
平衡软硬结合板软板区应力的方法.pdf

波峻****99

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
平衡软硬结合板软板区应力的方法.pdf
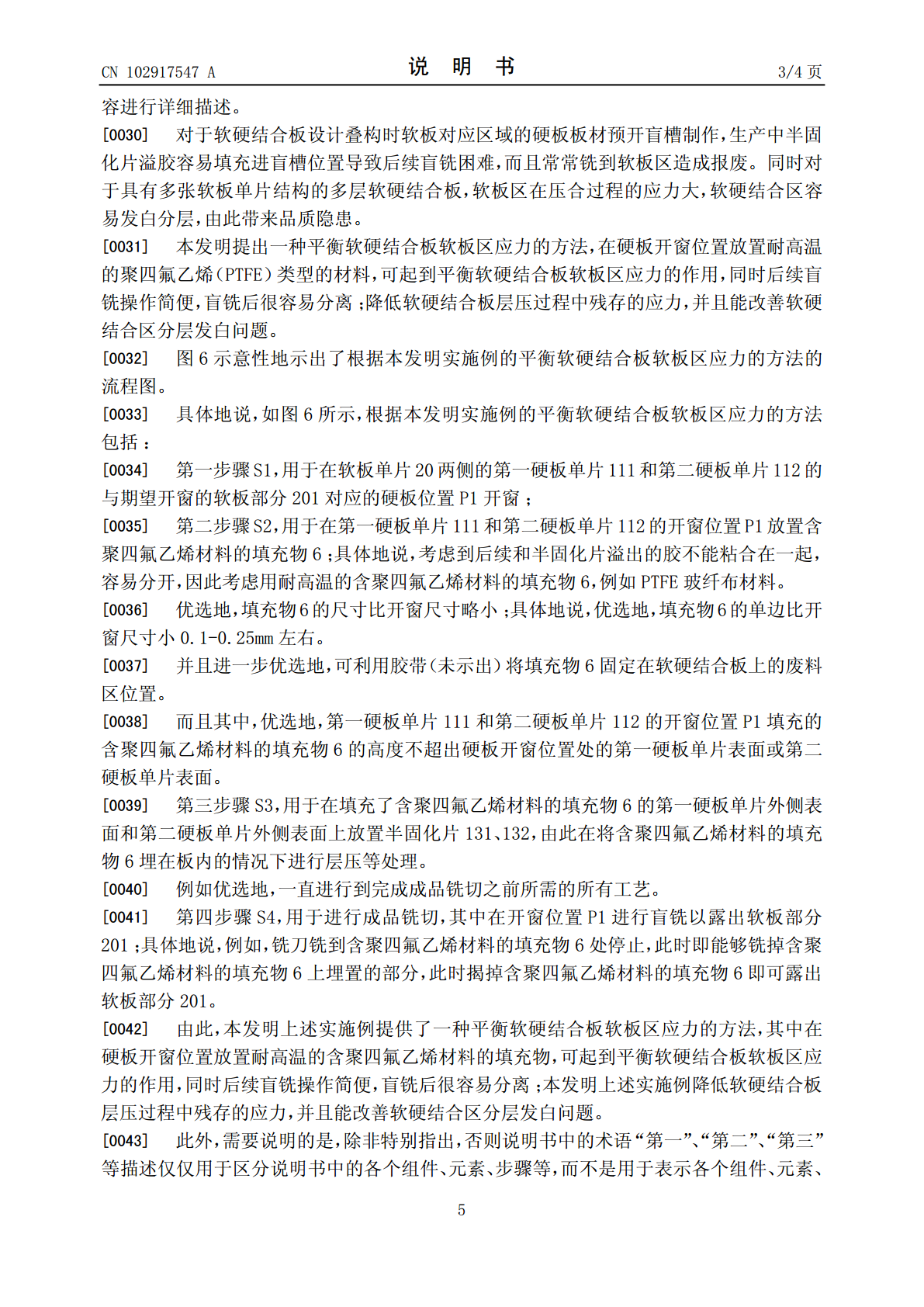
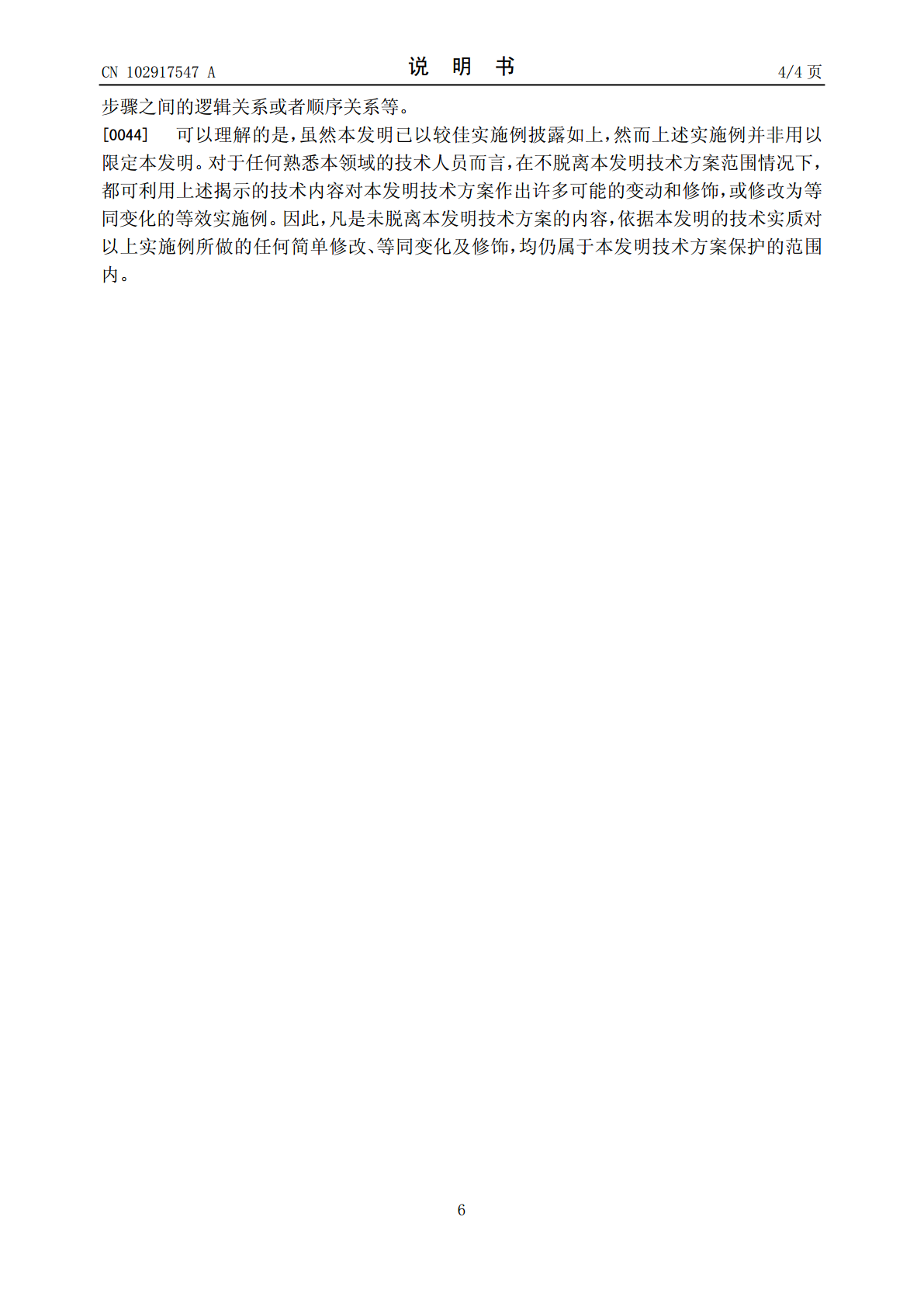
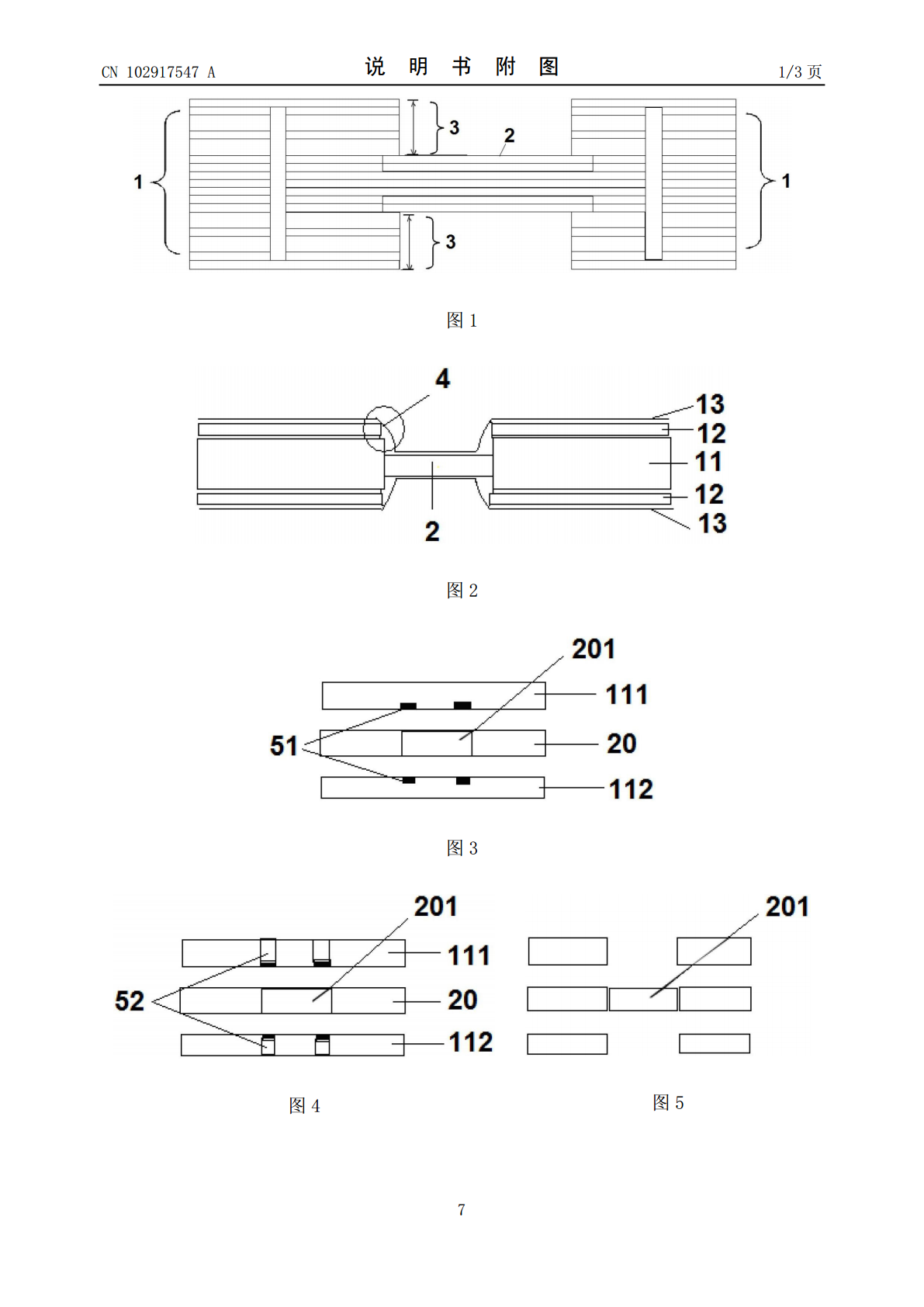
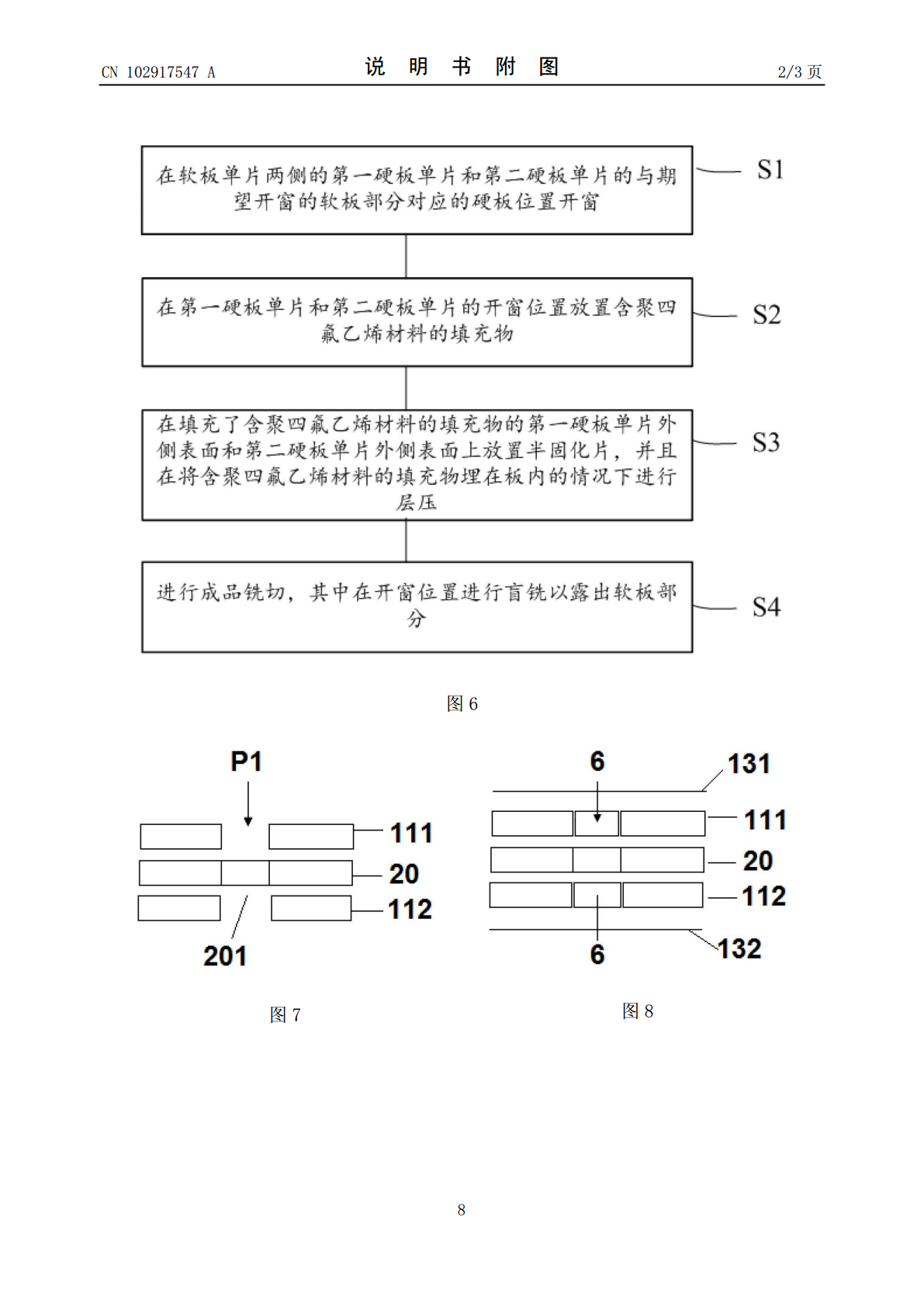
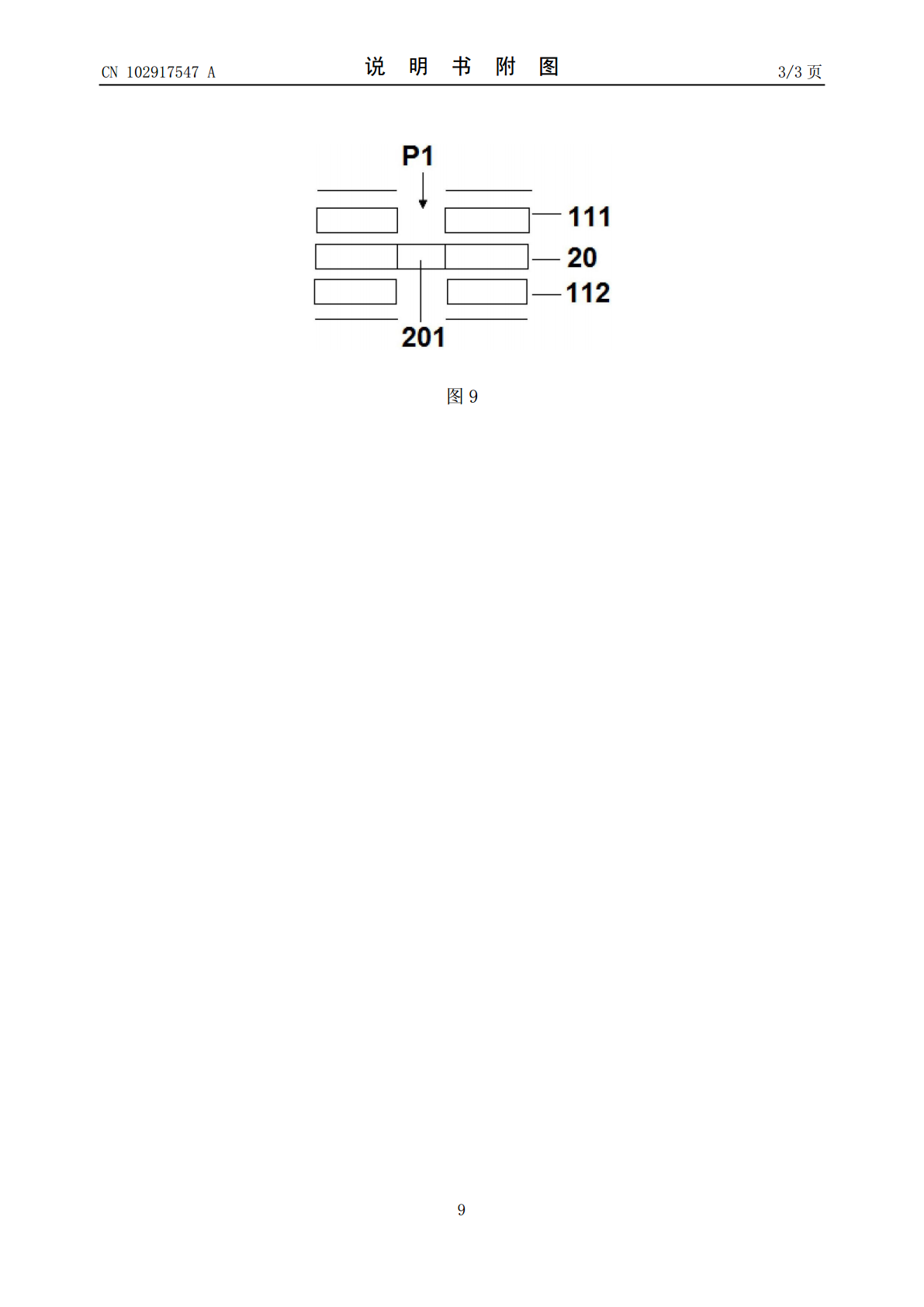
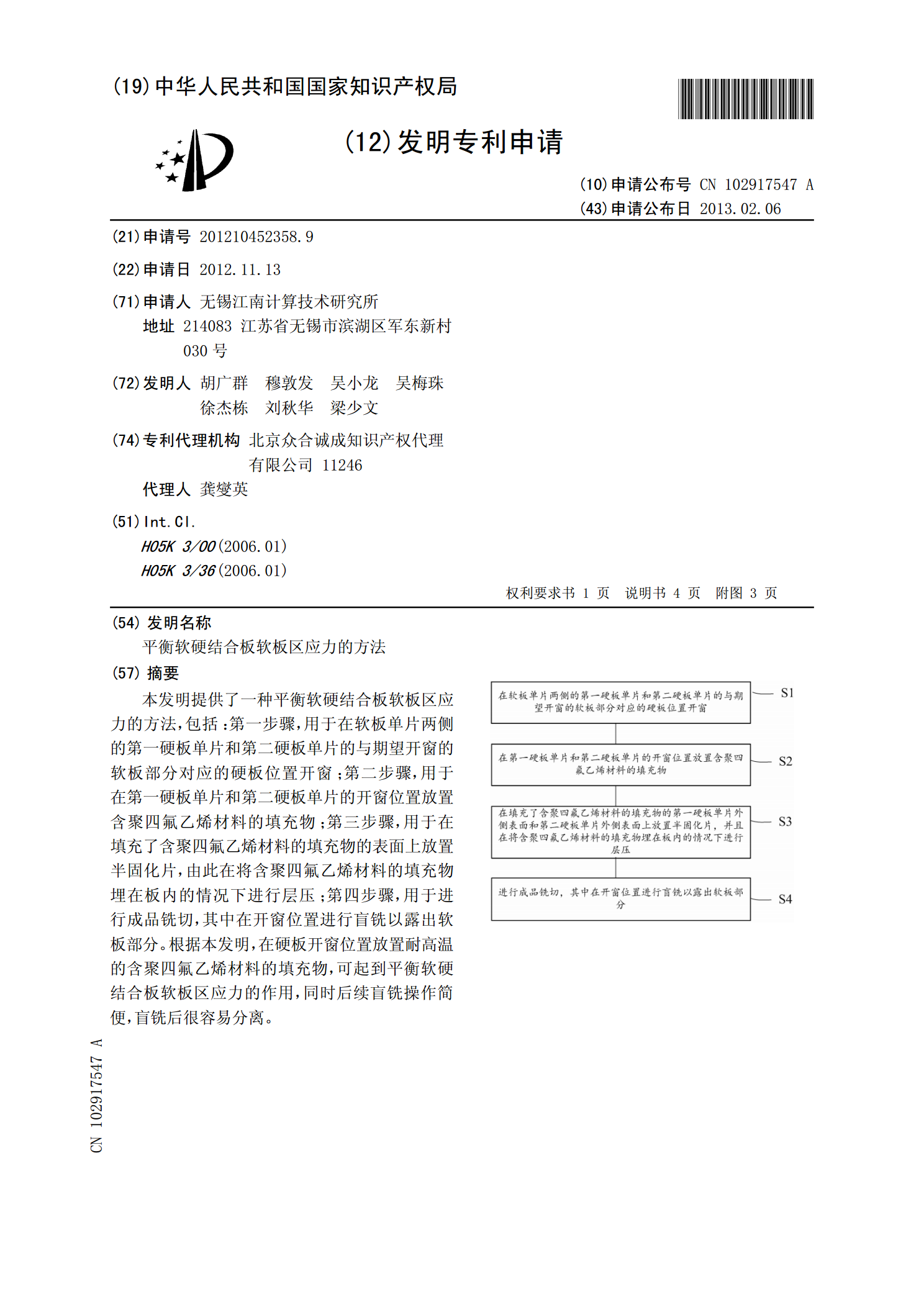
本发明提供了一种平衡软硬结合板软板区应力的方法,包括:第一步骤,用于在软板单片两侧的第一硬板单片和第二硬板单片的与期望开窗的软板部分对应的硬板位置开窗;第二步骤,用于在第一硬板单片和第二硬板单片的开窗位置放置含聚四氟乙烯材料的填充物;第三步骤,用于在填充了含聚四氟乙烯材料的填充物的表面上放置半固化片,由此在将含聚四氟乙烯材料的填充物埋在板内的情况下进行层压;第四步骤,用于进行成品铣切,其中在开窗位置进行盲铣以露出软板部分。根据本发明,在硬板开窗位置放置耐高温的含聚四氟乙烯材料的填充物,可起到平衡软硬结合板

软板区具有多种表面处理工艺的软硬结合板的加工方法.pdf
一种软板区具有多种表面处理工艺的软硬结合板的加工方法,其利用软板内层加工后,板面还是平整的,提前在“需要上保护膜的焊接PAD”上印刷上一层保护油墨,将焊接PAD先保护起来。然后进行软硬结合板压合时,将流动半固化片层只保留硬板区域,在软板区域沿着开盖线“掏空”,上面再覆盖外层硬板层,在软件结合板开盖后,露出软板区域,再在手指PAD镀上金;清洗掉保护油墨,在“需要上保护膜的焊接PAD”上形成一层有机保护膜。最终在软硬结合板的软板区域形成了两种表面处理。本发明的实用性强,具有较强的推意义。
软硬结合板软板线路设计规范.pdf
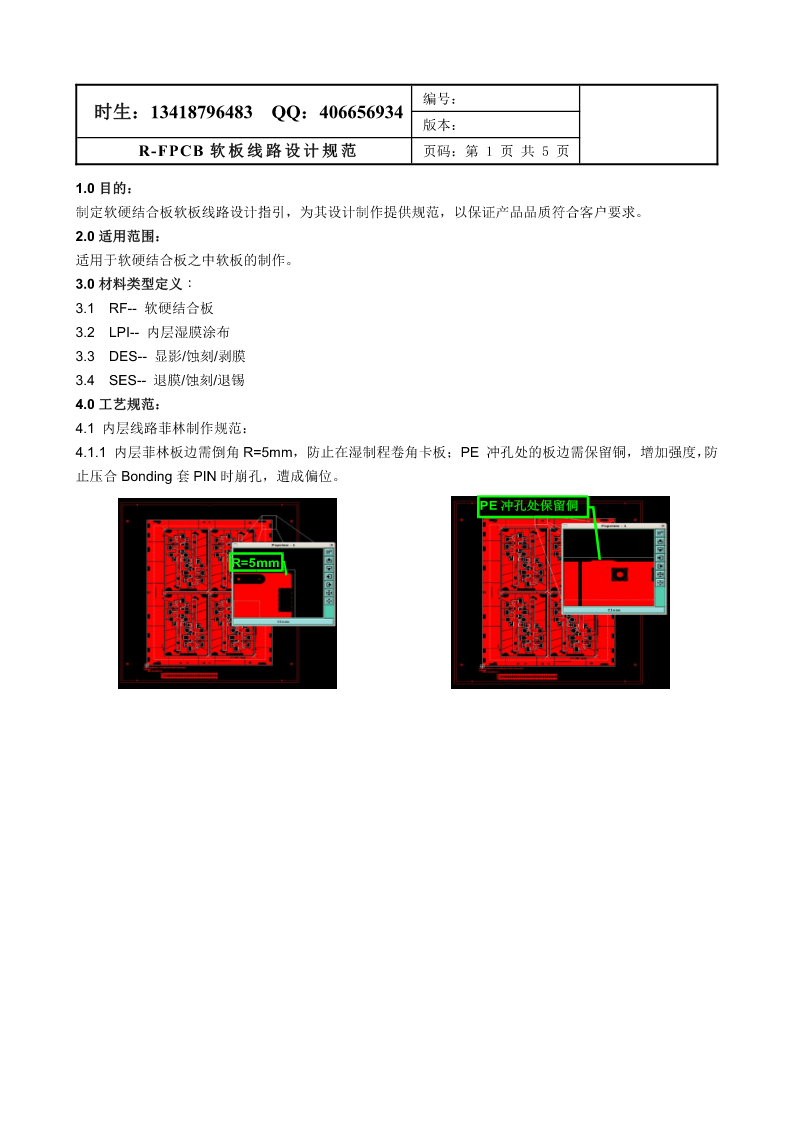
编号:时生:13418796483QQ:406656934版本:R-FPCB软板线路设计规范页码:1.0目的:制定软硬结合板软板线路设计指引,为其设计制作提供规范,以保证产品品质符合客户要求。2.0适用范围:适用于软硬结合板之中软板的制作。3.0材料类型定义:3.1RF--软硬结合板3.2LPI--内层湿膜涂布3.3DES--显影/蚀刻/剥膜3.4SES--退膜/蚀刻/退锡4.0工艺规范:4.1内层线路菲林制作规范:4.1.1内层菲林板边需倒角R=5mm,防止在湿制程卷角卡板;PE冲孔处的板边

软硬结合板感光膜保护软板的制作方法.pdf
本发明涉及一种软硬结合板感光膜保护软板的制作方法,其特征是,包括以下步骤:步骤一、在软板上压合覆盖膜,覆盖膜上开窗露出铜面;步骤二、在软板的上下板面覆盖感光膜,感光膜经过压膜、曝光、显影后保留软板上开窗位置处上下表面的感光膜,形成局部感光膜;步骤三、根据局部感光膜的位置和大小,在半固化片上进行成型开窗;步骤四、将半固化片对称定位叠合于软板的上下表面,再在半固化片上依次对称叠合铜箔、压垫胶和压垫纸;步骤五、将板材进行固化压合,压合后拆除压垫胶和压垫纸;在板材上按照需要进行钻孔、镀铜、压膜、曝光、显影、蚀刻和

软硬结合板揭盖的方法及软硬结合板.pdf
本申请申请涉及印制电路板技术领域,提供了一种软硬结合板揭盖的方法及软硬结合板,该软硬结合板揭盖的方法包括:提供一基板,基板包括芯板层、PET层和PP层,芯板层具有废料区域和产品单元区域,芯板层上具有揭盖区域,揭盖区域有第一边和第二边以及第三边和第四边,第三边包括第一子边和第二子边,第四边包括第三子边和第四子边;在基板上切割出第一起手线槽和第二起手线槽;在基板上切割出第一切割线槽和第二切割线槽;在基板上切割出一辅助揭盖线槽;将位于揭盖区域内的PP层和位于揭盖区域内的PET层揭除。本申请之软硬结合板揭盖的方法