
轴自动定位深孔盲孔加工技术.pdf

努力****弘毅

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轴自动定位深孔盲孔加工技术.pdf
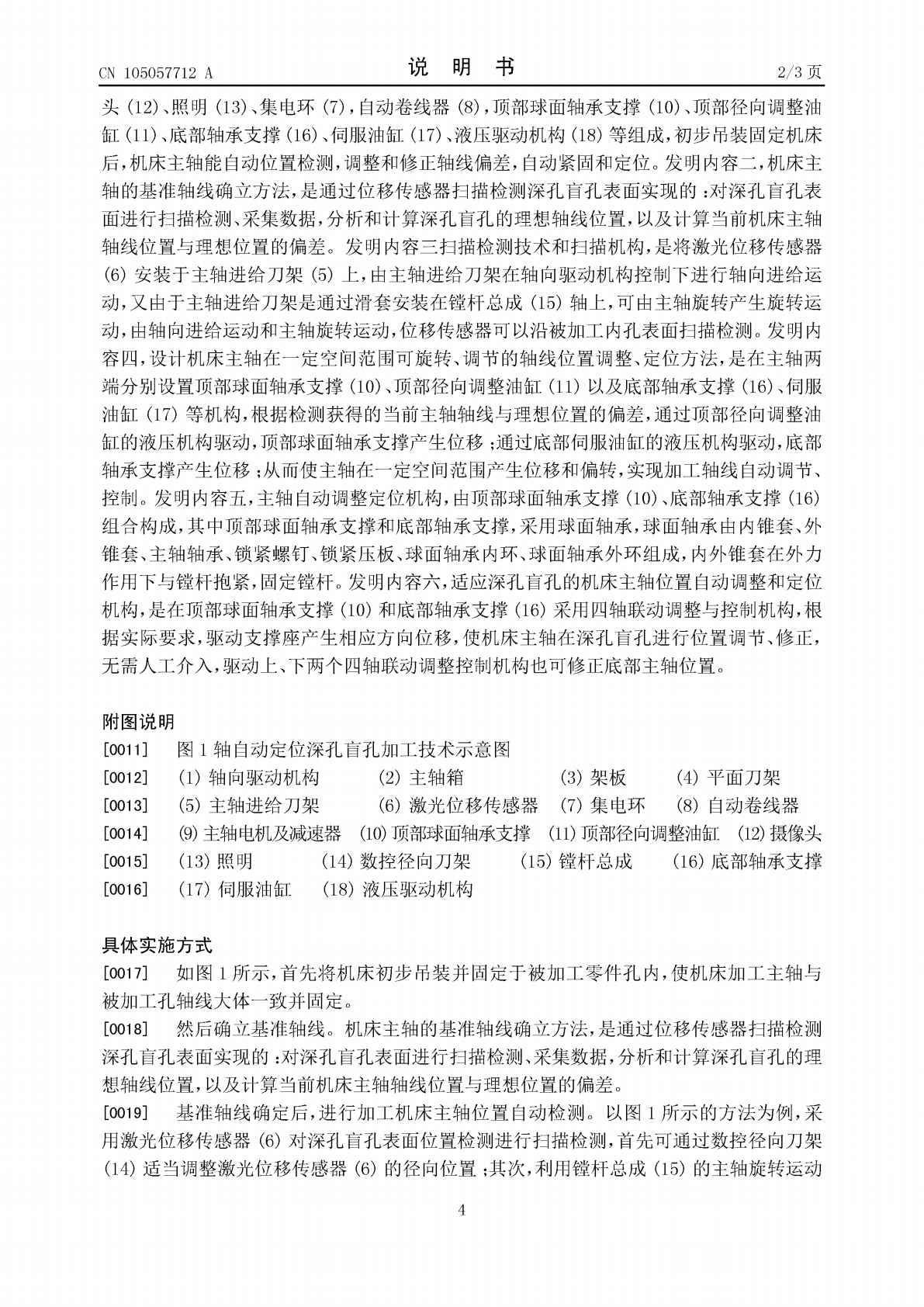
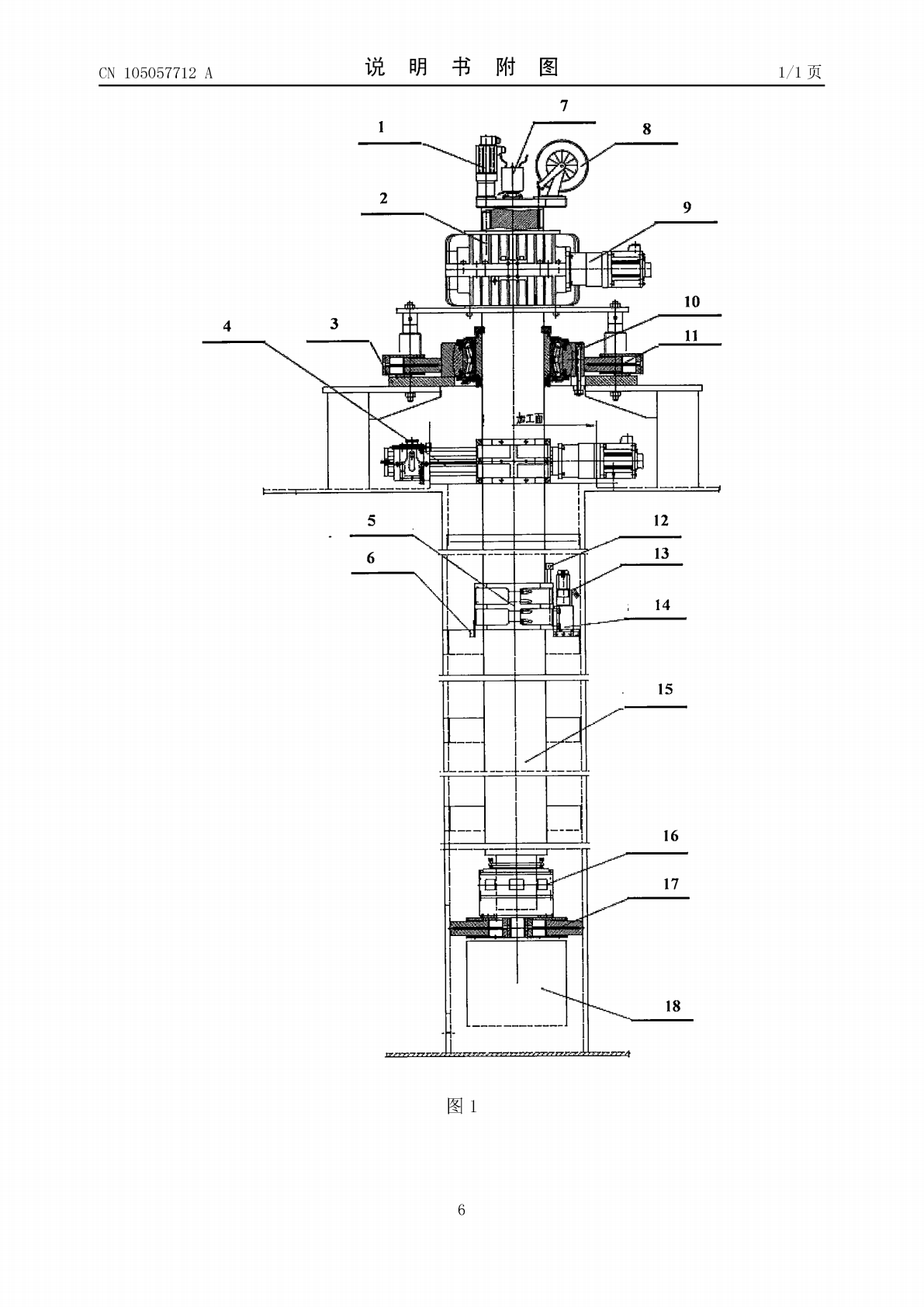
本发明涉及一种轴自动定位深孔盲孔加工技术,当机床初步吊装固定于被加工深孔盲孔零件后,机床主轴能自动位置检测,调整和修正轴线偏差,自动紧固和定位。采用位移传感器扫描检测深孔盲孔表面、采集数据、分析和计算深孔盲孔理想轴线位置,判断机床主轴轴线位置与理想位置的偏差;设计可径向进给、轴向进给、旋转运动的机构;设计球面轴承支撑、底部轴承支撑以及四轴联动调整控制机构实现主轴位置自动调整、定位。可应用于水电站、核电站、舰艇、船舶,采矿等领域的大型机床装备和零部件的安装、使用、调试、维护、加工、修理、检测等作业,也可扩展
深盲孔的加工方法.pdf
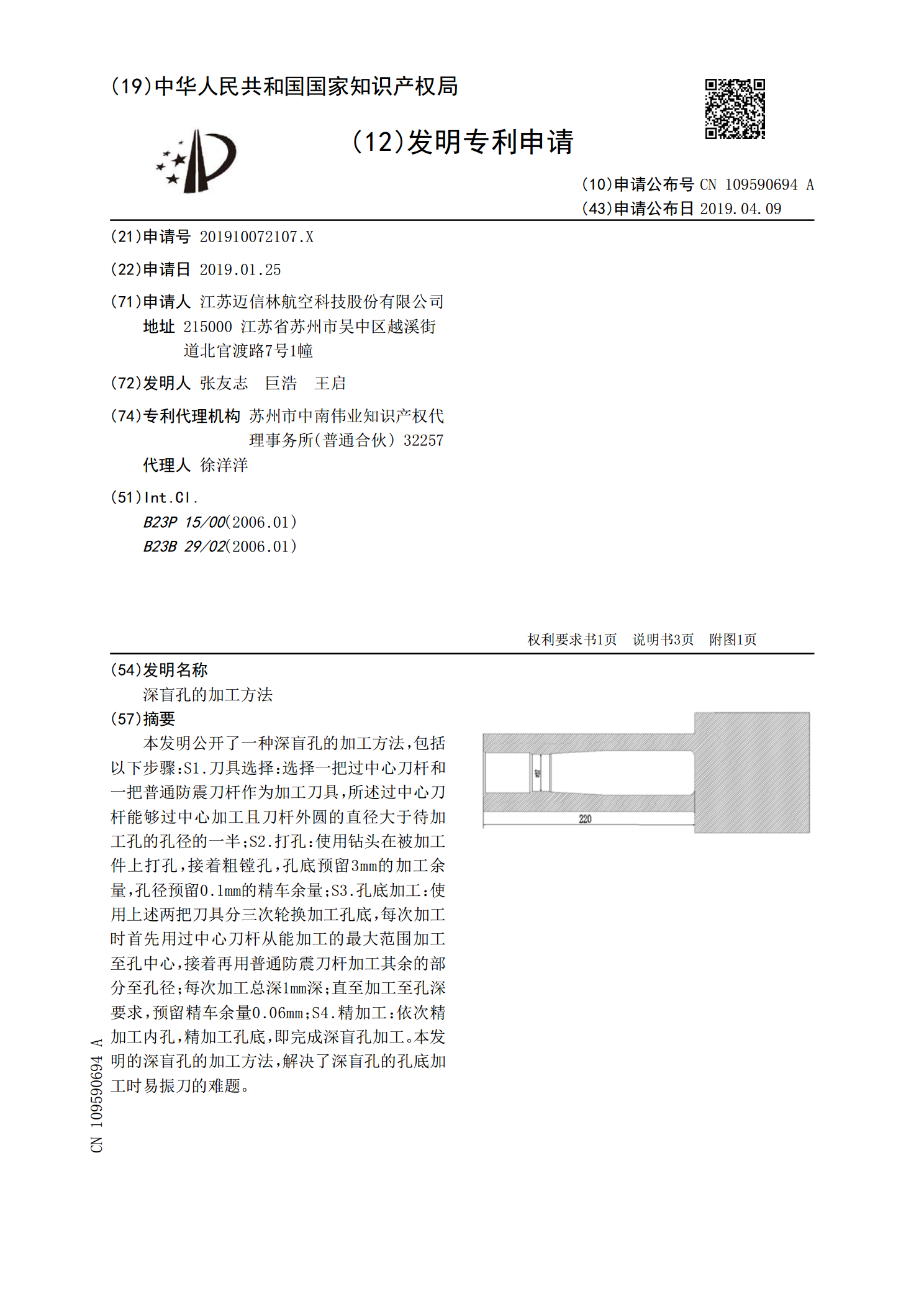
本发明公开了一种深盲孔的加工方法,包括以下步骤:S1.刀具选择:选择一把过中心刀杆和一把普通防震刀杆作为加工刀具,所述过中心刀杆能够过中心加工且刀杆外圆的直径大于待加工孔的孔径的一半;S2.打孔:使用钻头在被加工件上打孔,接着粗镗孔,孔底预留3mm的加工余量,孔径预留0.1mm的精车余量;S3.孔底加工:使用上述两把刀具分三次轮换加工孔底,每次加工时首先用过中心刀杆从能加工的最大范围加工至孔中心,接着再用普通防震刀杆加工其余的部分至孔径;每次加工总深1mm深;直至加工至孔深要求,预留精车余量0.06mm;
一种深孔、盲孔的加工工艺.pdf
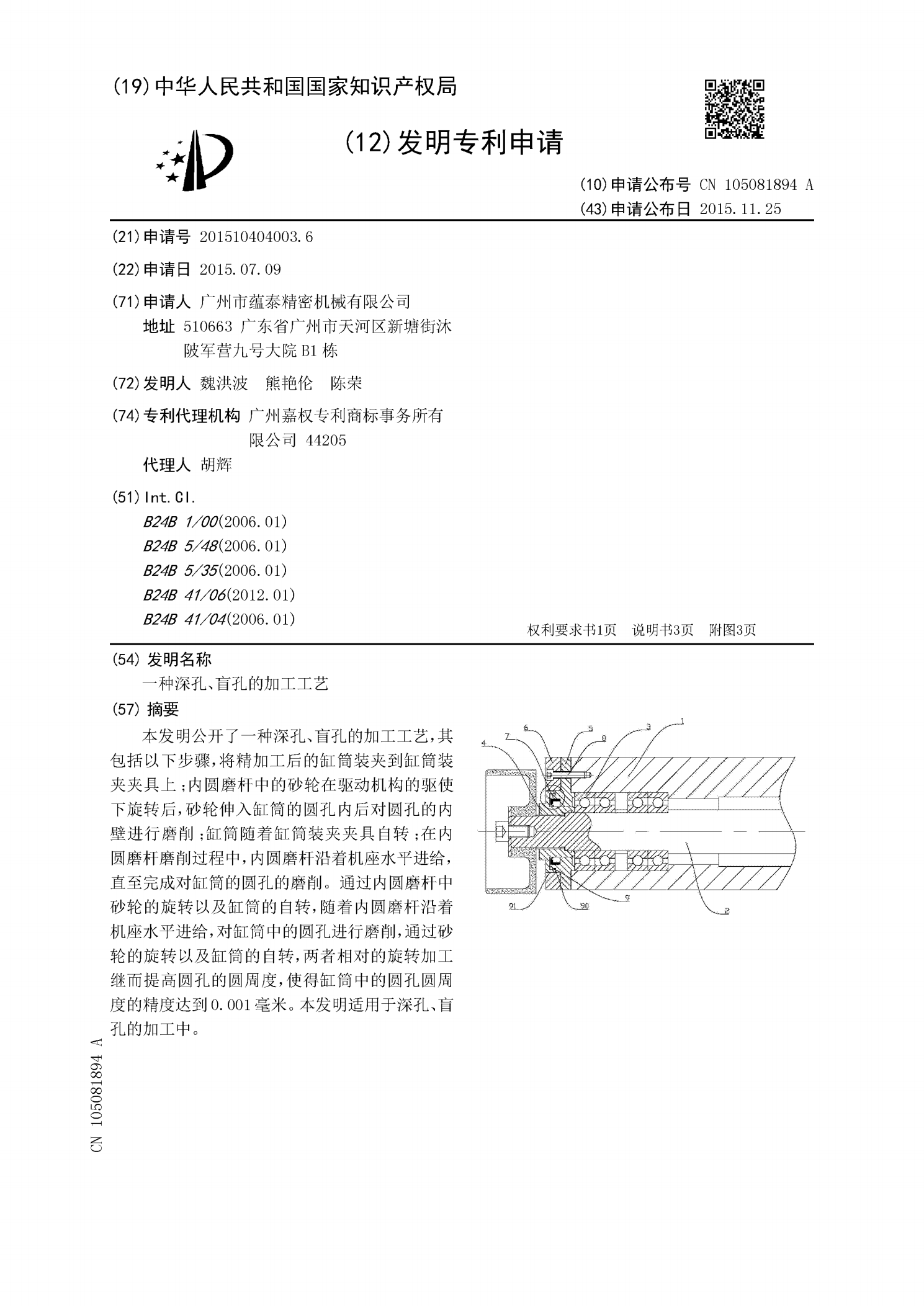
本发明公开了一种深孔、盲孔的加工工艺,其包括以下步骤,将精加工后的缸筒装夹到缸筒装夹夹具上;内圆磨杆中的砂轮在驱动机构的驱使下旋转后,砂轮伸入缸筒的圆孔内后对圆孔的内壁进行磨削;缸筒随着缸筒装夹夹具自转;在内圆磨杆磨削过程中,内圆磨杆沿着机座水平进给,直至完成对缸筒的圆孔的磨削。通过内圆磨杆中砂轮的旋转以及缸筒的自转,随着内圆磨杆沿着机座水平进给,对缸筒中的圆孔进行磨削,通过砂轮的旋转以及缸筒的自转,两者相对的旋转加工继而提高圆孔的圆周度,使得缸筒中的圆孔圆周度的精度达到0.001毫米。本发明适用于深孔、
控深盲孔加工工艺.pdf
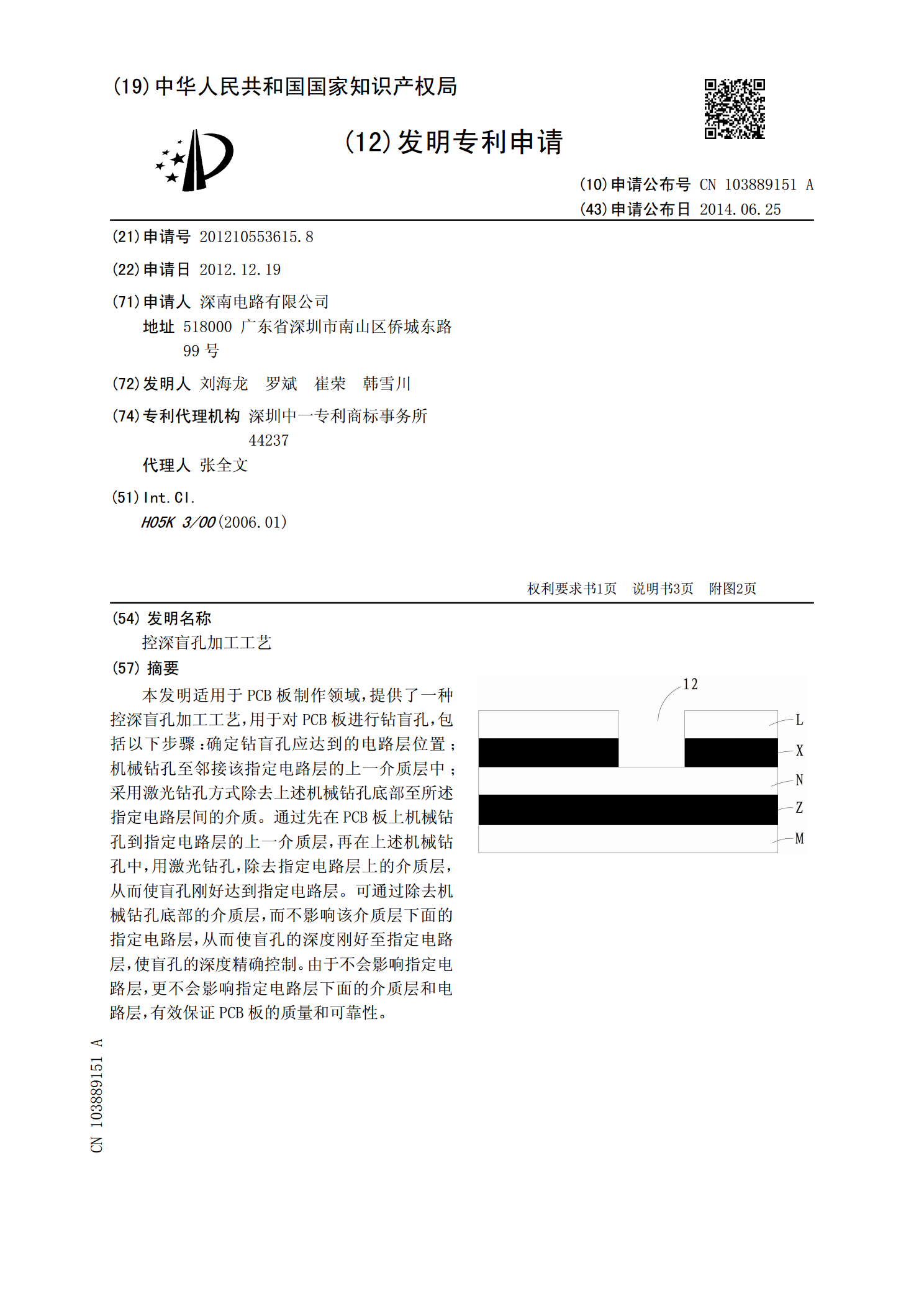
本发明适用于PCB板制作领域,提供了一种控深盲孔加工工艺,用于对PCB板进行钻盲孔,包括以下步骤:确定钻盲孔应达到的电路层位置;机械钻孔至邻接该指定电路层的上一介质层中;采用激光钻孔方式除去上述机械钻孔底部至所述指定电路层间的介质。通过先在PCB板上机械钻孔到指定电路层的上一介质层,再在上述机械钻孔中,用激光钻孔,除去指定电路层上的介质层,从而使盲孔刚好达到指定电路层。可通过除去机械钻孔底部的介质层,而不影响该介质层下面的指定电路层,从而使盲孔的深度刚好至指定电路层,使盲孔的深度精确控制。由于不会影响指定

自动盲孔定位仪.pdf
本发明公开的是机加工设备领域的一种自动盲孔定位仪,包括套管、能带动套管移动的平移机构以及控制模块,所述控制模块的硬件部分包括阵列设置在套管圆周上的传感器和指示灯;在移动套管来对准信号源的过程中,控制模块的控制过程包括两个阶,第一阶段通过各个传感器依据接收到的物理信号强度来点亮对应位置方向上的指示灯,直到所有指示灯被点亮;第二阶段通过拟合各个传感器与信号源连线的直线方程来得到信号源的位置,然后控制平移机构移动套管,使其中心与信号源中心重合。第一阶段的初步定位过程可通过手动移动仪器实现,方便快捷;第二阶段的精