孔板压合方法及其采用该压合方法制得的盲埋孔板.pdf
本发明公开一种盲埋孔板的压合方法及采用该压合方法制得的盲埋孔板。本盲埋孔板压合方法包括如下步骤:将第一铜箔、第一半固化片、第一线路板、第二半固化片、第二线路板、第三半固化片、第二铜箔依次层叠进行第一次压合后,进行钻孔、孔金属化处理及在第一铜箔和第二铜箔上分别进行线路制作,形成第一基板;提供具单层导电线路的第二基板;将第一基板、第四半固化片、第二基板、第五半固化片、第三铜箔依次层叠进行第二次压合,得到多层板;对多层板进行钻孔、孔金属化处理及在第三铜箔上进行线路制作,形成盲埋孔板。本发明的压合方法及采用该压合
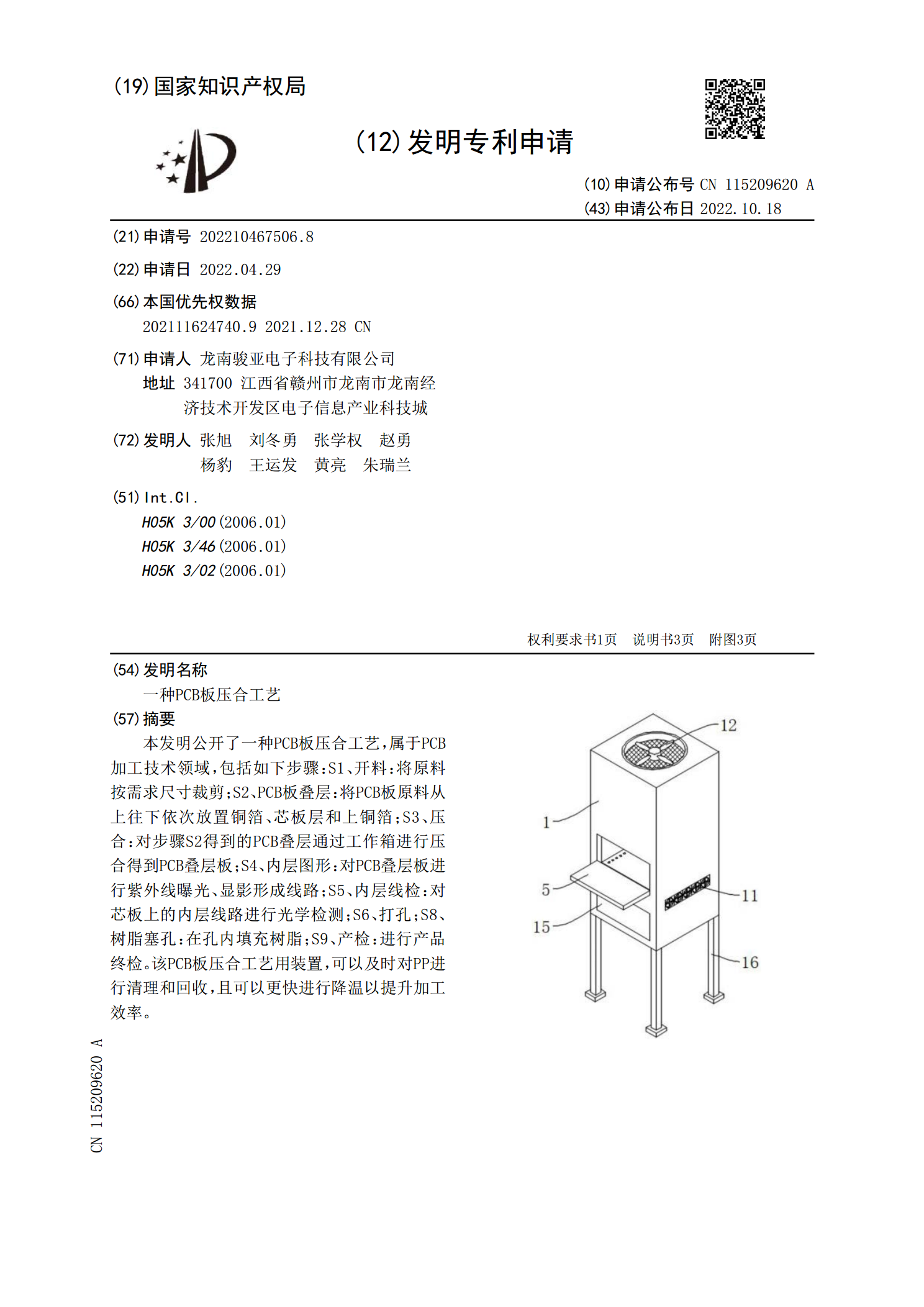
一种PCB板压合工艺.pdf
本发明公开了一种PCB板压合工艺,属于PCB加工技术领域,包括如下步骤:S1、开料:将原料按需求尺寸裁剪;S2、PCB板叠层:将PCB板原料从上往下依次放置铜箔、芯板层和上铜箔;S3、压合:对步骤S2得到的PCB叠层通过工作箱进行压合得到PCB叠层板;S4、内层图形:对PCB叠层板进行紫外线曝光、显影形成线路;S5、内层线检:对芯板上的内层线路进行光学检测;S6、打孔;S8、树脂塞孔:在孔内填充树脂;S9、产检:进行产品终检。该PCB板压合工艺用装置,可以及时对PP进行清理和回收,且可以更快进行降温以提升
盲埋孔板工艺流程.pptx
盲埋孔板工艺流程盲埋孔的结构盲埋孔板件的特点常规盲埋孔板示意图1板件工艺流程1常规盲埋孔板示意图2板件工艺流程2常规盲埋孔板示意图3板件工艺流程3常规盲埋孔板示意图4板件工艺流程4常规盲埋孔板示意图5板件工艺流程5常规盲埋孔板示意图6板件工艺流程6常规盲埋孔板示意图7板件工艺流程7常规盲埋孔板示意图8板件工艺流程8常规盲埋孔板示意图9板件工艺流程9常规盲埋孔板示意图10板件工艺流程10常规盲埋孔板示意图11板件工艺流程11常规盲埋孔板示意图12板件工艺流程12大于8层盲埋孔板的工程叠层设计芯板直接压合(尽