
加工深盲孔异型曲面的装置.pdf

一吃****继勇


1/10
2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
加工深盲孔异型曲面的装置.pdf
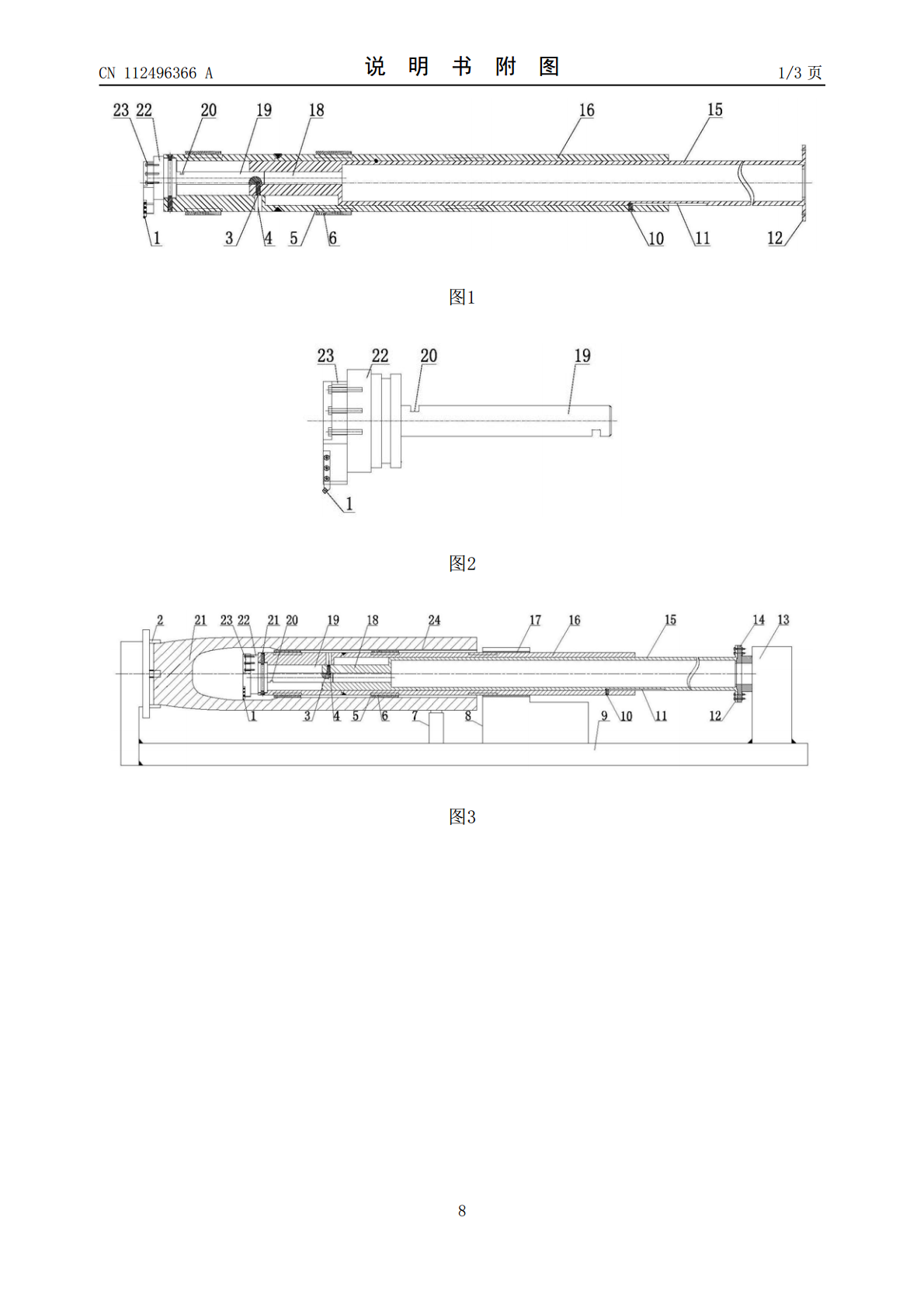
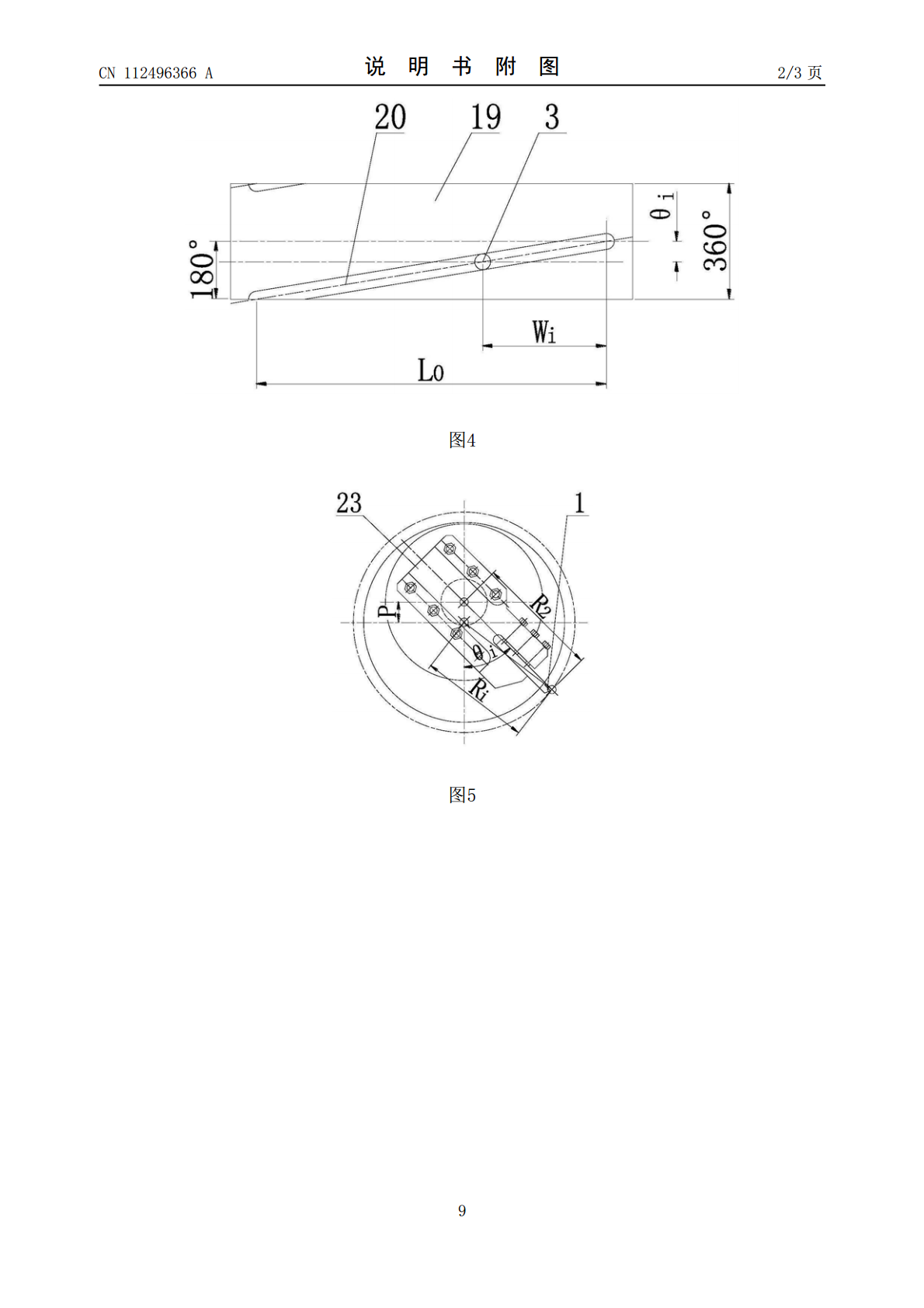
本发明公开了一种加工深盲孔异型曲面的装置,包括偏心外套、安装在偏心外套头部的刀杆及撞杆;所述撞杆从偏心外套的尾部插入直至偏心外套尾部的导向螺钉的头部插入撞杆中后部外圆上的导向键槽;刀杆的杆身同轴插入撞杆头部的偏心孔内直至刀杆的刀柄嵌入偏心外套的头部轴向固定,且偏心孔与偏心外套不同轴;导程螺钉穿过偏心外套前部的观察孔直至导程螺钉的头部穿过撞杆的头部插入刀杆杆身外圆上的螺旋槽;刀耙固定在刀杆的刀柄外端面上,刀体锁紧在刀耙的凹槽内。实现了多段曲面的连续加工,无需分段加工,提高了加工精度、缩短了加工周期、提高了加
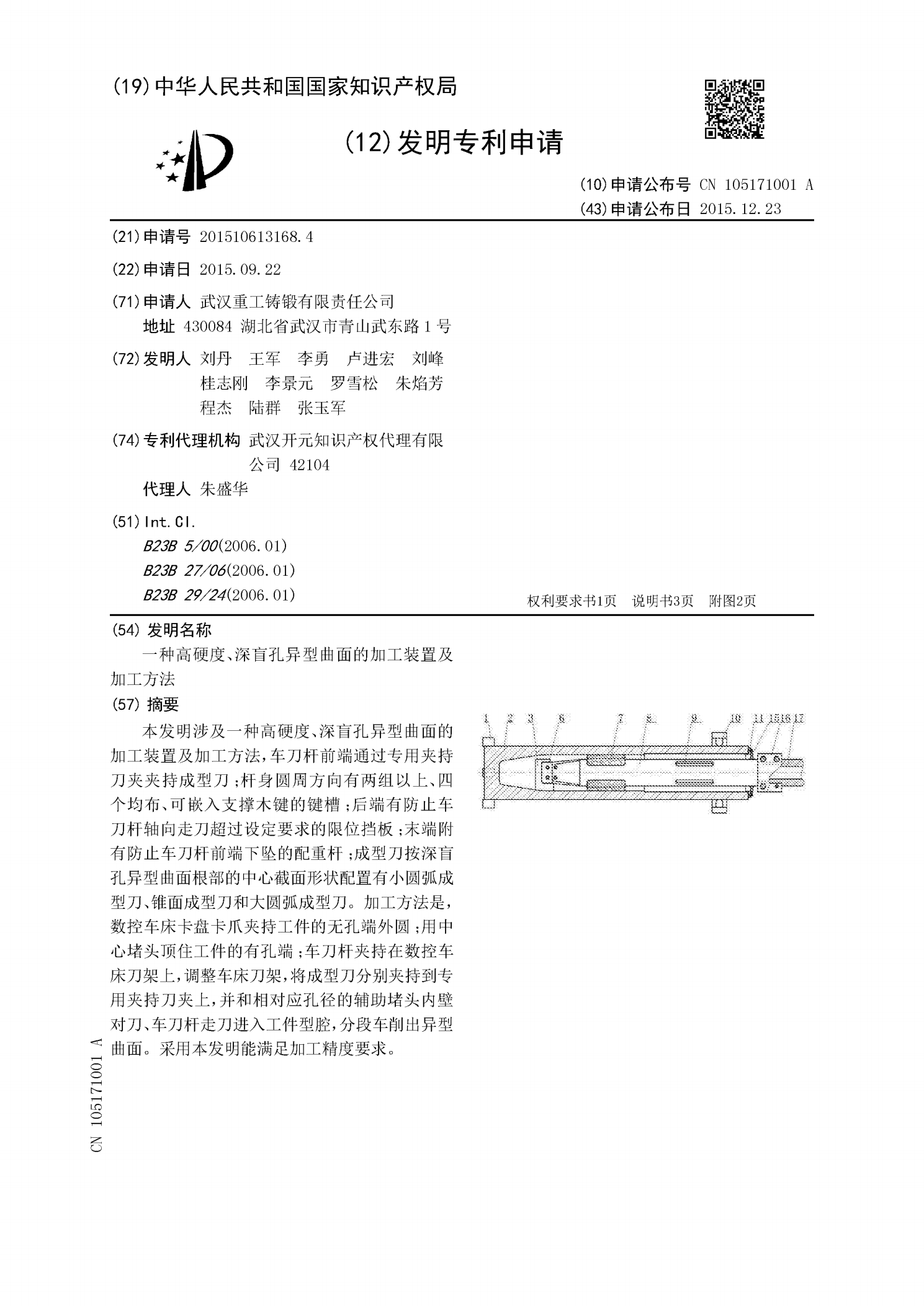
一种高硬度、深盲孔异型曲面的加工装置及加工方法.pdf
本发明涉及一种高硬度、深盲孔异型曲面的加工装置及加工方法,车刀杆前端通过专用夹持刀夹夹持成型刀;杆身圆周方向有两组以上、四个均布、可嵌入支撑木键的键槽;后端有防止车刀杆轴向走刀超过设定要求的限位挡板;末端附有防止车刀杆前端下坠的配重杆;成型刀按深盲孔异型曲面根部的中心截面形状配置有小圆弧成型刀、锥面成型刀和大圆弧成型刀。加工方法是,数控车床卡盘卡爪夹持工件的无孔端外圆;用中心堵头顶住工件的有孔端;车刀杆夹持在数控车床刀架上,调整车床刀架,将成型刀分别夹持到专用夹持刀夹上,并和相对应孔径的辅助堵头内壁对刀、
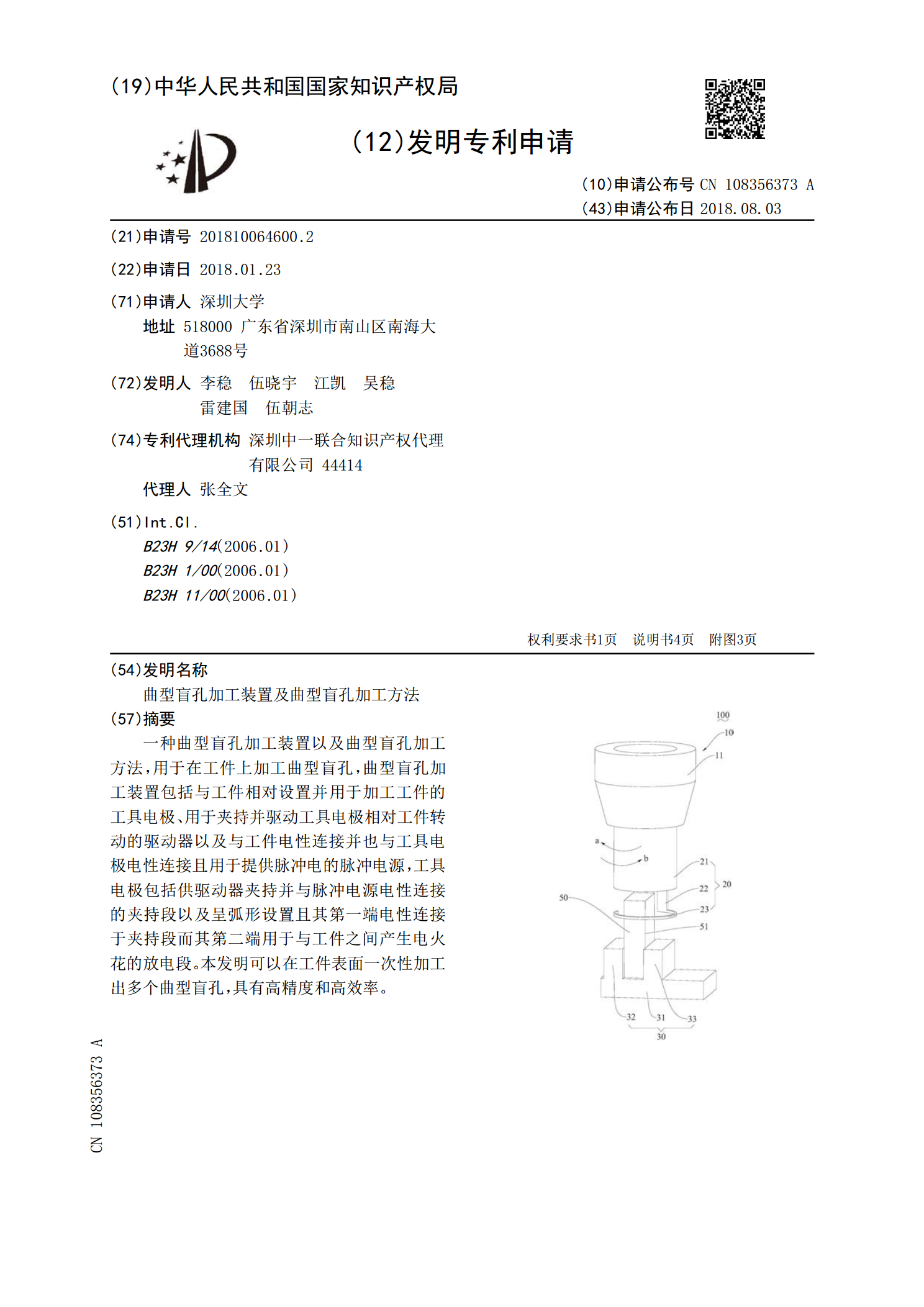
曲型盲孔加工装置及曲型盲孔加工方法.pdf
一种曲型盲孔加工装置以及曲型盲孔加工方法,用于在工件上加工曲型盲孔,曲型盲孔加工装置包括与工件相对设置并用于加工工件的工具电极、用于夹持并驱动工具电极相对工件转动的驱动器以及与工件电性连接并也与工具电极电性连接且用于提供脉冲电的脉冲电源,工具电极包括供驱动器夹持并与脉冲电源电性连接的夹持段以及呈弧形设置且其第一端电性连接于夹持段而其第二端用于与工件之间产生电火花的放电段。本发明可以在工件表面一次性加工出多个曲型盲孔,具有高精度和高效率。
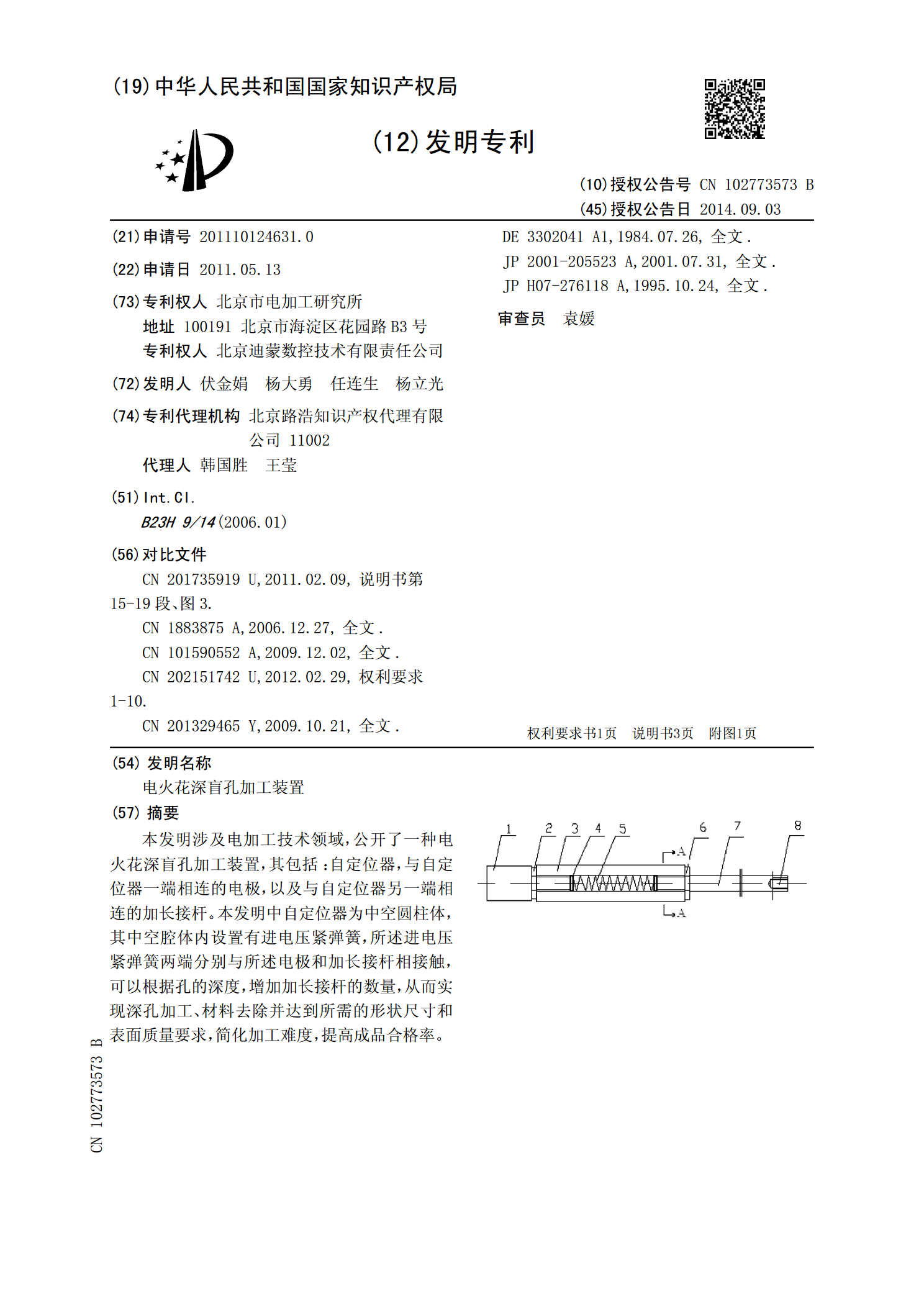
电火花深盲孔加工装置.pdf
本发明涉及电加工技术领域,公开了一种电火花深盲孔加工装置,其包括:自定位器,与自定位器一端相连的电极,以及与自定位器另一端相连的加长接杆。本发明中自定位器为中空圆柱体,其中空腔体内设置有进电压紧弹簧,所述进电压紧弹簧两端分别与所述电极和加长接杆相接触,可以根据孔的深度,增加加长接杆的数量,从而实现深孔加工、材料去除并达到所需的形状尺寸和表面质量要求,简化加工难度,提高成品合格率。
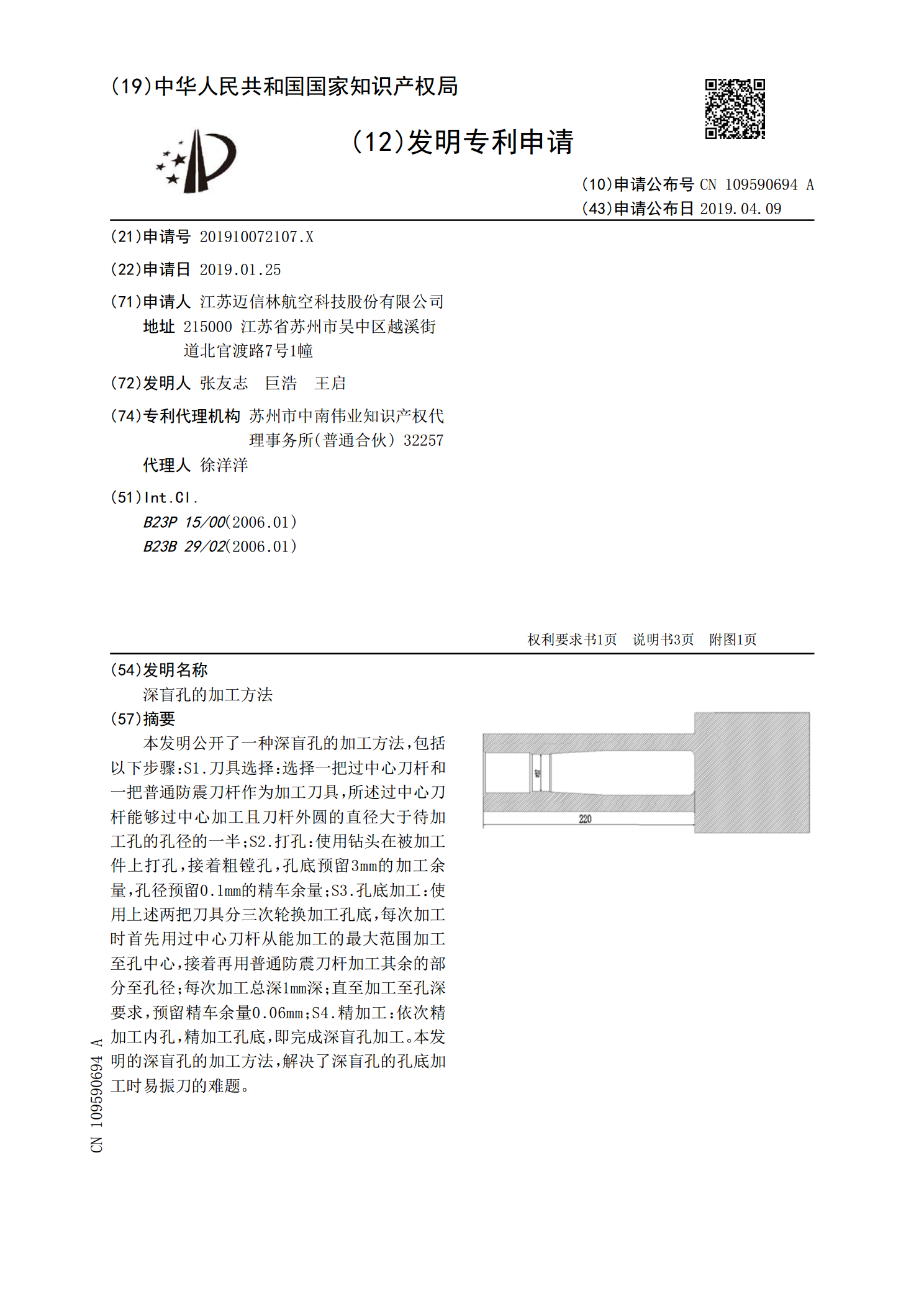
深盲孔的加工方法.pdf
本发明公开了一种深盲孔的加工方法,包括以下步骤:S1.刀具选择:选择一把过中心刀杆和一把普通防震刀杆作为加工刀具,所述过中心刀杆能够过中心加工且刀杆外圆的直径大于待加工孔的孔径的一半;S2.打孔:使用钻头在被加工件上打孔,接着粗镗孔,孔底预留3mm的加工余量,孔径预留0.1mm的精车余量;S3.孔底加工:使用上述两把刀具分三次轮换加工孔底,每次加工时首先用过中心刀杆从能加工的最大范围加工至孔中心,接着再用普通防震刀杆加工其余的部分至孔径;每次加工总深1mm深;直至加工至孔深要求,预留精车余量0.06mm;