
深孔焊接方法.pdf

是雁****找我


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
深孔焊接方法.pdf
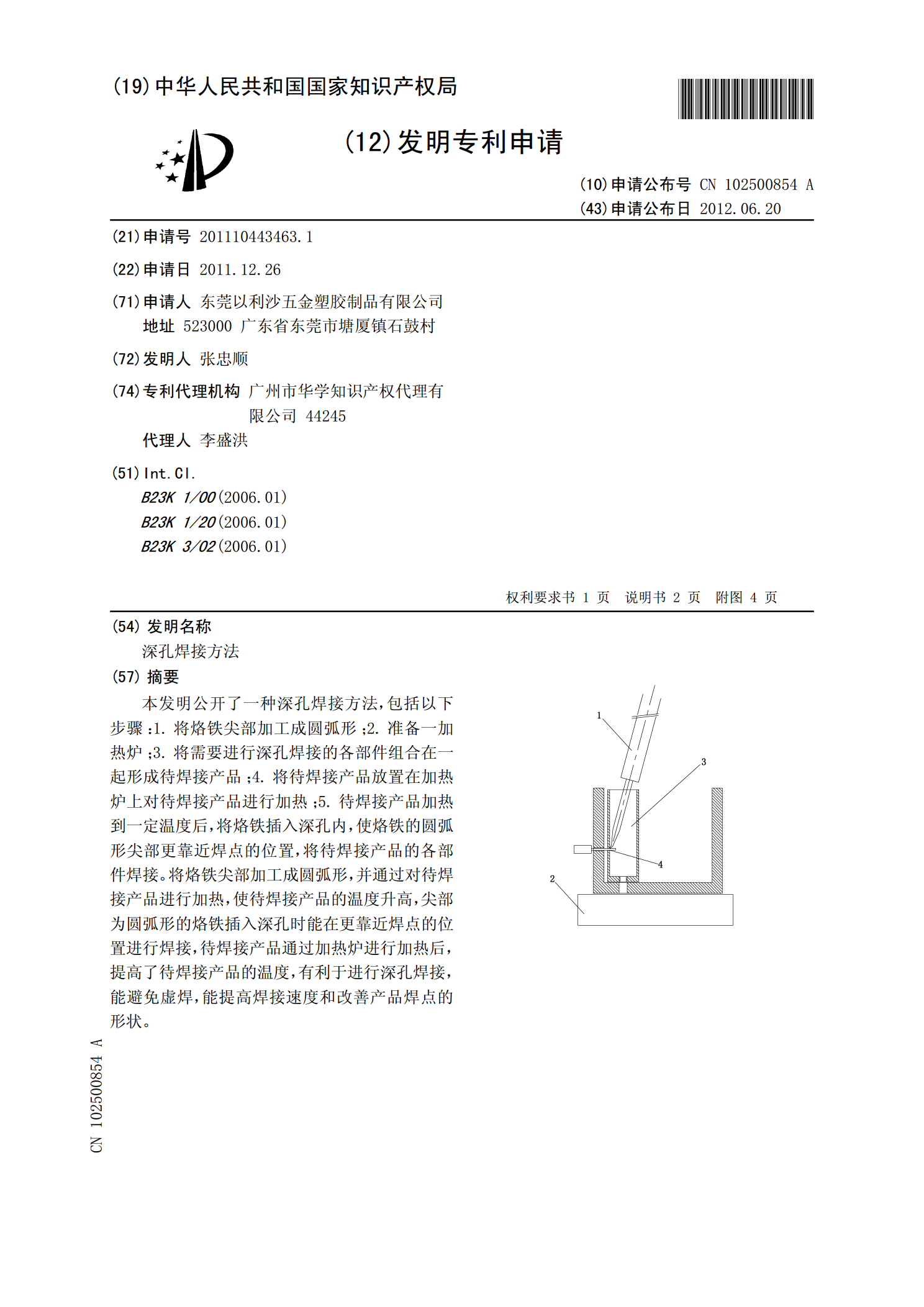
本发明公开了一种深孔焊接方法,包括以下步骤:1.将烙铁尖部加工成圆弧形;2.准备一加热炉;3.将需要进行深孔焊接的各部件组合在一起形成待焊接产品;4.将待焊接产品放置在加热炉上对待焊接产品进行加热;5.待焊接产品加热到一定温度后,将烙铁插入深孔内,使烙铁的圆弧形尖部更靠近焊点的位置,将待焊接产品的各部件焊接。将烙铁尖部加工成圆弧形,并通过对待焊接产品进行加热,使待焊接产品的温度升高,尖部为圆弧形的烙铁插入深孔时能在更靠近焊点的位置进行焊接,待焊接产品通过加热炉进行加热后,提高了待焊接产品的温度,有利于进行

深孔钻刀具焊接强度检测装置.pdf
深孔钻刀具焊接强度检测装置,它涉及一种强度检测装置。本发明解决了现有技术中没有检测深孔钻上刀片及导向块焊接后强度的装置,也无法得知刀片及导向块与刀具焊接后受力发生破坏的临界值的问题。深孔钻竖直固接在夹具上,扭力测量仪包括固接有数据显示屏的传动杆和与传动杆的一端固接的扭转头,第一液压施力机构中的第一液压缸的活塞杆与传动杆的另一端固接,扭转头的下端的形状与深孔钻上刀片及导向块的外轮廓相配合,第二液压施力机构中的第二液压缸竖直设置于扭转头的上方,压力测力计的触头位于第二液压缸与扭转头之间设置。本发明的深孔钻刀具

一种适用于小直径深盲孔的焊接方法.pdf
一种适用于小直径深盲孔的焊接方法,步骤:a、设计专用焊枪;b、角焊缝处理;c、焊前处理与选择焊接材料;d、确定焊接工艺,焊接时,将深盲孔试样固定在工装平台上,调整焊枪倾角为5°~10°,对步骤c处理过的深盲孔进行堆焊,焊枪绕深孔中心旋转,螺旋朝深盲孔外部往上堆焊;本发明的优点在于:采用专用小直径深盲孔气体保护焊枪,能够实现更小孔径的深孔或深盲孔的焊接,并且保留气保焊的高效率和易操作性等;采用工件不动、焊枪无缠绕旋转形式,可实现深孔内壁的竖直堆焊,工作效率高且易于操作。
可用于深孔焊接的焊枪夹持机构.pdf
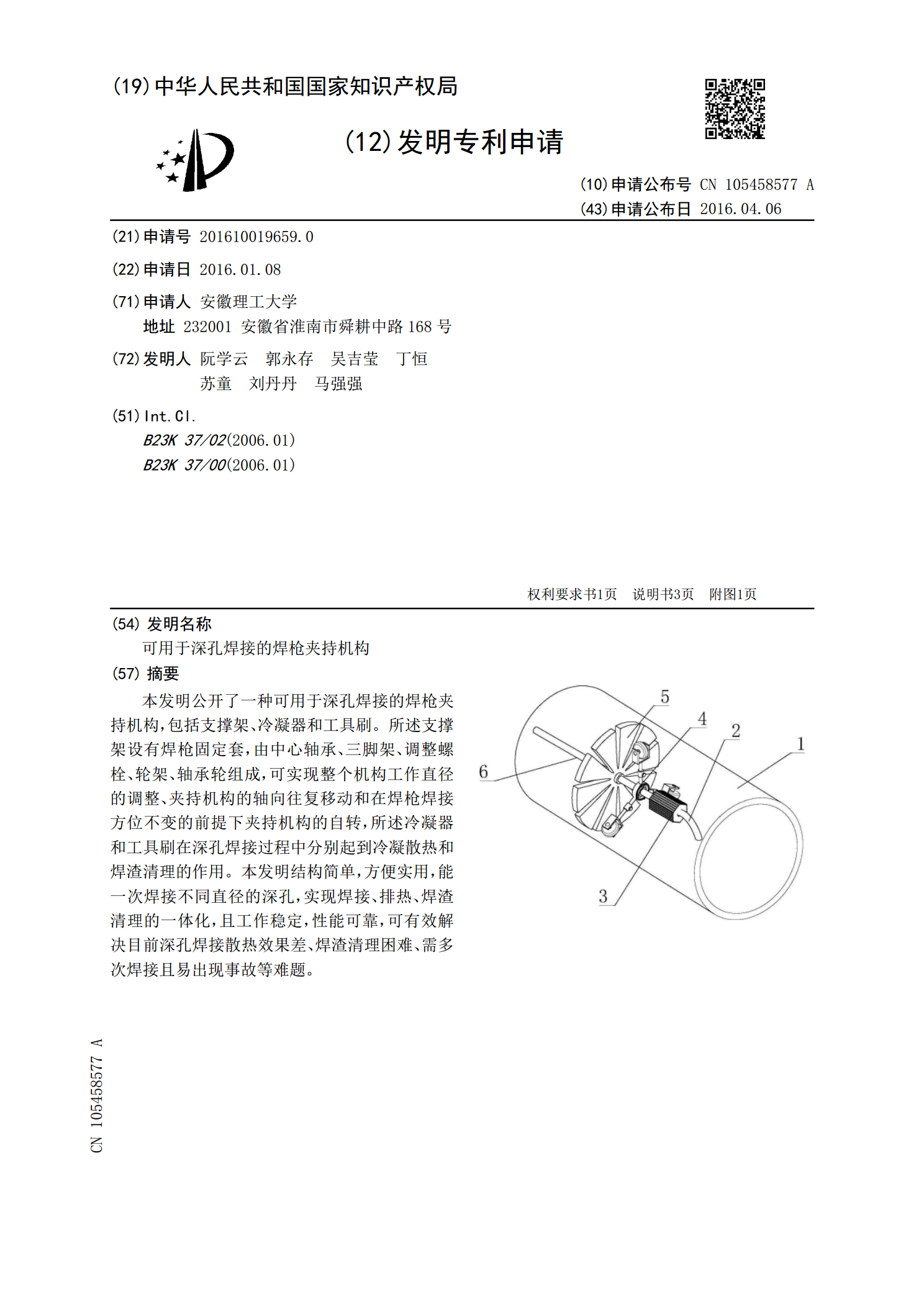
本发明公开了一种可用于深孔焊接的焊枪夹持机构,包括支撑架、冷凝器和工具刷。所述支撑架设有焊枪固定套,由中心轴承、三脚架、调整螺栓、轮架、轴承轮组成,可实现整个机构工作直径的调整、夹持机构的轴向往复移动和在焊枪焊接方位不变的前提下夹持机构的自转,所述冷凝器和工具刷在深孔焊接过程中分别起到冷凝散热和焊渣清理的作用。本发明结构简单,方便实用,能一次焊接不同直径的深孔,实现焊接、排热、焊渣清理的一体化,且工作稳定,性能可靠,可有效解决目前深孔焊接散热效果差、焊渣清理困难、需多次焊接且易出现事故等难题。

薄壁深孔焊接件防变形加工工艺.docx
薄壁深孔焊接件防变形加工工艺1.前言薄壁深孔焊接件一般应用于航空航天和机械加工领域,因其轻量化、高于传统件的强度和刚度在现代制造业中得到广泛应用。但是,在制造和加工过程中,由于薄壁深孔件的特殊结构和复杂性,易发生变形和扭曲,从而导致加工精度的下降和材料的浪费,甚至影响产品的质量和性能,给生产带来很大的困难和损失。因此,在加工薄壁深孔焊接件时,防止变形是一个非常重要的问题,需要采用一些特殊的加工工艺和技术来解决。本文主要介绍薄壁深孔焊接件防变形加工工艺的研究现状和发展趋势,并提出一些应对措施和建议。2.薄壁