
电火花深盲孔加工装置.pdf

Jo****31


1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电火花深盲孔加工装置.pdf
本发明涉及电加工技术领域,公开了一种电火花深盲孔加工装置,其包括:自定位器,与自定位器一端相连的电极,以及与自定位器另一端相连的加长接杆。本发明中自定位器为中空圆柱体,其中空腔体内设置有进电压紧弹簧,所述进电压紧弹簧两端分别与所述电极和加长接杆相接触,可以根据孔的深度,增加加长接杆的数量,从而实现深孔加工、材料去除并达到所需的形状尺寸和表面质量要求,简化加工难度,提高成品合格率。

一种电火花深盲孔加工装置.pdf
本发明公开了一种电火花深盲孔加工装置,包括电极、伸缩杆及带导向槽的导向杆,导向槽内设弹簧,电极连接于弹簧前端,还包括基于伺服控制的丝杆螺母副及电动转向装置,丝杆螺母副位于导向槽内,且位于伸缩杆的下端以及弹簧的上端;在电动转向装置上端连接有基于伺服控制的液压伸缩装置;本发明通过电极将电能、热能等物理能量直接施加到被加工工件上,取代现有的使用普通刀具来切削工件材料,在加工过程中不需要施加明显的机械力,并且该装置可根据孔的深度,比较便捷地增加接杆的长度,从而实现深孔加工、材料去除并达到所需的形状尺寸和表面质量要
加工深盲孔异型曲面的装置.pdf
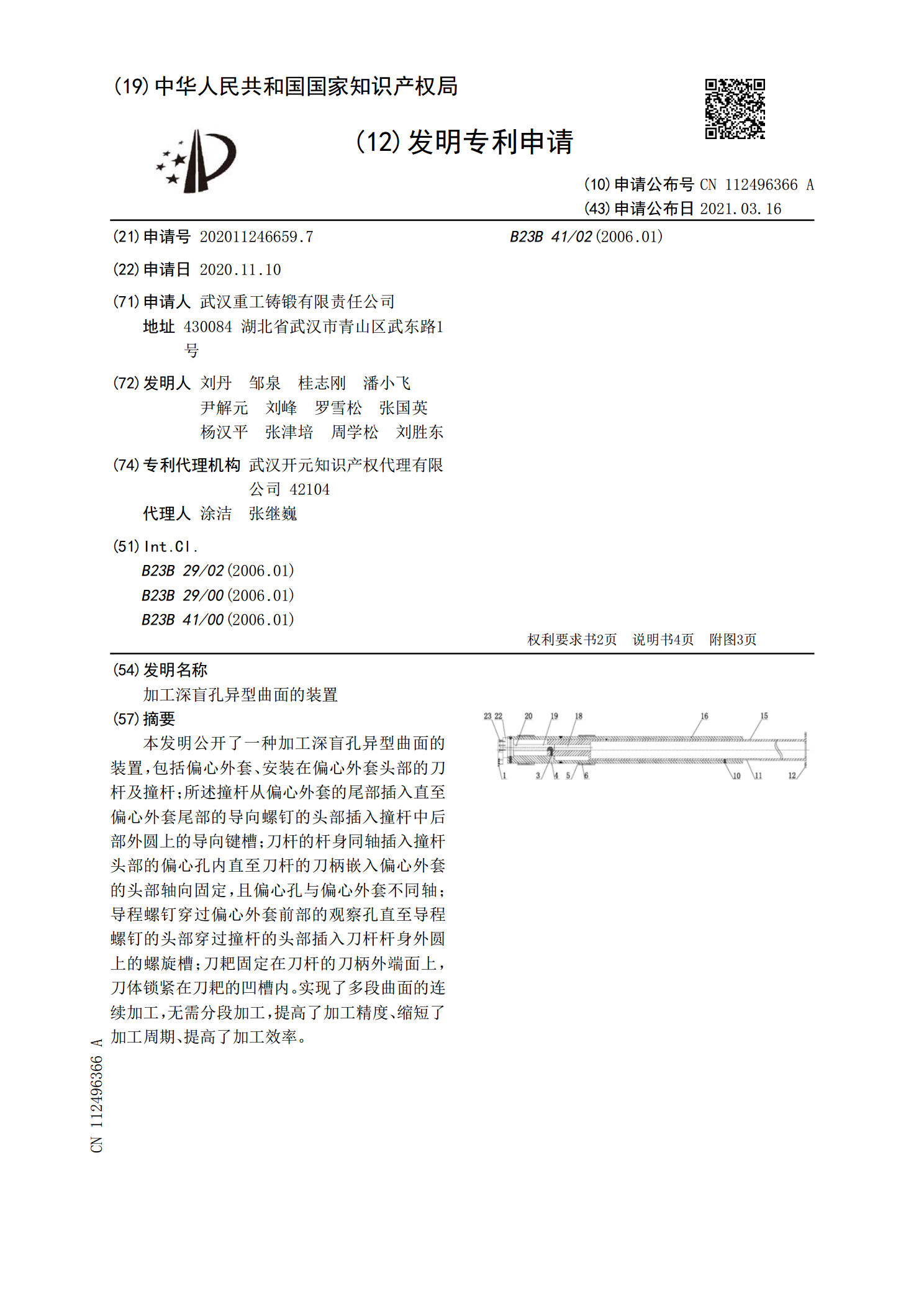
本发明公开了一种加工深盲孔异型曲面的装置,包括偏心外套、安装在偏心外套头部的刀杆及撞杆;所述撞杆从偏心外套的尾部插入直至偏心外套尾部的导向螺钉的头部插入撞杆中后部外圆上的导向键槽;刀杆的杆身同轴插入撞杆头部的偏心孔内直至刀杆的刀柄嵌入偏心外套的头部轴向固定,且偏心孔与偏心外套不同轴;导程螺钉穿过偏心外套前部的观察孔直至导程螺钉的头部穿过撞杆的头部插入刀杆杆身外圆上的螺旋槽;刀耙固定在刀杆的刀柄外端面上,刀体锁紧在刀耙的凹槽内。实现了多段曲面的连续加工,无需分段加工,提高了加工精度、缩短了加工周期、提高了加
深盲孔的加工方法.pdf
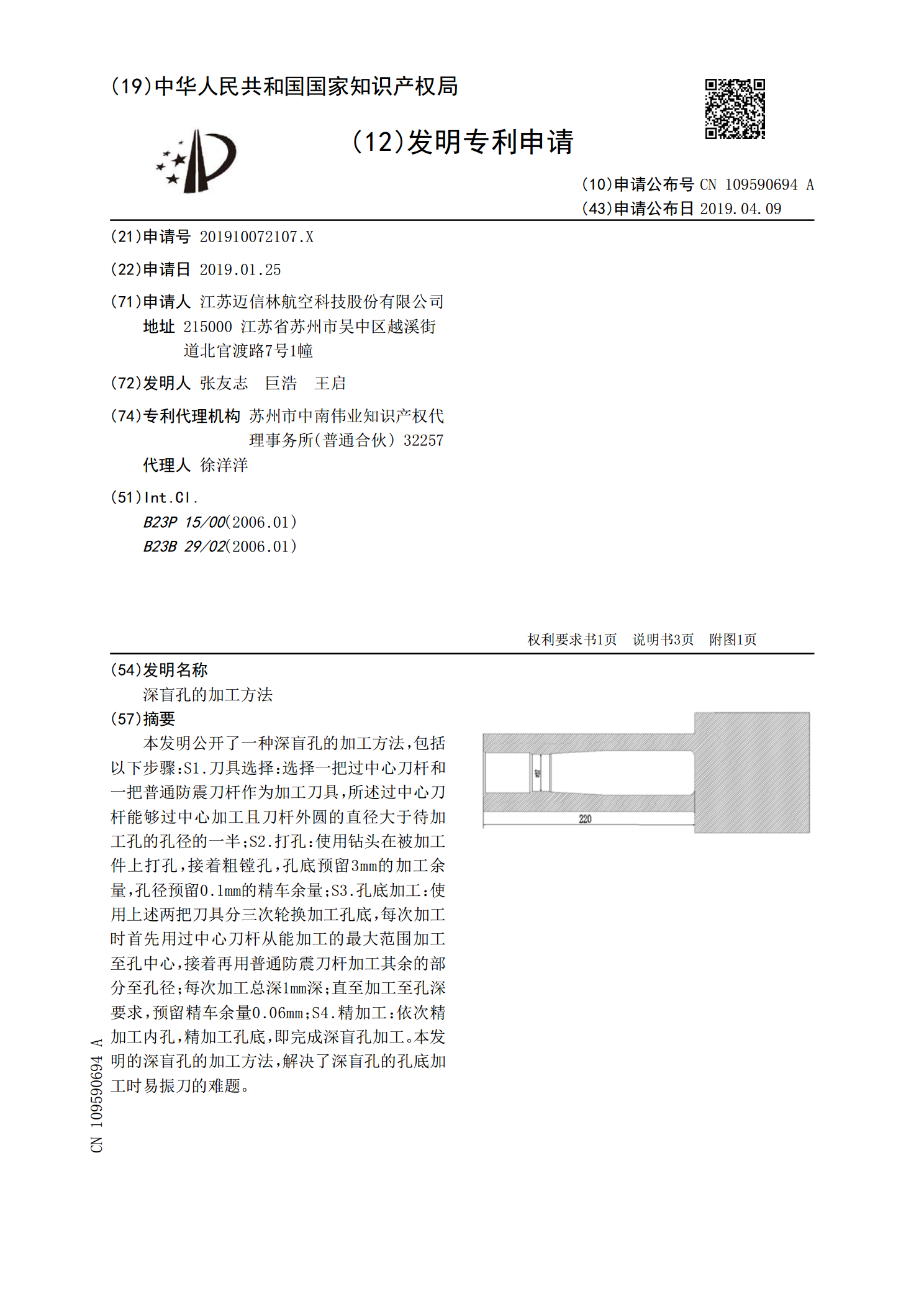
本发明公开了一种深盲孔的加工方法,包括以下步骤:S1.刀具选择:选择一把过中心刀杆和一把普通防震刀杆作为加工刀具,所述过中心刀杆能够过中心加工且刀杆外圆的直径大于待加工孔的孔径的一半;S2.打孔:使用钻头在被加工件上打孔,接着粗镗孔,孔底预留3mm的加工余量,孔径预留0.1mm的精车余量;S3.孔底加工:使用上述两把刀具分三次轮换加工孔底,每次加工时首先用过中心刀杆从能加工的最大范围加工至孔中心,接着再用普通防震刀杆加工其余的部分至孔径;每次加工总深1mm深;直至加工至孔深要求,预留精车余量0.06mm;

电火花深孔套料加工研究.docx
电火花深孔套料加工研究一、研究背景随着机械制造业的不断发展,产品的加工精度要求越来越高,尤其是对于一些复杂的产品,其加工难度也随之增加。电火花深孔套料加工技术是一种高精度、高效率的加工方法。通过电极电解作用,在金属工件上形成细小的放电通道,将放电能量导致的热量密集集中在工件上,进而熔化、汽化和蒸发工件上的材料,达到切削的目的。二、研究内容本文主要研究电火花深孔套料加工技术,主要包括以下几个方面:1.电火花深孔套料加工的原理和优势;2.电极材料选取及加工工艺;3.电极与工件间的距离对加工效果的影响;4.电火