
铝合金轮毂铸造模具.pdf

努力****弘毅

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金轮毂铸造模具.pdf
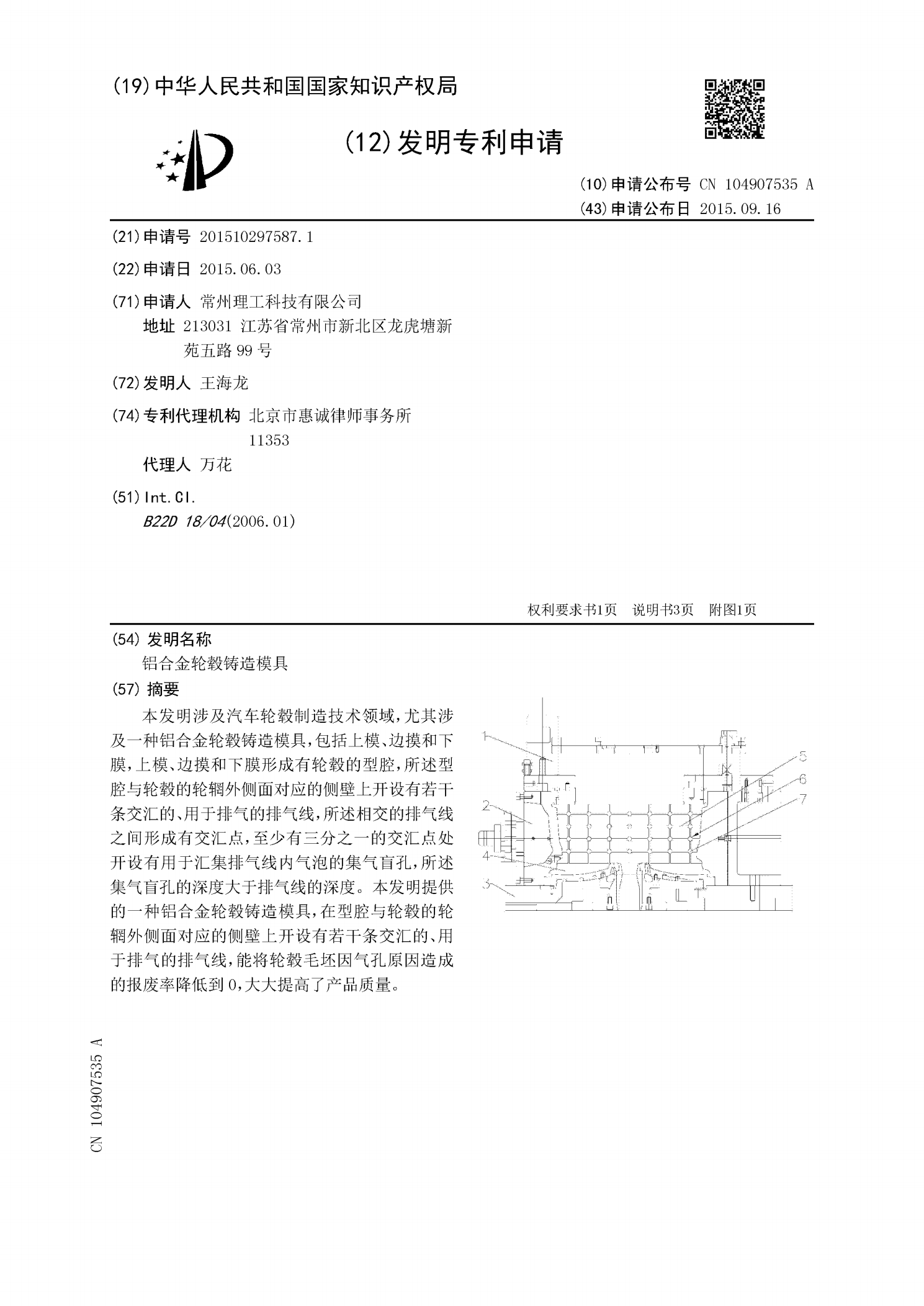
本发明涉及汽车轮毂制造技术领域,尤其涉及一种铝合金轮毂铸造模具,包括上模、边摸和下膜,上模、边摸和下膜形成有轮毂的型腔,所述型腔与轮毂的轮辋外侧面对应的侧壁上开设有若干条交汇的、用于排气的排气线,所述相交的排气线之间形成有交汇点,至少有三分之一的交汇点处开设有用于汇集排气线内气泡的集气盲孔,所述集气盲孔的深度大于排气线的深度。本发明提供的一种铝合金轮毂铸造模具,在型腔与轮毂的轮辋外侧面对应的侧壁上开设有若干条交汇的、用于排气的排气线,能将轮毂毛坯因气孔原因造成的报废率降低到0,大大提高了产品质量。
铝合金轮毂铸造模具.pdf
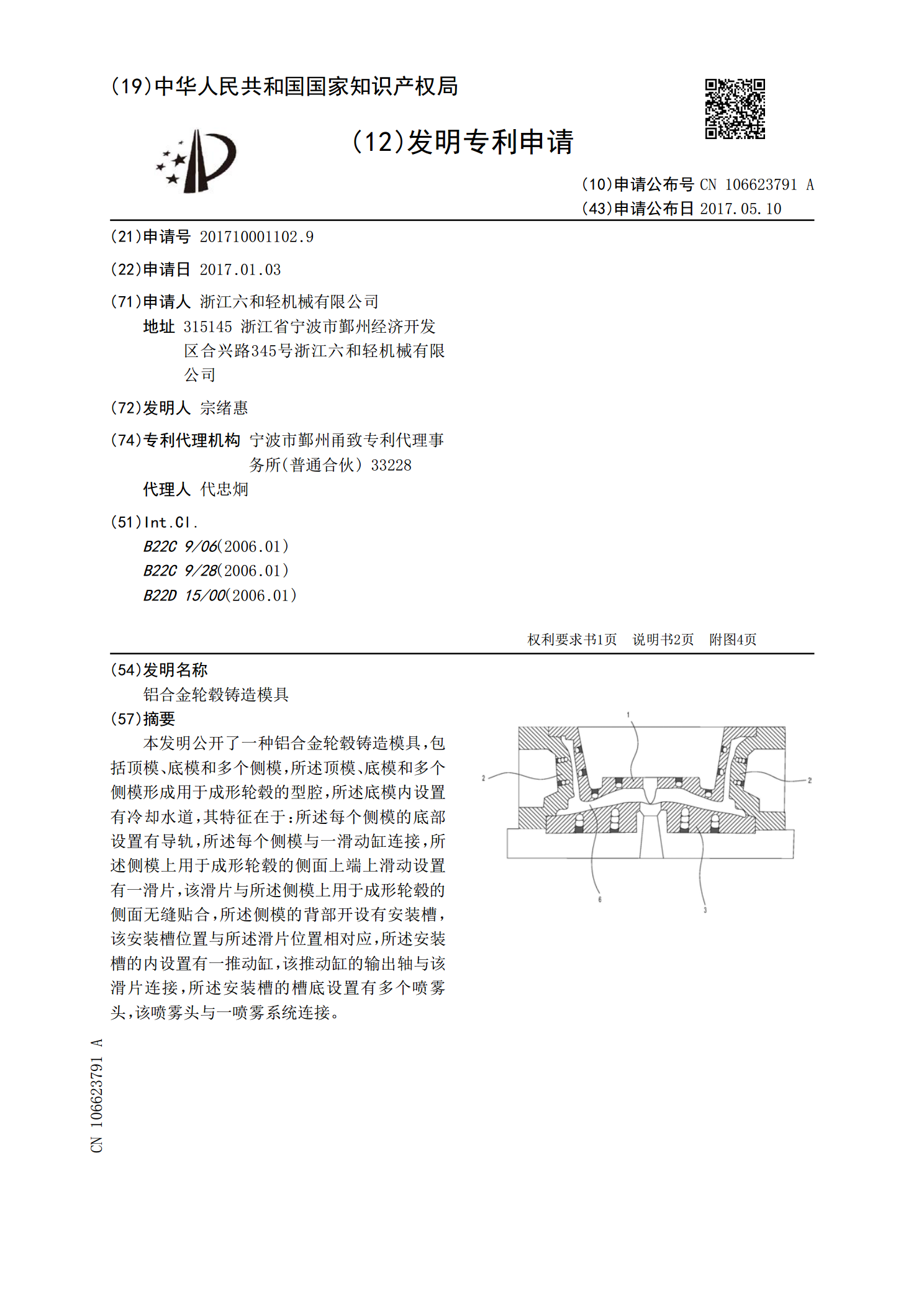
本发明公开了一种铝合金轮毂铸造模具,包括顶模、底模和多个侧模,所述顶模、底模和多个侧模形成用于成形轮毂的型腔,所述底模内设置有冷却水道,其特征在于:所述每个侧模的底部设置有导轨,所述每个侧模与一滑动缸连接,所述侧模上用于成形轮毂的侧面上端上滑动设置有一滑片,该滑片与所述侧模上用于成形轮毂的侧面无缝贴合,所述侧模的背部开设有安装槽,该安装槽位置与所述滑片位置相对应,所述安装槽的内设置有一推动缸,该推动缸的输出轴与该滑片连接,所述安装槽的槽底设置有多个喷雾头,该喷雾头与一喷雾系统连接。

铸造铝合金轮毂模具涂料涂覆工艺.pdf
铸造铝合金轮毂模具涂料涂覆工艺,属新材料领域。其步骤包括:(1)控制好涂料的浓度:DY05(34#)涂料稀释至波美度20-23,DY08(39#)涂料稀释至波美度25-28;(2)清理模具:将模具上的旧涂料、残铝、油污清理干净,以便涂料涂覆;(3)模具升温:将模具升温至200-240℃;(4)控制喷涂距离:将喷涂距离调至为210-300mm进行喷涂;(5)将34#与39#涂料配合使用,用39#涂料呈雾状打底膜2次,再用34#涂料作面膜呈雾状喷涂3次,涂层厚度控制在0.08-0.15mm,待涂层凝固后上机台

重力铸造轮毂模具及铸造轮毂的方法.pdf
本发明提供了一种重力铸造轮毂模具,采用无环冒口的模具替代传统的环冒口模具,金属液通过浇注口进入浇冒口,由轮辐腔流入中心冒口以及后轮唇腔,轮毂按照后轮唇腔、轮辋腔、轮辐腔、前轮唇腔、安装盘腔、中心冒口、浇冒口、浇注口的顺序凝固。铸件轮辋部分由原先的前轮唇腔至后轮唇腔顺序凝固,变为由后轮唇腔至前轮唇腔凝固,同时轮辐通过中心冒口进行补缩,有效地控制轮辐的缩松。本发明还提供了一种铸造轮毂的方法。本发明提供的技术方案,解决了传统重力铸造工艺中后轮唇性能偏弱的问题,达到了低压铸造的性能水平,大幅度降低了产品的毛坯重量

一种铝合金轮毂加压铸造模具.pdf
本实用新型提供一种铝合金轮毂加压铸造模具,属于机械加工技术领域,以解决铝合金轮毂在铸造的时候,铸件内部存在孔洞缺陷,导致轮毂性能降低的问题,包括加工台,所述加工台的下端面安装有四个支撑腿,加工台的上端面中间位置安装有底模;固定立板,所述固定立板固定安装在加工台的后端面中间位置,固定立板主体为L型结构。本实用新型中,驱动螺杆与滑动块螺纹连接,使得驱动螺杆转动两种可以带动带动加压杆向下运动,从而对轮芯中心加工孔部位进行自上而下的局部加压成形,可以完成辐条部位的强制补缩,从而得到组织致密、力学性能优良的轮毂铸件