
铸造铝合金轮毂模具涂料涂覆工艺.pdf

书生****aa


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铸造铝合金轮毂模具涂料涂覆工艺.pdf
铸造铝合金轮毂模具涂料涂覆工艺,属新材料领域。其步骤包括:(1)控制好涂料的浓度:DY05(34#)涂料稀释至波美度20-23,DY08(39#)涂料稀释至波美度25-28;(2)清理模具:将模具上的旧涂料、残铝、油污清理干净,以便涂料涂覆;(3)模具升温:将模具升温至200-240℃;(4)控制喷涂距离:将喷涂距离调至为210-300mm进行喷涂;(5)将34#与39#涂料配合使用,用39#涂料呈雾状打底膜2次,再用34#涂料作面膜呈雾状喷涂3次,涂层厚度控制在0.08-0.15mm,待涂层凝固后上机台

一种铝合金轮毂专用涂料涂覆装置.pdf
本发明公开了一种铝合金轮毂专用涂料涂覆装置,其结构包括机体、涂覆箱,机体设有底部传动箱、托盘、电脑、信号器,涂覆箱设有喷涂器、活动支架,喷涂器焊接于涂覆箱内部,活动支架通过螺栓连接于喷涂器下方,本发明的有益效果是:通过支撑杆将轮毂固定住,然后在转盘的带动下,使得齿轮驱动板翼带动转头进行转动,从而带动支撑杆进行转动,支撑杆在转动的时候带动轮毂进行360°转动,从而方便喷涂器进行涂覆工作,在完成涂覆工作后,通过拉动活动板带动轮毂在导轨上进行移动,从而带动轮毂进行卸料和上料,加快了轮毂更换的速度,同时也降低了在

一种铝合金轮毂专用涂料涂覆装置.pdf
本发明涉及喷涂设备领域,尤其是一种铝合金轮毂专用涂料涂覆装置,包括机身以及所述机身内的喷涂腔以及所述机身右侧端壁内设置的操作腔,所述操作腔底部与所述喷涂腔连通,所述喷涂腔底壁内设置有开口向上的滑动腔,所述滑动腔内可左右滑动的设置有滑动架,所述滑动架利用所述滑动架内设置的绕线装置带动所述滑动架左右移动,本发明提供的一种铝合金轮毂专用涂料涂覆装置,能够实现轮毂的自动喷涂,同时设备喷涂时将喷涂空间密封,保证了喷涂物质污染空气,危害工作人员健康,同时设备采用环形渐进喷涂,使喷涂更加均匀,漆面平整度更高,便于生产推
铝合金轮毂铸造模具.pdf
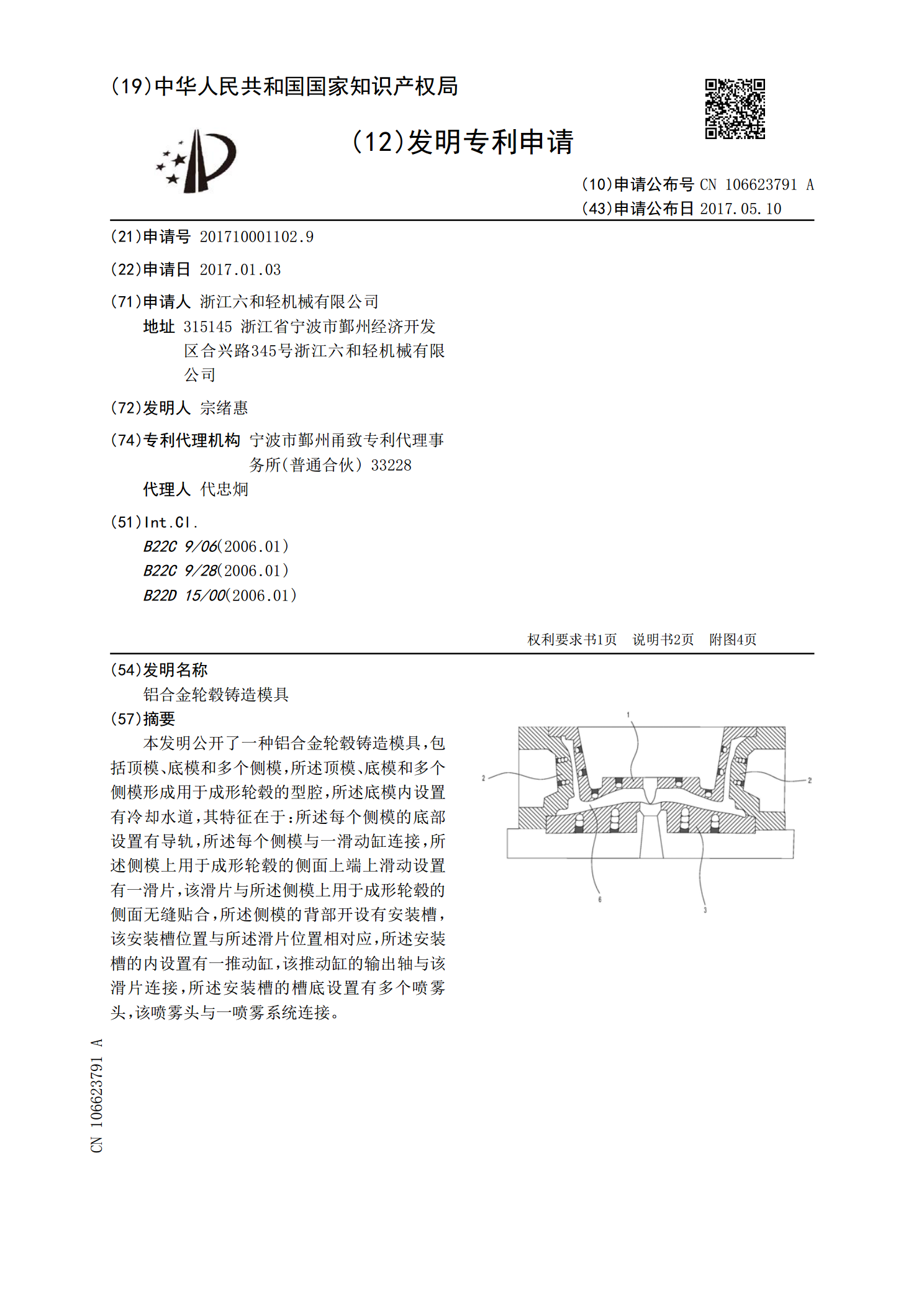
本发明公开了一种铝合金轮毂铸造模具,包括顶模、底模和多个侧模,所述顶模、底模和多个侧模形成用于成形轮毂的型腔,所述底模内设置有冷却水道,其特征在于:所述每个侧模的底部设置有导轨,所述每个侧模与一滑动缸连接,所述侧模上用于成形轮毂的侧面上端上滑动设置有一滑片,该滑片与所述侧模上用于成形轮毂的侧面无缝贴合,所述侧模的背部开设有安装槽,该安装槽位置与所述滑片位置相对应,所述安装槽的内设置有一推动缸,该推动缸的输出轴与该滑片连接,所述安装槽的槽底设置有多个喷雾头,该喷雾头与一喷雾系统连接。
铝合金轮毂铸造模具.pdf
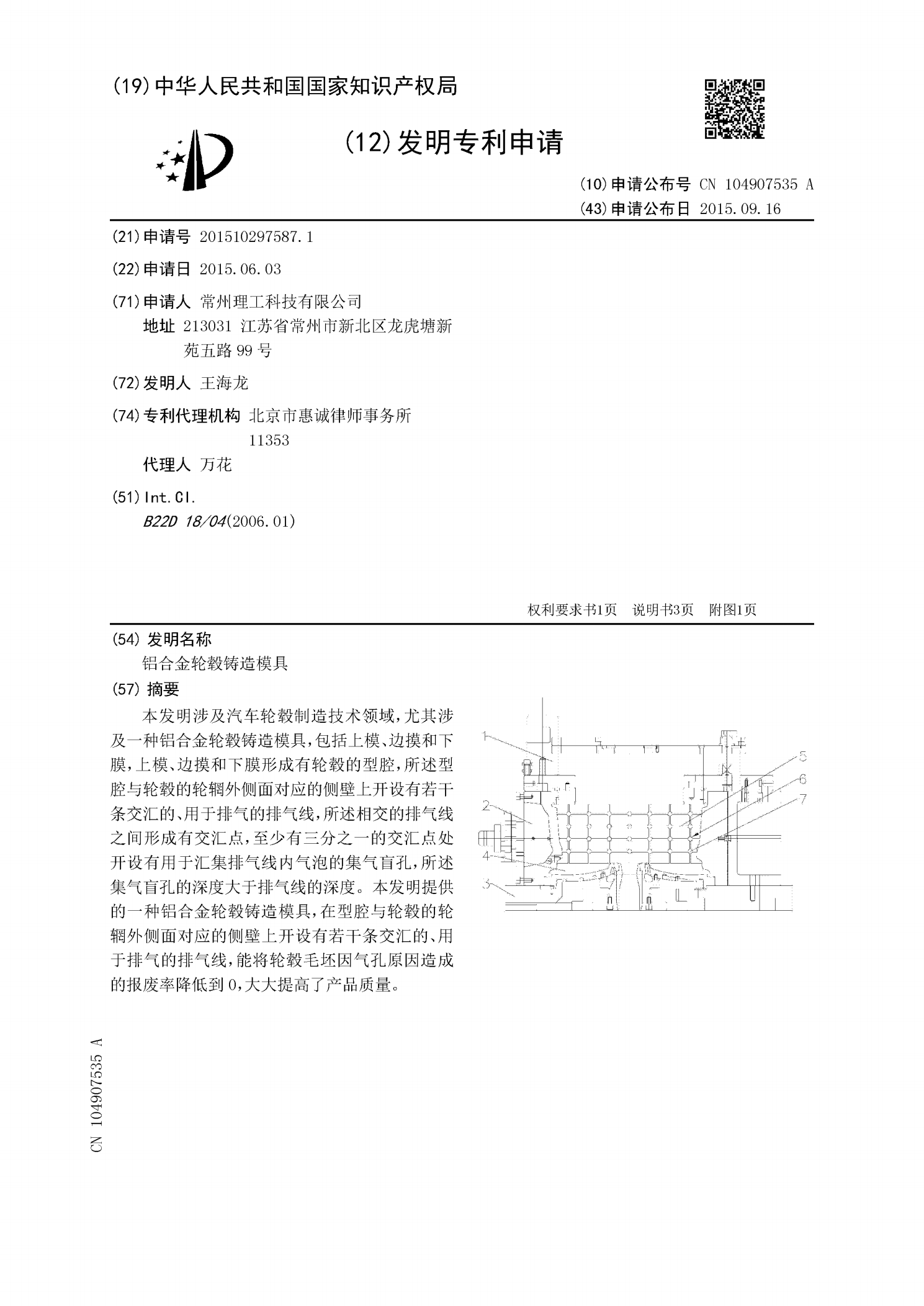
本发明涉及汽车轮毂制造技术领域,尤其涉及一种铝合金轮毂铸造模具,包括上模、边摸和下膜,上模、边摸和下膜形成有轮毂的型腔,所述型腔与轮毂的轮辋外侧面对应的侧壁上开设有若干条交汇的、用于排气的排气线,所述相交的排气线之间形成有交汇点,至少有三分之一的交汇点处开设有用于汇集排气线内气泡的集气盲孔,所述集气盲孔的深度大于排气线的深度。本发明提供的一种铝合金轮毂铸造模具,在型腔与轮毂的轮辋外侧面对应的侧壁上开设有若干条交汇的、用于排气的排气线,能将轮毂毛坯因气孔原因造成的报废率降低到0,大大提高了产品质量。