
一种电火花深盲孔加工装置.pdf

努力****爱静


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电火花深盲孔加工装置.pdf
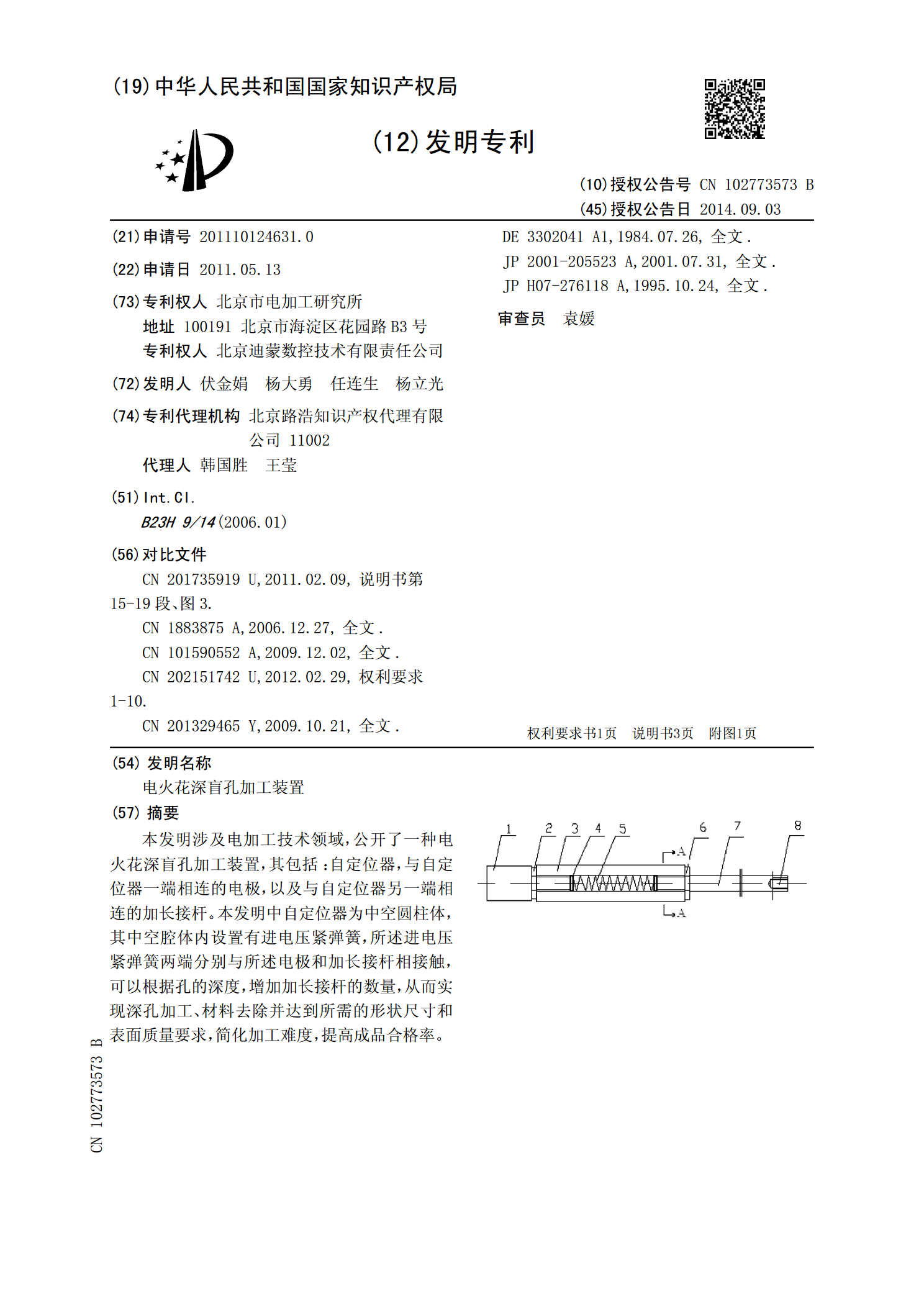
本发明涉及电加工技术领域,公开了一种电火花深盲孔加工装置,其包括:自定位器,与自定位器一端相连的电极,以及与自定位器另一端相连的加长接杆。本发明中自定位器为中空圆柱体,其中空腔体内设置有进电压紧弹簧,所述进电压紧弹簧两端分别与所述电极和加长接杆相接触,可以根据孔的深度,增加加长接杆的数量,从而实现深孔加工、材料去除并达到所需的形状尺寸和表面质量要求,简化加工难度,提高成品合格率。

一种电火花深盲孔加工装置.pdf
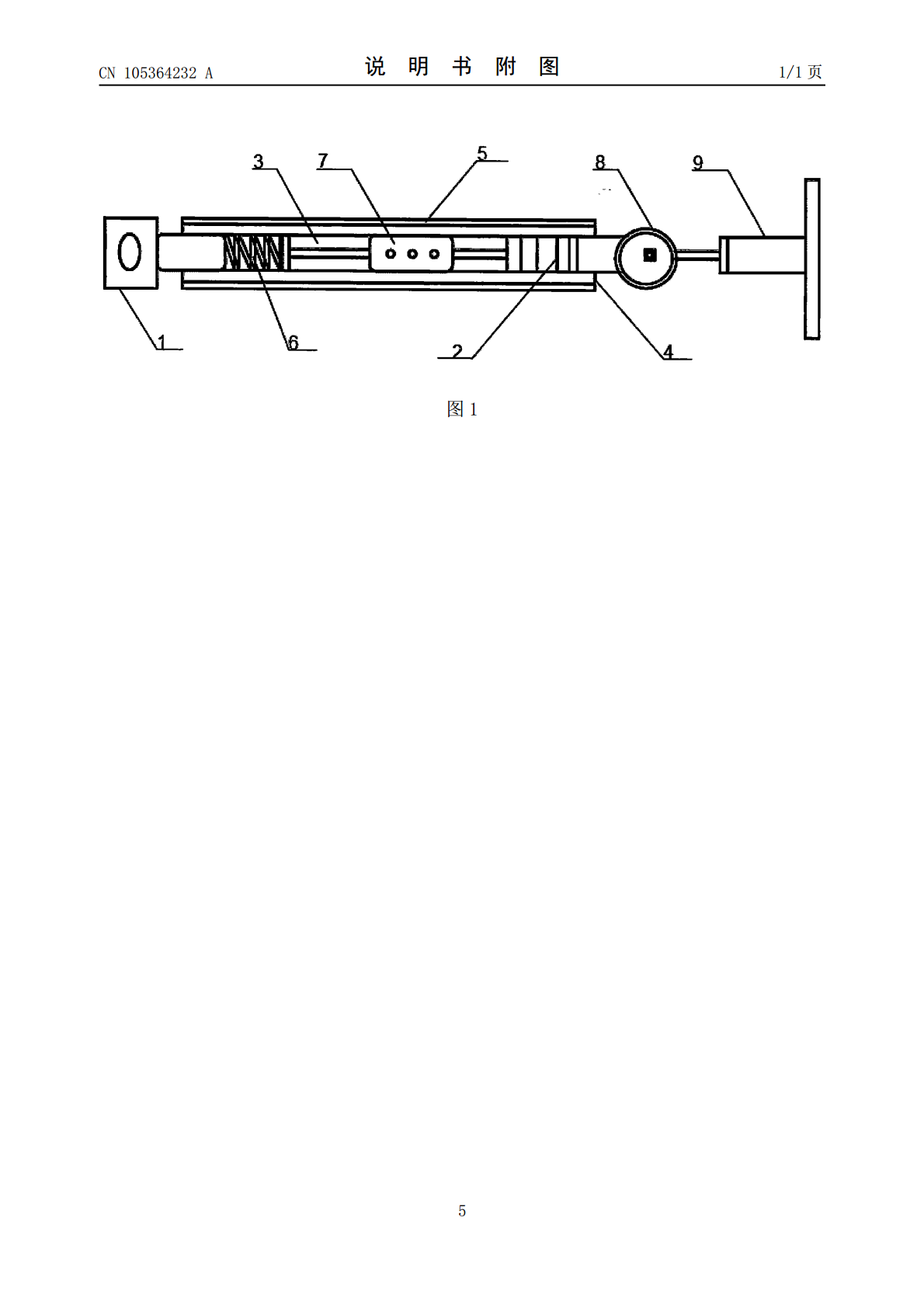
本发明公开了一种电火花深盲孔加工装置,包括电极、伸缩杆及带导向槽的导向杆,导向槽内设弹簧,电极连接于弹簧前端,还包括基于伺服控制的丝杆螺母副及电动转向装置,丝杆螺母副位于导向槽内,且位于伸缩杆的下端以及弹簧的上端;在电动转向装置上端连接有基于伺服控制的液压伸缩装置;本发明通过电极将电能、热能等物理能量直接施加到被加工工件上,取代现有的使用普通刀具来切削工件材料,在加工过程中不需要施加明显的机械力,并且该装置可根据孔的深度,比较便捷地增加接杆的长度,从而实现深孔加工、材料去除并达到所需的形状尺寸和表面质量要

一种用于加工深盲孔内沟槽的装置.pdf
一种用于加工深盲孔内沟槽的装置,解决了背景技术的不足,即刀杆刚性不足时会产生振刀现象,加工出的沟槽尺寸及表面粗糙度难以保证。其特征在于:刀杆6通过光杆螺栓7和螺母8与夹持杆9连接在一起;专用关节轴承3套装在刀杆6上;导管5穿过专用关节轴承3的外环,压装在刀杆6的导管槽内;刀头1安装在刀杆6的头部凹槽内,由两个方头螺钉2固定。其优点是:可以对各种深盲孔内沟槽进行加工,消除了振刀现象。加工出的内沟槽尺寸及表面粗糙度容易保证。对在普通车床上加工大尺寸的深盲孔内沟槽,如越程槽、退刀槽等极为适用。其使用方法简单,组
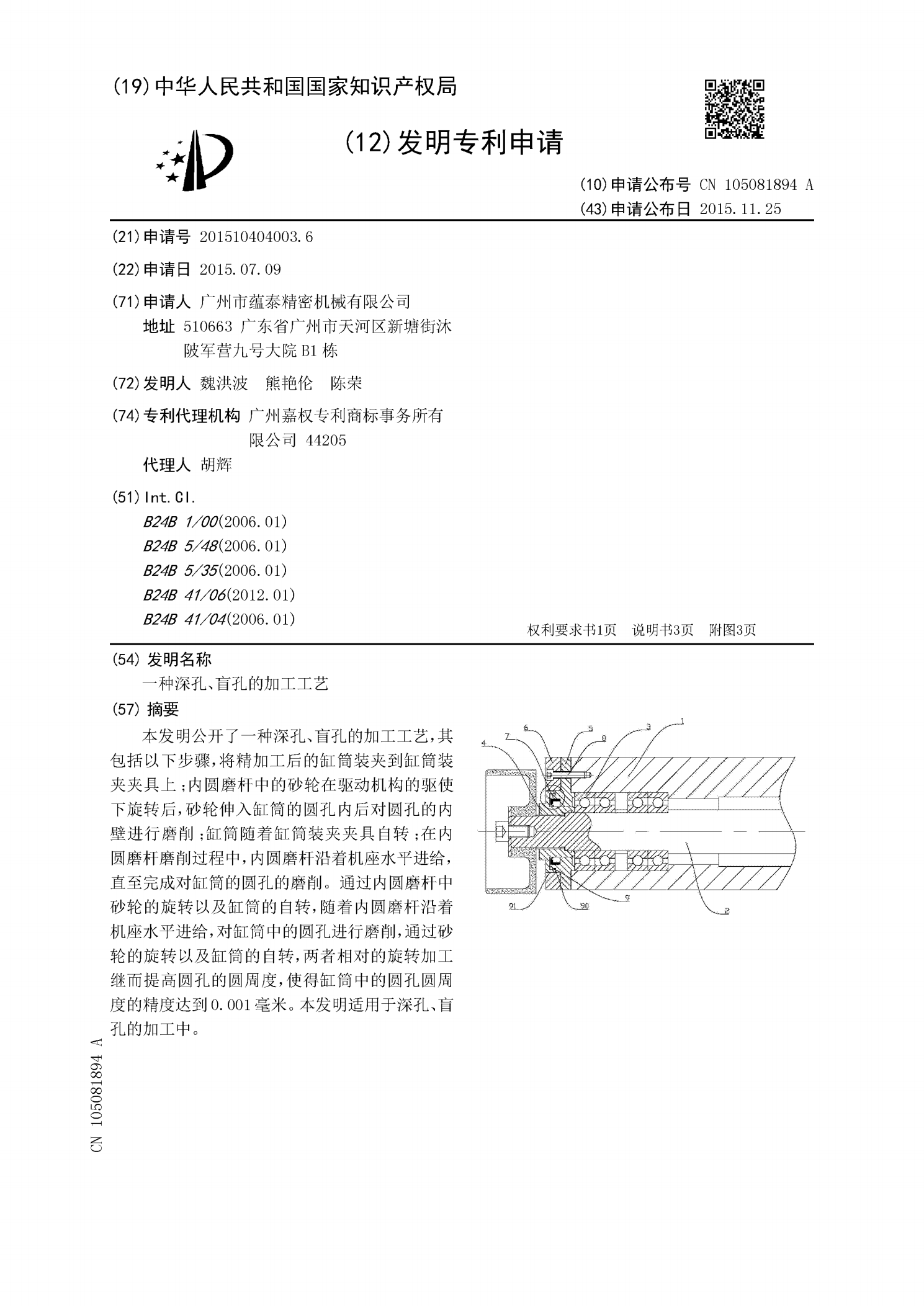
一种深孔、盲孔的加工工艺.pdf
本发明公开了一种深孔、盲孔的加工工艺,其包括以下步骤,将精加工后的缸筒装夹到缸筒装夹夹具上;内圆磨杆中的砂轮在驱动机构的驱使下旋转后,砂轮伸入缸筒的圆孔内后对圆孔的内壁进行磨削;缸筒随着缸筒装夹夹具自转;在内圆磨杆磨削过程中,内圆磨杆沿着机座水平进给,直至完成对缸筒的圆孔的磨削。通过内圆磨杆中砂轮的旋转以及缸筒的自转,随着内圆磨杆沿着机座水平进给,对缸筒中的圆孔进行磨削,通过砂轮的旋转以及缸筒的自转,两者相对的旋转加工继而提高圆孔的圆周度,使得缸筒中的圆孔圆周度的精度达到0.001毫米。本发明适用于深孔、
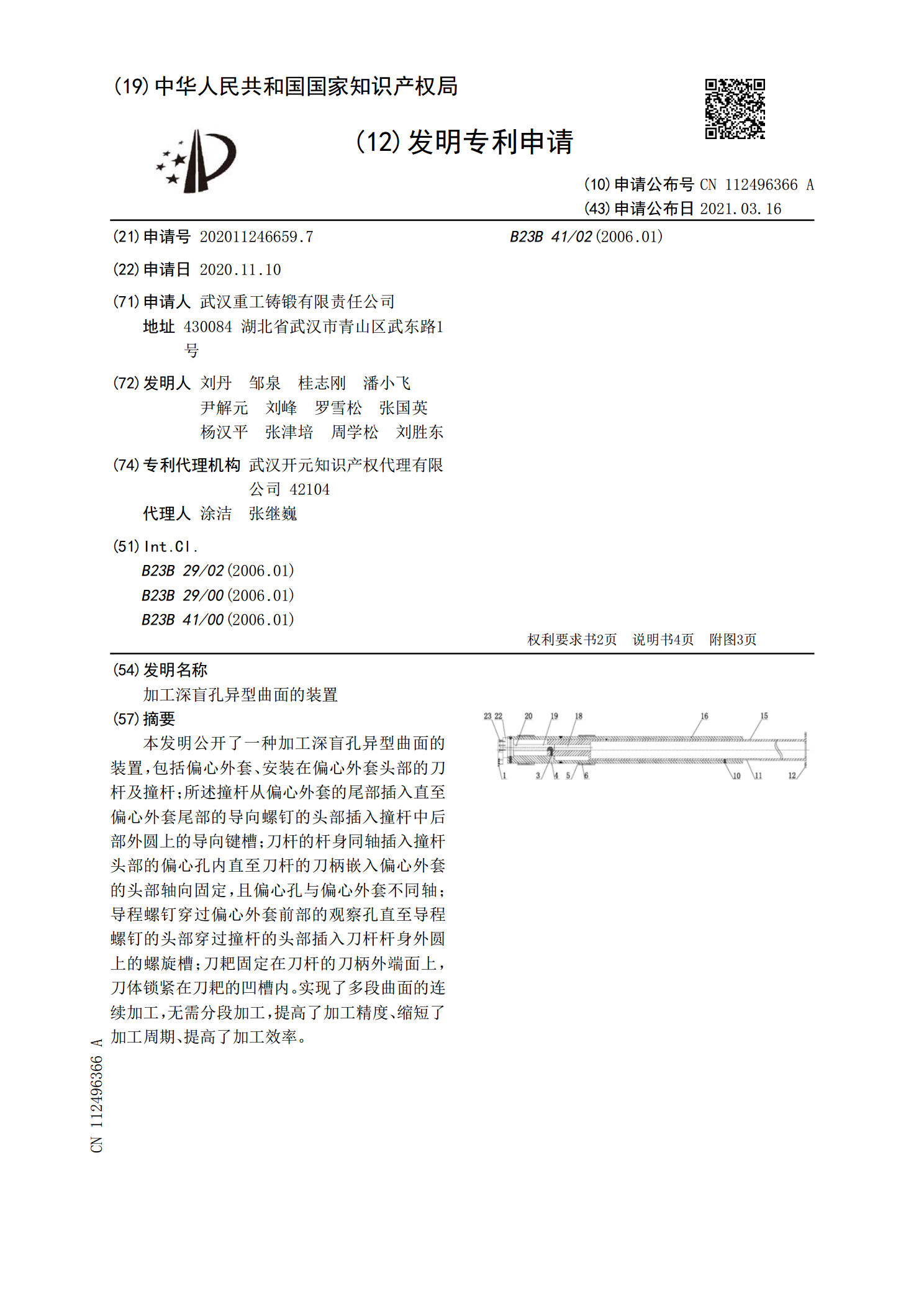
加工深盲孔异型曲面的装置.pdf
本发明公开了一种加工深盲孔异型曲面的装置,包括偏心外套、安装在偏心外套头部的刀杆及撞杆;所述撞杆从偏心外套的尾部插入直至偏心外套尾部的导向螺钉的头部插入撞杆中后部外圆上的导向键槽;刀杆的杆身同轴插入撞杆头部的偏心孔内直至刀杆的刀柄嵌入偏心外套的头部轴向固定,且偏心孔与偏心外套不同轴;导程螺钉穿过偏心外套前部的观察孔直至导程螺钉的头部穿过撞杆的头部插入刀杆杆身外圆上的螺旋槽;刀耙固定在刀杆的刀柄外端面上,刀体锁紧在刀耙的凹槽内。实现了多段曲面的连续加工,无需分段加工,提高了加工精度、缩短了加工周期、提高了加