
一种适用于小直径深盲孔的焊接方法.pdf

慧红****ad

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种适用于小直径深盲孔的焊接方法.pdf
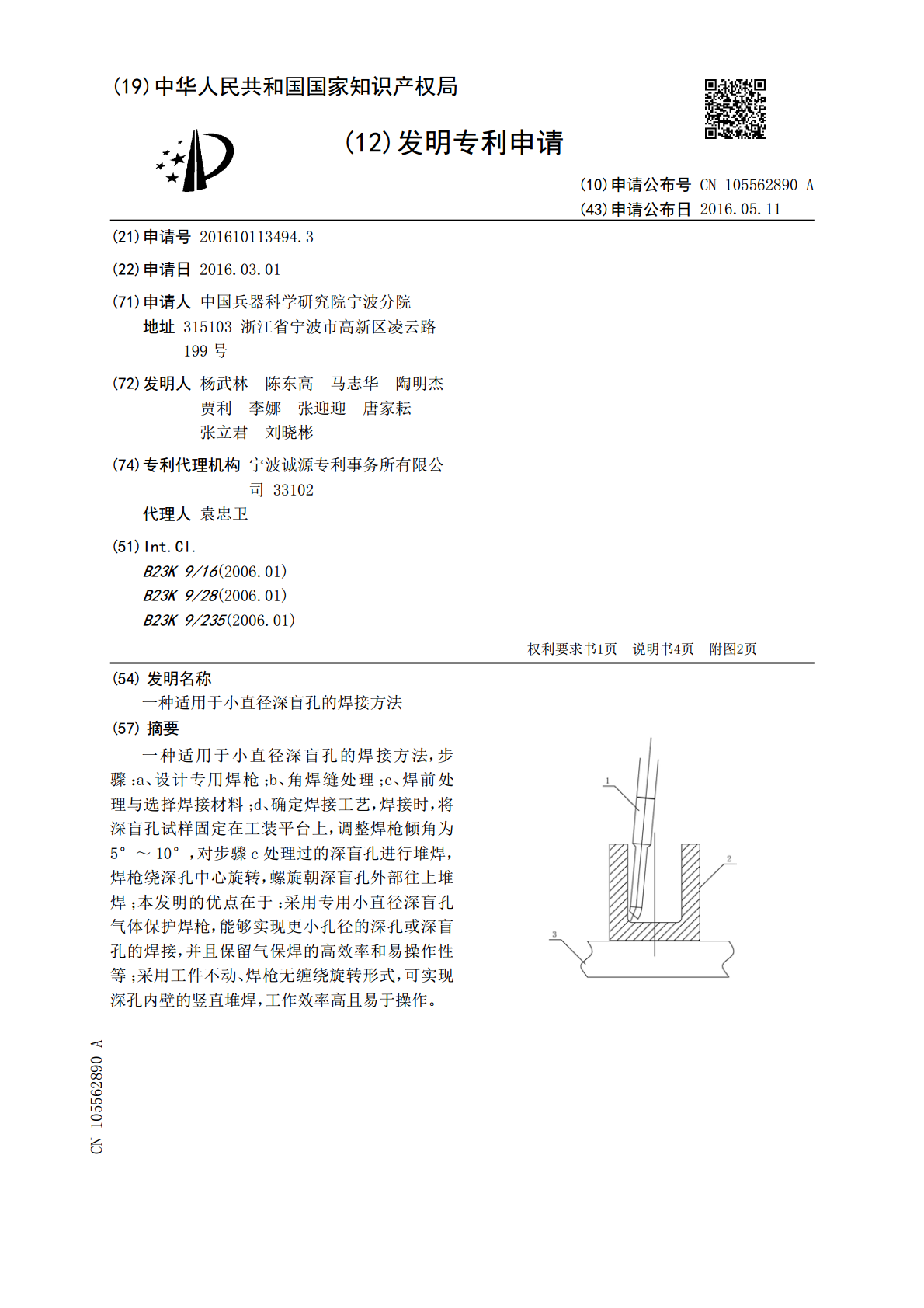
一种适用于小直径深盲孔的焊接方法,步骤:a、设计专用焊枪;b、角焊缝处理;c、焊前处理与选择焊接材料;d、确定焊接工艺,焊接时,将深盲孔试样固定在工装平台上,调整焊枪倾角为5°~10°,对步骤c处理过的深盲孔进行堆焊,焊枪绕深孔中心旋转,螺旋朝深盲孔外部往上堆焊;本发明的优点在于:采用专用小直径深盲孔气体保护焊枪,能够实现更小孔径的深孔或深盲孔的焊接,并且保留气保焊的高效率和易操作性等;采用工件不动、焊枪无缠绕旋转形式,可实现深孔内壁的竖直堆焊,工作效率高且易于操作。
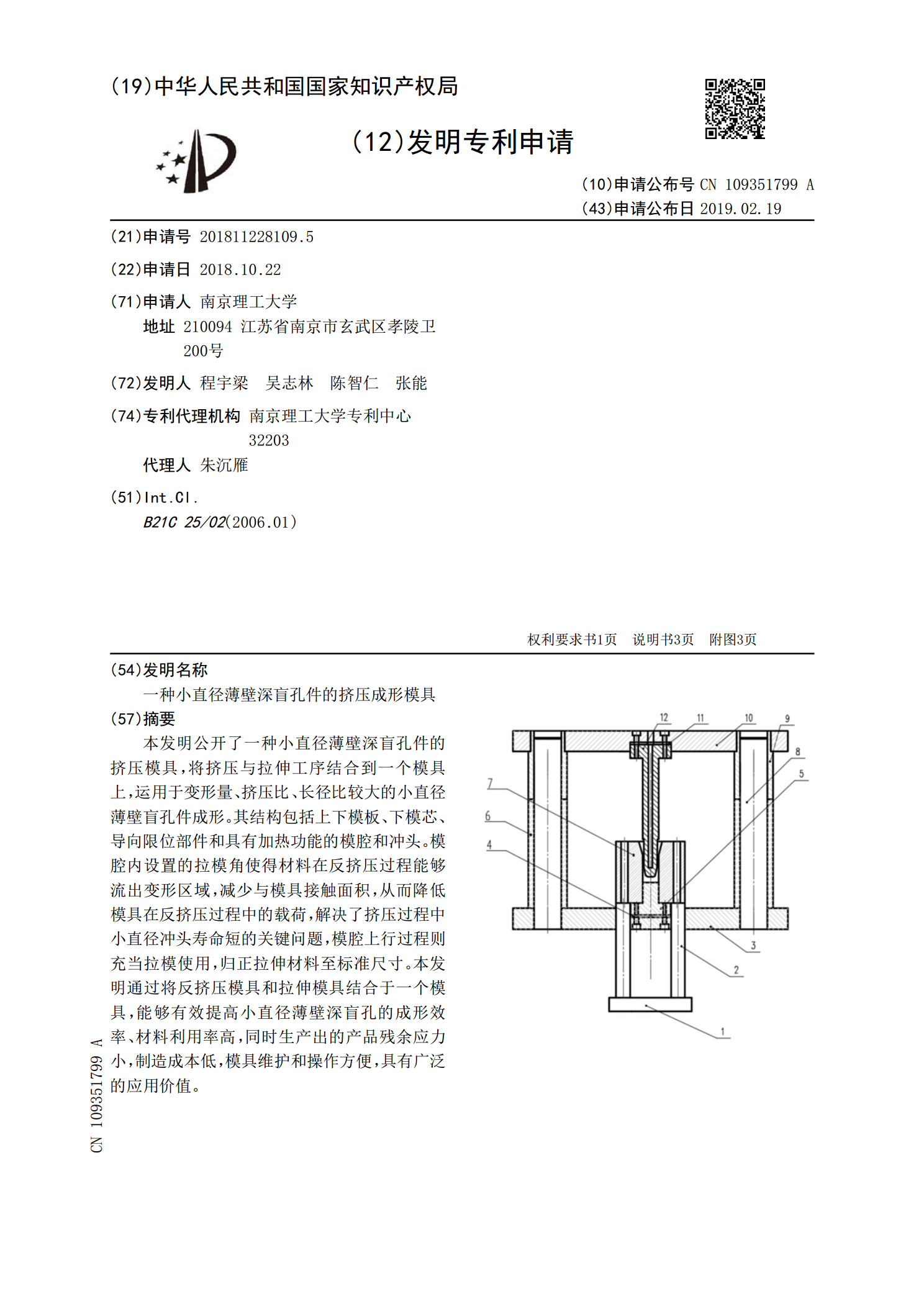
一种小直径薄壁深盲孔件的挤压成形模具.pdf
本发明公开了一种小直径薄壁深盲孔件的挤压模具,将挤压与拉伸工序结合到一个模具上,运用于变形量、挤压比、长径比较大的小直径薄壁盲孔件成形。其结构包括上下模板、下模芯、导向限位部件和具有加热功能的模腔和冲头。模腔内设置的拉模角使得材料在反挤压过程能够流出变形区域,减少与模具接触面积,从而降低模具在反挤压过程中的载荷,解决了挤压过程中小直径冲头寿命短的关键问题,模腔上行过程则充当拉模使用,归正拉伸材料至标准尺寸。本发明通过将反挤压模具和拉伸模具结合于一个模具,能够有效提高小直径薄壁深盲孔的成形效率、材料利用率高
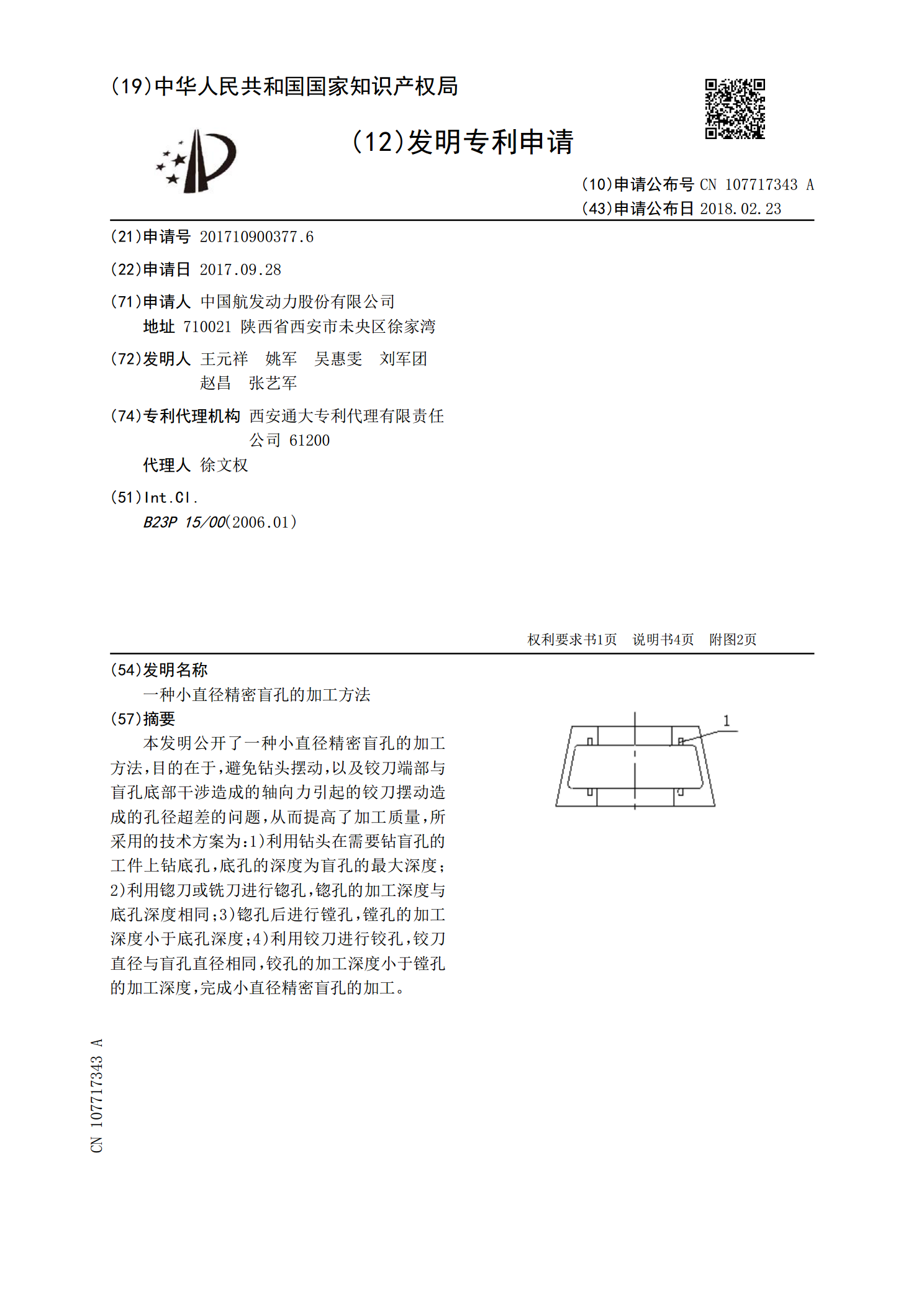
一种小直径精密盲孔的加工方法.pdf
本发明公开了一种小直径精密盲孔的加工方法,目的在于,避免钻头摆动,以及铰刀端部与盲孔底部干涉造成的轴向力引起的铰刀摆动造成的孔径超差的问题,从而提高了加工质量,所采用的技术方案为:1)利用钻头在需要钻盲孔的工件上钻底孔,底孔的深度为盲孔的最大深度;2)利用锪刀或铣刀进行锪孔,锪孔的加工深度与底孔深度相同;3)锪孔后进行镗孔,镗孔的加工深度小于底孔深度;4)利用铰刀进行铰孔,铰刀直径与盲孔直径相同,铰孔的加工深度小于镗孔的加工深度,完成小直径精密盲孔的加工。
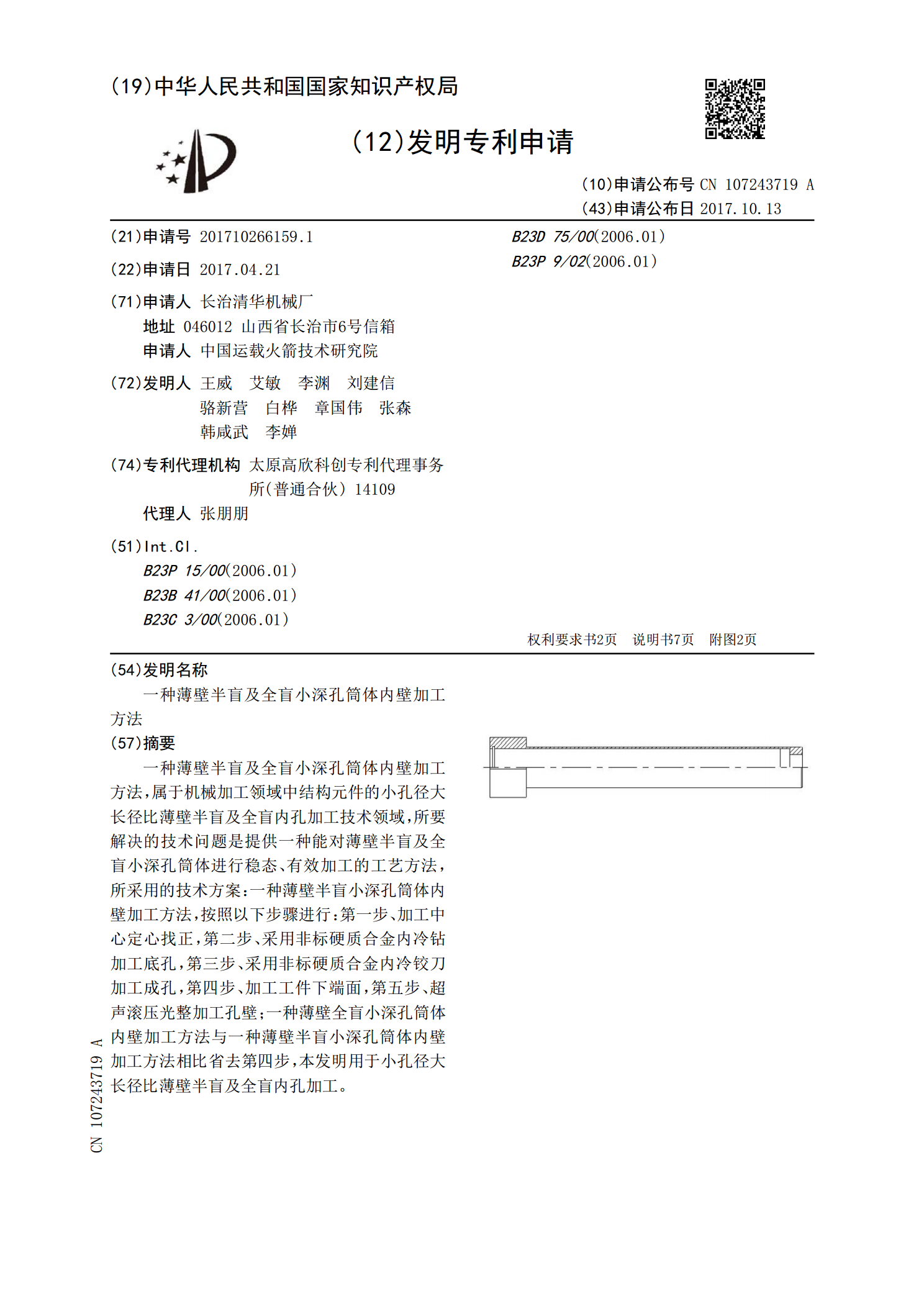
一种薄壁半盲及全盲小深孔筒体内壁加工方法.pdf
一种薄壁半盲及全盲小深孔筒体内壁加工方法,属于机械加工领域中结构元件的小孔径大长径比薄壁半盲及全盲内孔加工技术领域,所要解决的技术问题是提供一种能对薄壁半盲及全盲小深孔筒体进行稳态、有效加工的工艺方法,所采用的技术方案:一种薄壁半盲小深孔筒体内壁加工方法,按照以下步骤进行:第一步、加工中心定心找正,第二步、采用非标硬质合金内冷钻加工底孔,第三步、采用非标硬质合金内冷铰刀加工成孔,第四步、加工工件下端面,第五步、超声滚压光整加工孔壁;一种薄壁全盲小深孔筒体内壁加工方法与一种薄壁半盲小深孔筒体内壁加工方法相比
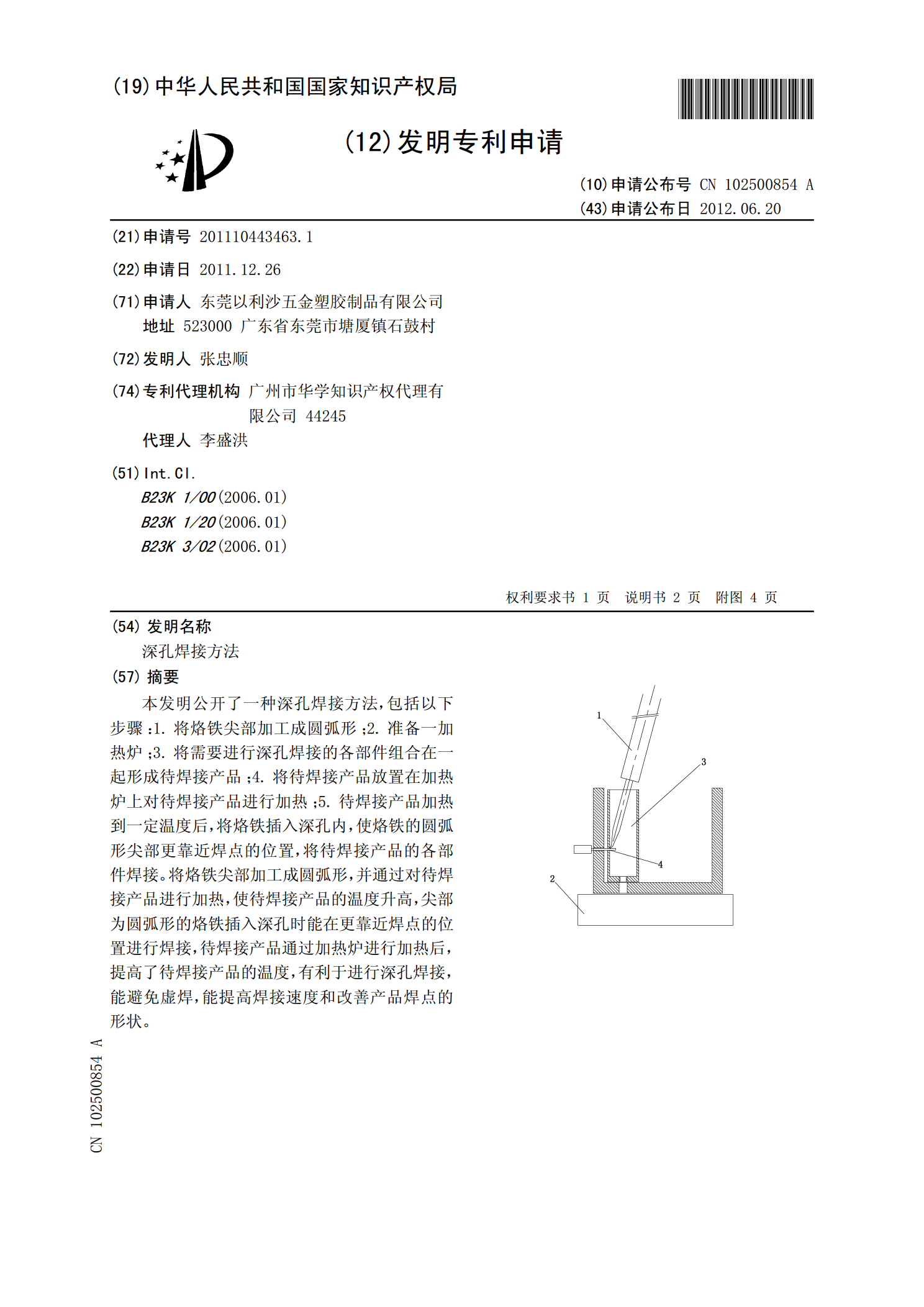
深孔焊接方法.pdf
本发明公开了一种深孔焊接方法,包括以下步骤:1.将烙铁尖部加工成圆弧形;2.准备一加热炉;3.将需要进行深孔焊接的各部件组合在一起形成待焊接产品;4.将待焊接产品放置在加热炉上对待焊接产品进行加热;5.待焊接产品加热到一定温度后,将烙铁插入深孔内,使烙铁的圆弧形尖部更靠近焊点的位置,将待焊接产品的各部件焊接。将烙铁尖部加工成圆弧形,并通过对待焊接产品进行加热,使待焊接产品的温度升高,尖部为圆弧形的烙铁插入深孔时能在更靠近焊点的位置进行焊接,待焊接产品通过加热炉进行加热后,提高了待焊接产品的温度,有利于进行