
深孔双螺旋内冷钻头.pdf

努力****冰心

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
深孔双螺旋内冷钻头.pdf
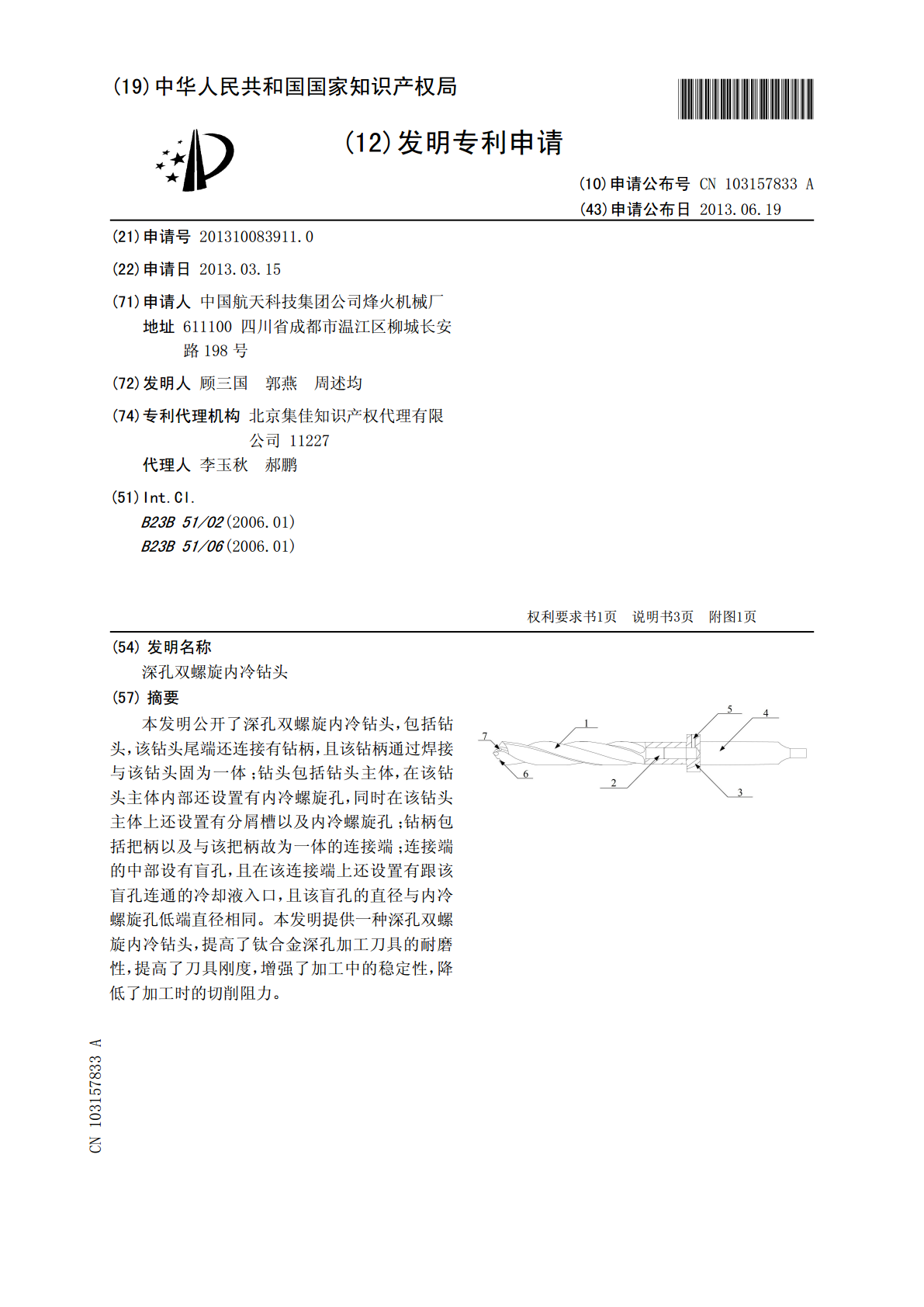
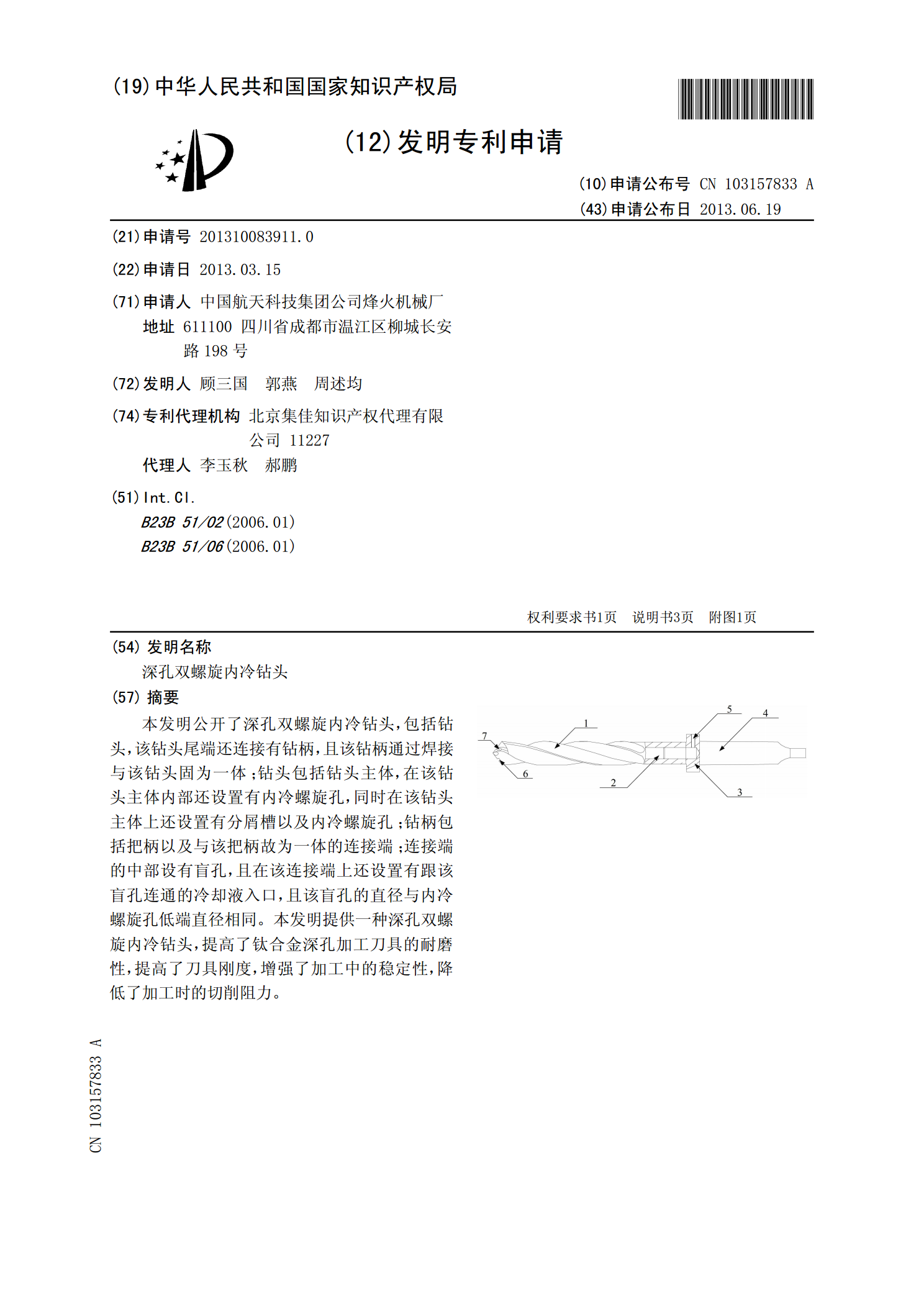
本发明公开了深孔双螺旋内冷钻头,包括钻头,该钻头尾端还连接有钻柄,且该钻柄通过焊接与该钻头固为一体;钻头包括钻头主体,在该钻头主体内部还设置有内冷螺旋孔,同时在该钻头主体上还设置有分屑槽以及内冷螺旋孔;钻柄包括把柄以及与该把柄故为一体的连接端;连接端的中部设有盲孔,且在该连接端上还设置有跟该盲孔连通的冷却液入口,且该盲孔的直径与内冷螺旋孔低端直径相同。本发明提供一种深孔双螺旋内冷钻头,提高了钛合金深孔加工刀具的耐磨性,提高了刀具刚度,增强了加工中的稳定性,降低了加工时的切削阻力。
钻头及内孔刀().ppt
项目⑦车削盲孔(一)回顾任务一、钻孔③前刀面指切削部分的螺旋槽面,切屑从此表面排出。④主后刀面指钻顶的螺旋圆锥面,也就是与工件过渡表面相对的表面。⑤主切削刃是前刀面与主后的交线,担负着主要的切削工作。钻头有两个主切削刃。⑥顶角2Kr钻头两主切削刃之间的夹角,一般标准麻花钻的顶为118°。当顶角为118°时,两主切削刃为直线,当顶角大于是118°时,两主切削刃为凹曲线(图5-3b);当顶角小于是118°时,两切削刃为曲线(图5-3c)4、钻孔的方法(一)钻孔时切削用量(1)切削深度ap钻孔时的切削深度是钻头

一种内冷钻头.pdf
本发明公开了一种内冷钻头,设置刀刃,所述刀刃的端部设置钻尖,按钻头顶角角度,钻尖包括径向依次对接的第一分段钻尖和第二分段钻尖;第一分段钻尖角度θ1=90±10°,第二分段钻尖角度θ2=140±10°。解决了钻加工孔底挤屑、排屑不畅的问题;降低了孔底挤屑难以去除及去除不干净有残留的风险,提高了零件质量;提高了刀具寿命,单次刃磨加工由2000件左右提高至3000件左右;单把刀具价格降低了16.4%,加工该处单件成本降低了79.5%。

深孔钻钻头寿命的分析.docx
深孔钻钻头寿命的分析摘要:本文收集并分析了影响深孔钻钻头寿命的主要因素根据这些因素提出了一些增加钻头寿命的方法和途径并根据本单位生产的实际情况在现场采取了部分方法以增加钻头的寿命经过不断的摸索和试验使得钻斜油路孔工序的φ5钻头提高寿命约30%。且此项报告对常用的普通钻头也有着建设性的意义。关键词:深孔钻;钻头寿命;磨损;加工参数;刃磨角度前言在金属切削加工中钻削工作量约占全部切削加工的35%每年全世界大约有几千万吨切削是由钻头来切除的在很多机械
深孔钻钻头寿命的分析.docx
深孔钻钻头寿命的分析摘要:本文收集并分析了影响深孔钻钻头寿命的主要因素根据这些因素提出了一些增加钻头寿命的方法和途径并根据本单位生产的实际情况在现场采取了部分方法以增加钻头的寿命经过不断的摸索和试验使得钻斜油路孔工序的φ5钻头提高寿命约30%。且此项报告对常用的普通钻头也有着建设性的意义。关键词:深孔钻;钻头寿命;磨损;加工参数;刃磨角度前言在金属切削加工中钻削工作量约占全部切削加工的35%每年全世界大约有几千万吨切削是由钻头来切除的在很多机械