
自动盲孔定位仪.pdf

涵蓄****09

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自动盲孔定位仪.pdf
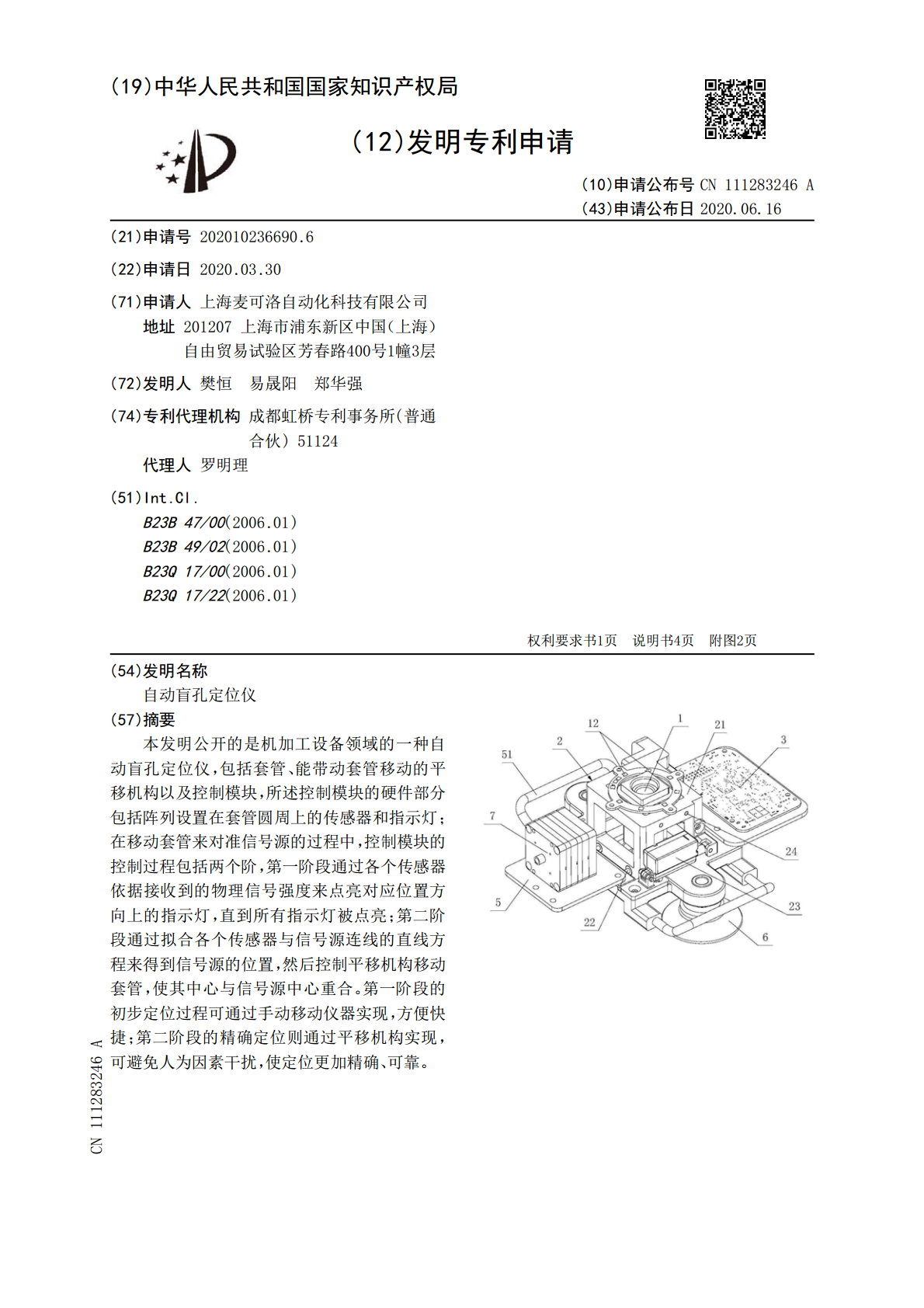
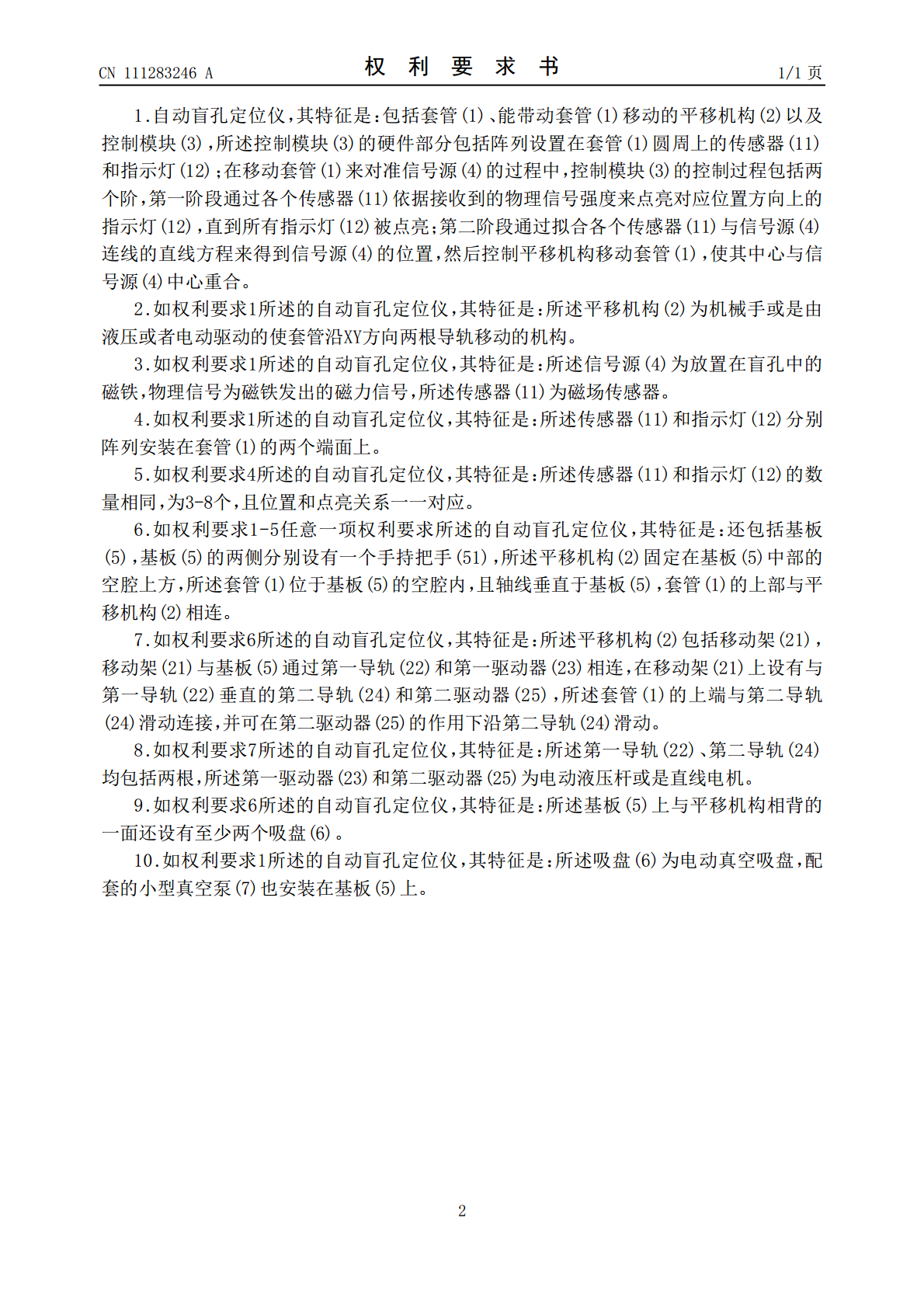
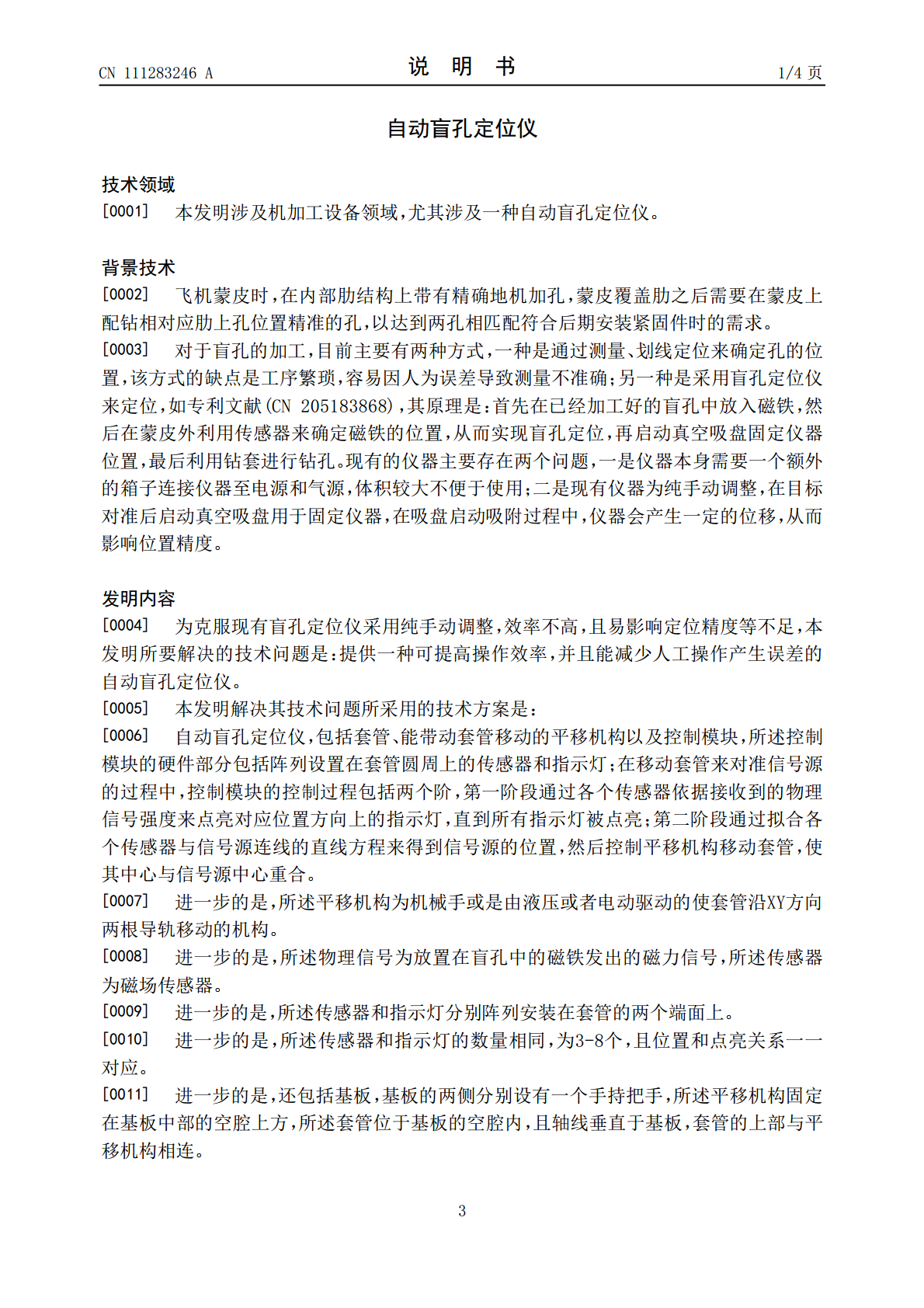
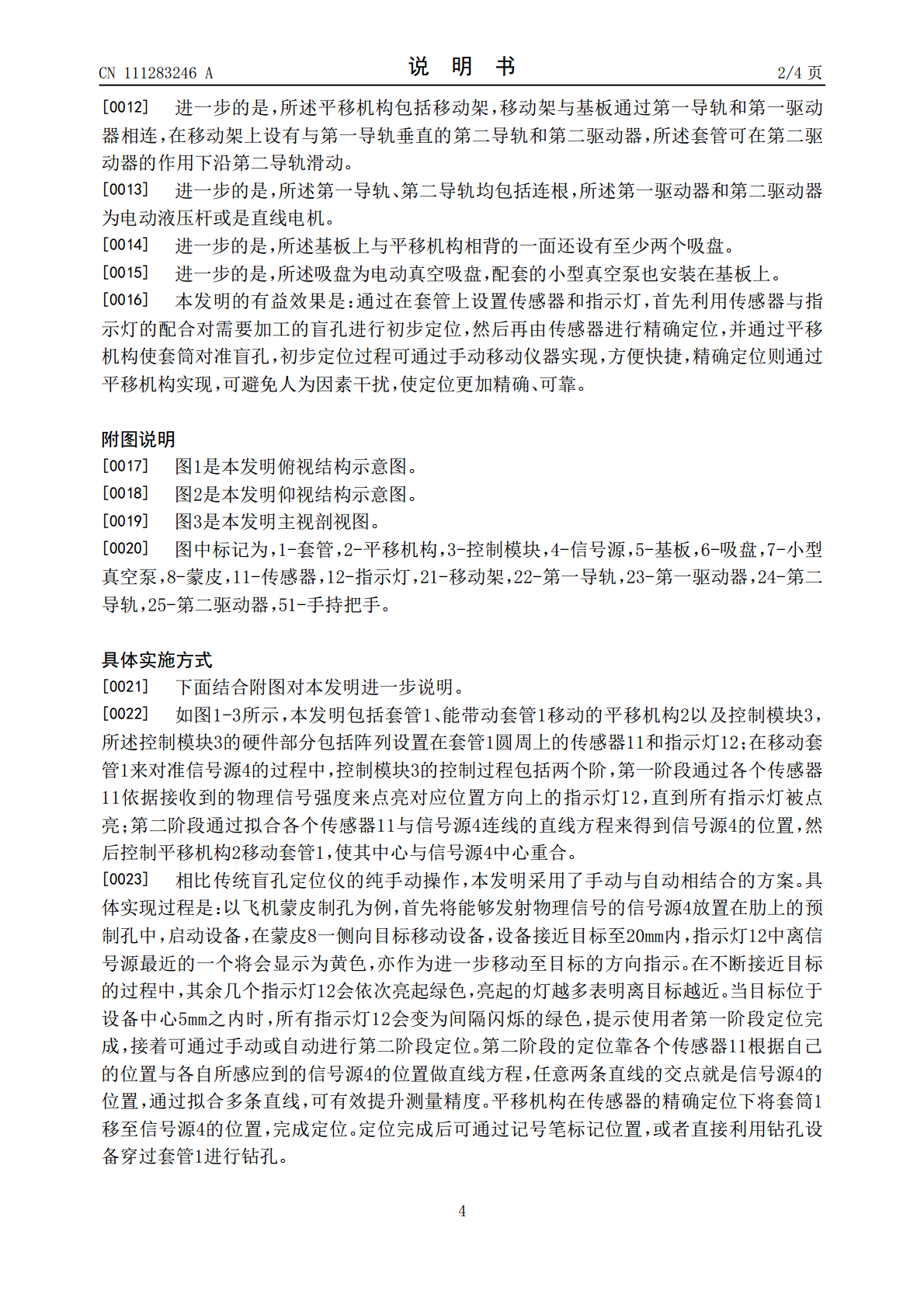
本发明公开的是机加工设备领域的一种自动盲孔定位仪,包括套管、能带动套管移动的平移机构以及控制模块,所述控制模块的硬件部分包括阵列设置在套管圆周上的传感器和指示灯;在移动套管来对准信号源的过程中,控制模块的控制过程包括两个阶,第一阶段通过各个传感器依据接收到的物理信号强度来点亮对应位置方向上的指示灯,直到所有指示灯被点亮;第二阶段通过拟合各个传感器与信号源连线的直线方程来得到信号源的位置,然后控制平移机构移动套管,使其中心与信号源中心重合。第一阶段的初步定位过程可通过手动移动仪器实现,方便快捷;第二阶段的精
盲孔堵棒半自动堵孔设备.pdf
本发明公开了盲孔堵棒半自动堵孔设备,包括工作台、送料机构、XY轴伺服电机和推料压入机构,本发明通过设置振动盘和送料导轨,振动盘发出振动将堵棒通过送料导轨输送至加工位置,无需人工手动输送,人工成本低、输送效率高,推料压入机构将堵棒能精确地压装至连接器孔位内,避免人工压装出现压装不到位的问题,生产效率高,通过设置力传感器和光电传感器,能高度控制压装力度和精确度,通过设置Z轴伺服电机,XY轴伺服电机以及丝杠、滑块以及滑轨,可能进行升降和前后左右,满足不同位置、多种角度的压装要求,压装效果好,通过在安装板设有15
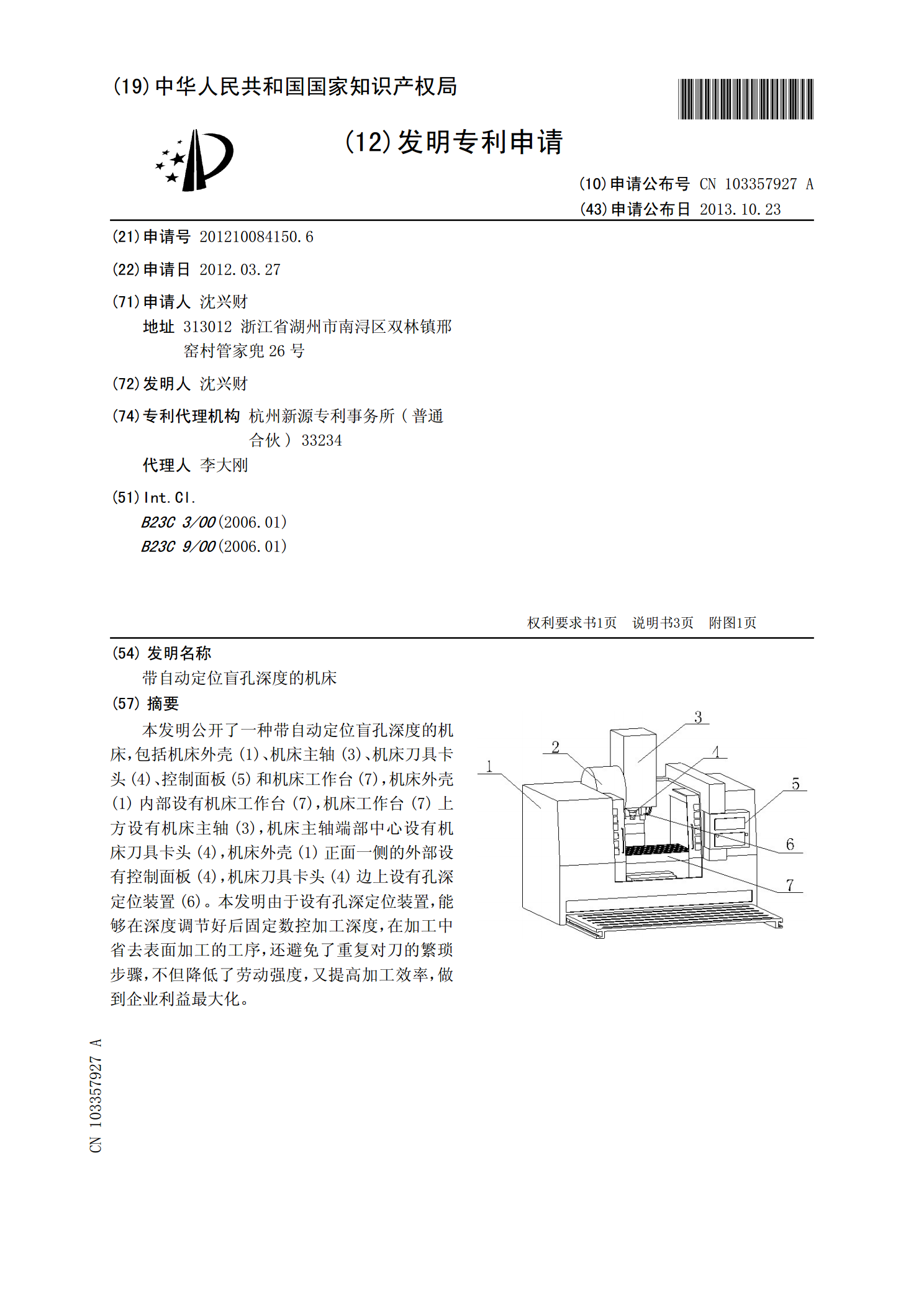
带自动定位盲孔深度的机床.pdf
本发明公开了一种带自动定位盲孔深度的机床,包括机床外壳(1)、机床主轴(3)、机床刀具卡头(4)、控制面板(5)和机床工作台(7),机床外壳(1)内部设有机床工作台(7),机床工作台(7)上方设有机床主轴(3),机床主轴端部中心设有机床刀具卡头(4),机床外壳(1)正面一侧的外部设有控制面板(4),机床刀具卡头(4)边上设有孔深定位装置(6)。本发明由于设有孔深定位装置,能够在深度调节好后固定数控加工深度,在加工中省去表面加工的工序,还避免了重复对刀的繁琐步骤,不但降低了劳动强度,又提高加工效率,做到企业
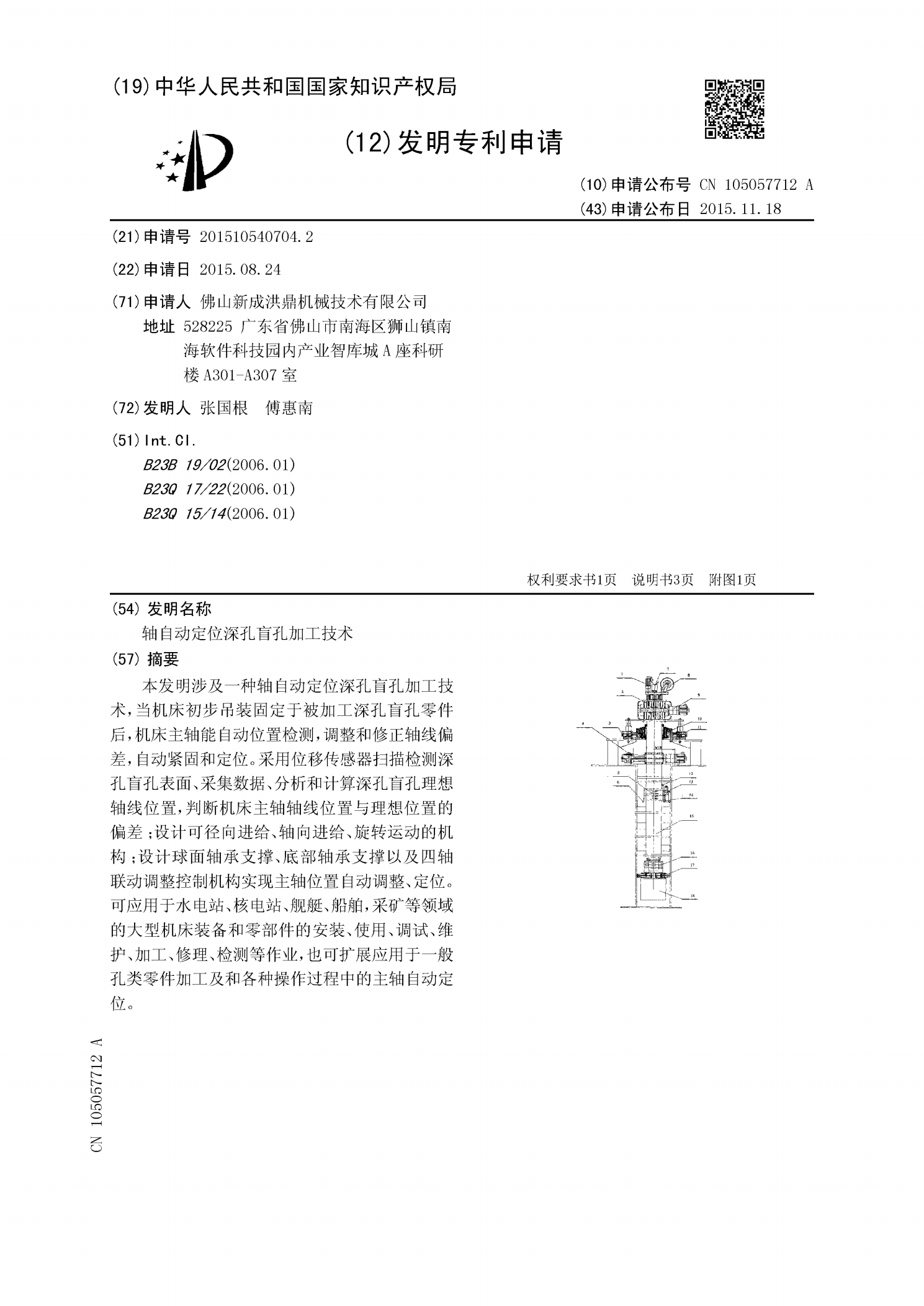
轴自动定位深孔盲孔加工技术.pdf
本发明涉及一种轴自动定位深孔盲孔加工技术,当机床初步吊装固定于被加工深孔盲孔零件后,机床主轴能自动位置检测,调整和修正轴线偏差,自动紧固和定位。采用位移传感器扫描检测深孔盲孔表面、采集数据、分析和计算深孔盲孔理想轴线位置,判断机床主轴轴线位置与理想位置的偏差;设计可径向进给、轴向进给、旋转运动的机构;设计球面轴承支撑、底部轴承支撑以及四轴联动调整控制机构实现主轴位置自动调整、定位。可应用于水电站、核电站、舰艇、船舶,采矿等领域的大型机床装备和零部件的安装、使用、调试、维护、加工、修理、检测等作业,也可扩展
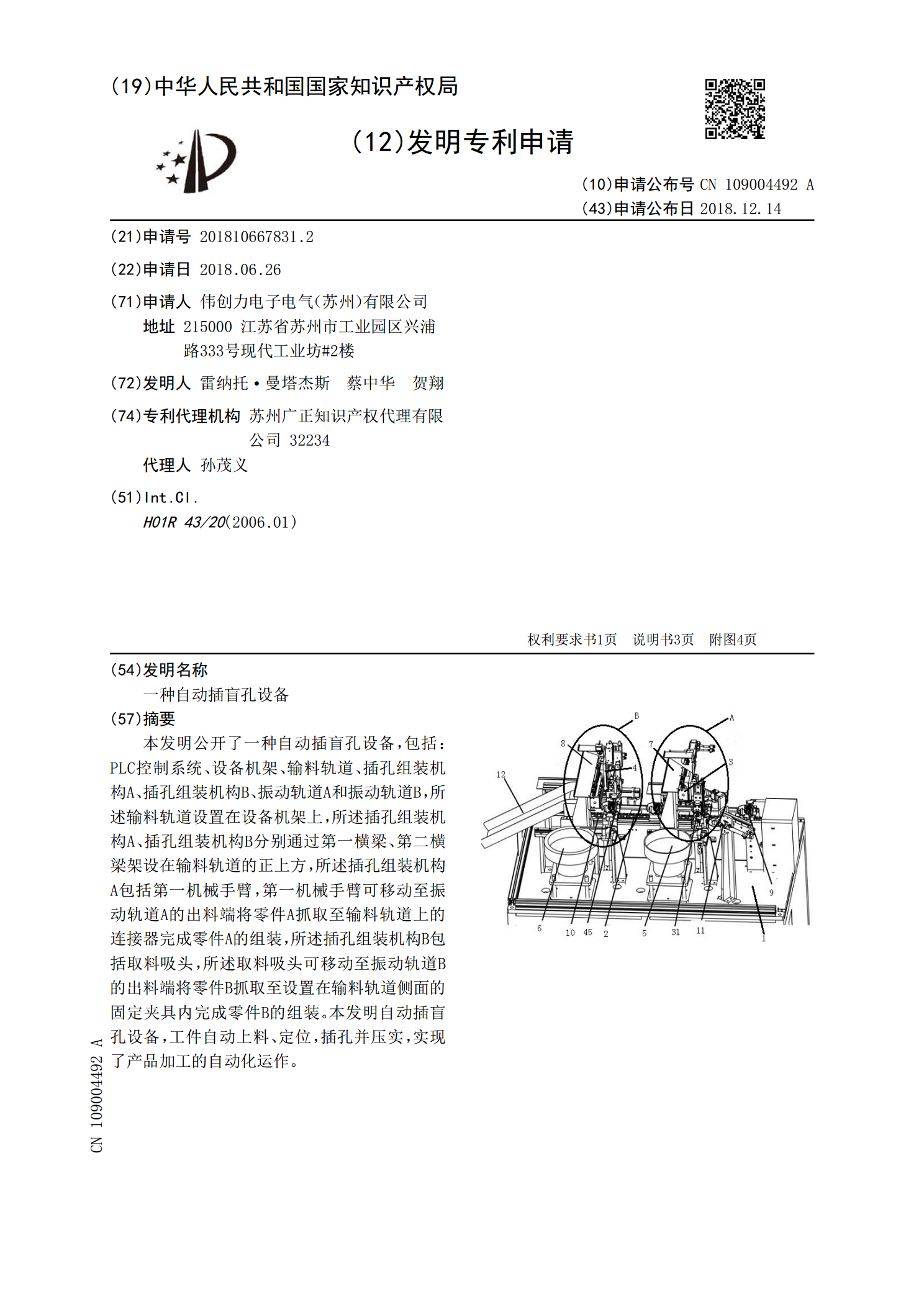
一种自动插盲孔设备.pdf
本发明公开了一种自动插盲孔设备,包括:PLC控制系统、设备机架、输料轨道、插孔组装机构A、插孔组装机构B、振动轨道A和振动轨道B,所述输料轨道设置在设备机架上,所述插孔组装机构A、插孔组装机构B分别通过第一横梁、第二横梁架设在输料轨道的正上方,所述插孔组装机构A包括第一机械手臂,第一机械手臂可移动至振动轨道A的出料端将零件A抓取至输料轨道上的连接器完成零件A的组装,所述插孔组装机构B包括取料吸头,所述取料吸头可移动至振动轨道B的出料端将零件B抓取至设置在输料轨道侧面的固定夹具内完成零件B的组装。本发明自动