
一种小直径精密盲孔的加工方法.pdf

一只****ua


1/8
2/8

3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小直径精密盲孔的加工方法.pdf
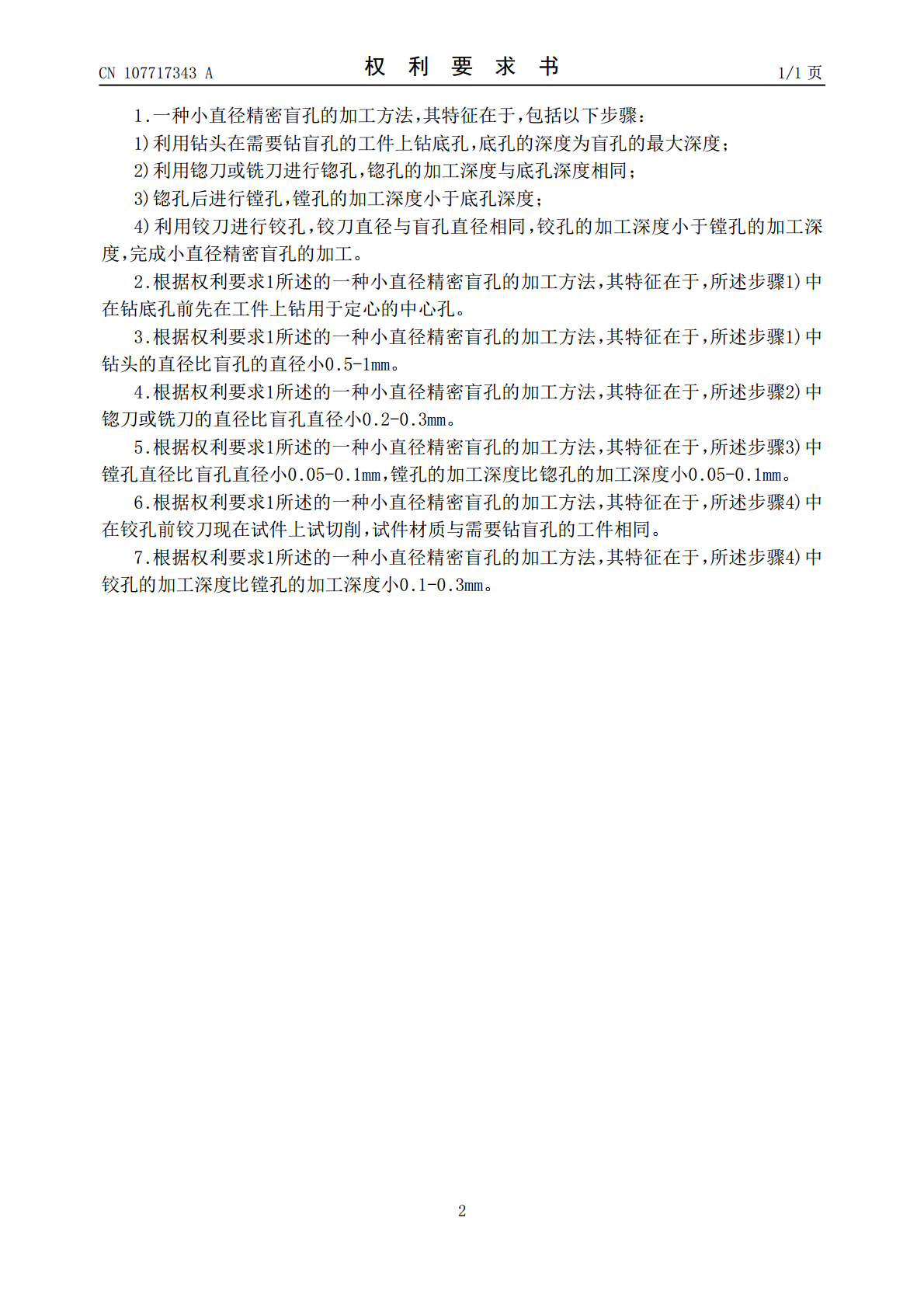
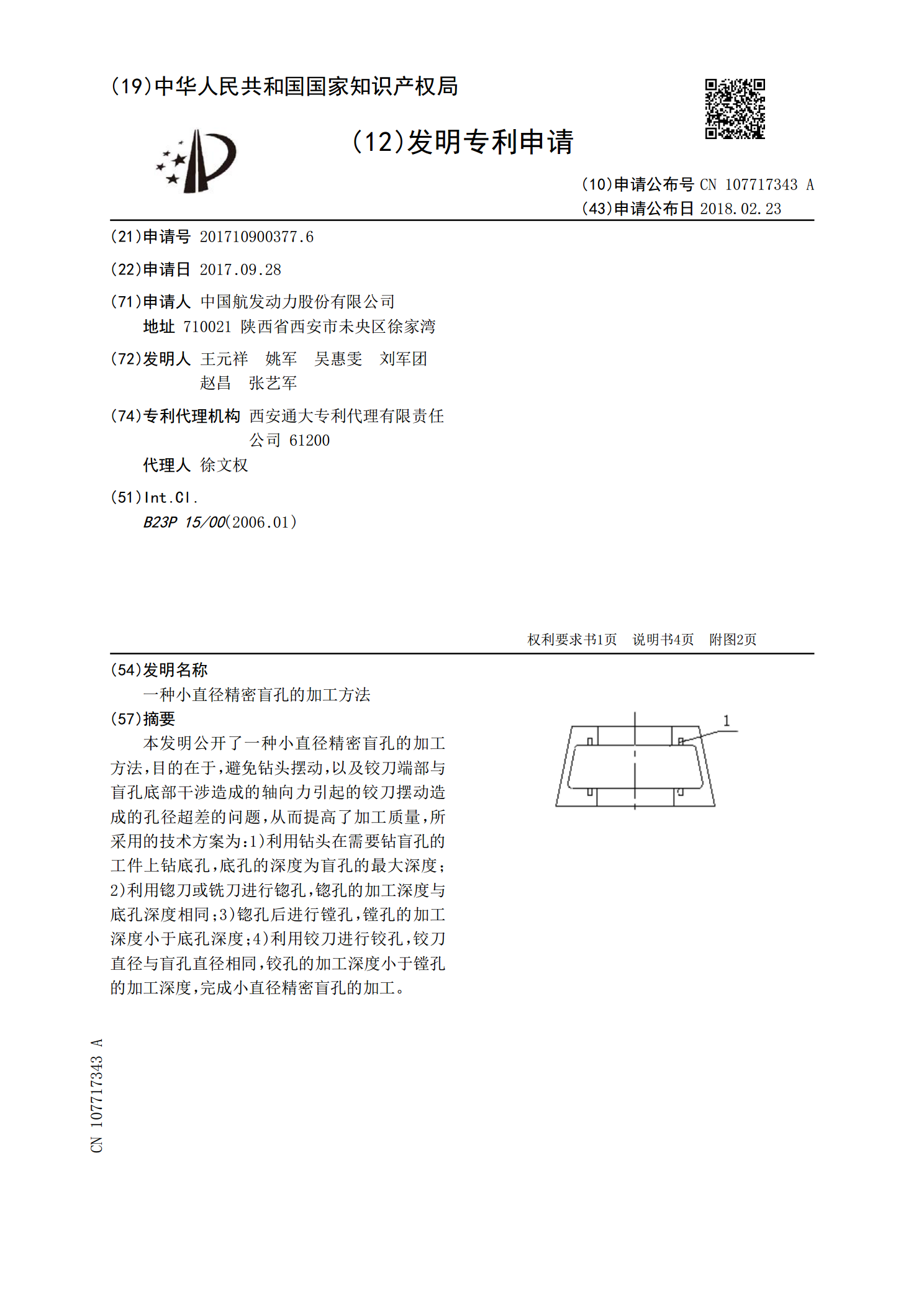
本发明公开了一种小直径精密盲孔的加工方法,目的在于,避免钻头摆动,以及铰刀端部与盲孔底部干涉造成的轴向力引起的铰刀摆动造成的孔径超差的问题,从而提高了加工质量,所采用的技术方案为:1)利用钻头在需要钻盲孔的工件上钻底孔,底孔的深度为盲孔的最大深度;2)利用锪刀或铣刀进行锪孔,锪孔的加工深度与底孔深度相同;3)锪孔后进行镗孔,镗孔的加工深度小于底孔深度;4)利用铰刀进行铰孔,铰刀直径与盲孔直径相同,铰孔的加工深度小于镗孔的加工深度,完成小直径精密盲孔的加工。

油缸活塞盲孔的精密加工方法.pdf
本发明公开了一种油缸活塞盲孔的精密加工方法,包括以下步骤:(1)粗加工大活塞盲孔至φ67×195mm;(2)先预钻小活塞盲孔至

小直径孔的加工方法.pdf
本发明实施例提供一种小直径孔的加工方法,包括利用钻头进行钻孔的步骤,其中,小直径孔的孔径小于等于0.4mm,在钻孔过程中,包括重复多次的进刀‑退刀过程,且钻头转速大于等于40000r/min,通过大幅提高转速以及采用进刀‑退刀过程,使得加工后的小直径孔内壁光滑,不再有毛刺残留。

一种适用于小直径深盲孔的焊接方法.pdf
一种适用于小直径深盲孔的焊接方法,步骤:a、设计专用焊枪;b、角焊缝处理;c、焊前处理与选择焊接材料;d、确定焊接工艺,焊接时,将深盲孔试样固定在工装平台上,调整焊枪倾角为5°~10°,对步骤c处理过的深盲孔进行堆焊,焊枪绕深孔中心旋转,螺旋朝深盲孔外部往上堆焊;本发明的优点在于:采用专用小直径深盲孔气体保护焊枪,能够实现更小孔径的深孔或深盲孔的焊接,并且保留气保焊的高效率和易操作性等;采用工件不动、焊枪无缠绕旋转形式,可实现深孔内壁的竖直堆焊,工作效率高且易于操作。
小直径大螺距盲孔加工用螺旋槽丝锥及使用方法.pdf
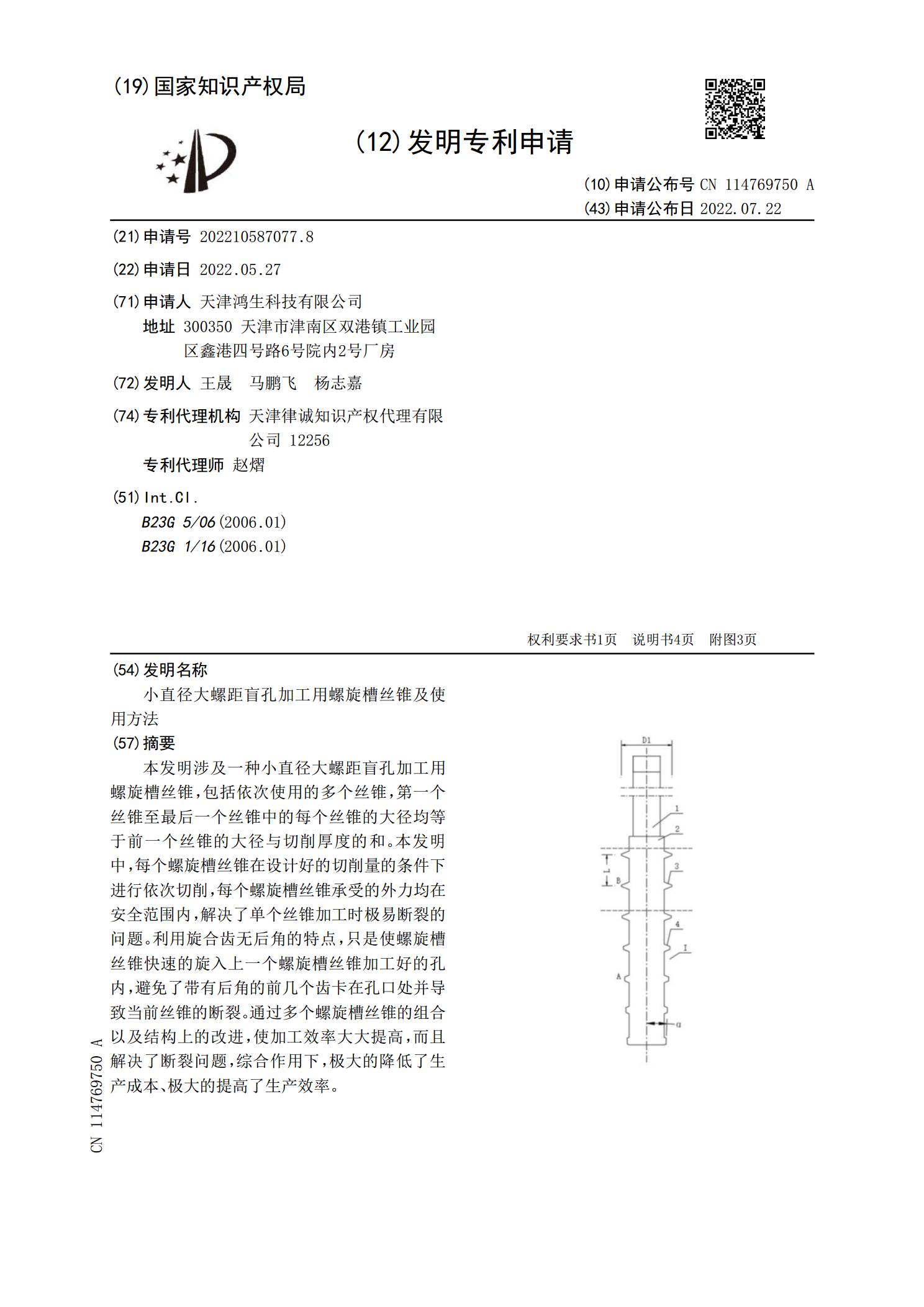
本发明涉及一种小直径大螺距盲孔加工用螺旋槽丝锥,包括依次使用的多个丝锥,第一个丝锥至最后一个丝锥中的每个丝锥的大径均等于前一个丝锥的大径与切削厚度的和。本发明中,每个螺旋槽丝锥在设计好的切削量的条件下进行依次切削,每个螺旋槽丝锥承受的外力均在安全范围内,解决了单个丝锥加工时极易断裂的问题。利用旋合齿无后角的特点,只是使螺旋槽丝锥快速的旋入上一个螺旋槽丝锥加工好的孔内,避免了带有后角的前几个齿卡在孔口处并导致当前丝锥的断裂。通过多个螺旋槽丝锥的组合以及结构上的改进,使加工效率大大提高,而且解决了断裂问题,综