
一种钛合金叶片的激光焊接方法.pdf

努力****冰心


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钛合金叶片的激光焊接方法.pdf
本发明公开了一种钛合金叶片的激光焊接方法,在接头处加工坡口,所述坡口为采用Y形坡口,所述坡口两侧斜面上均加工有T形互锁部件,所述的T形部件包括第一端和第二端,第一端和第二端连接处采用倒圆角过渡,所述的T形部件在坡口两侧表面上交替分布,间隔间距为4‑8mm,并在焊接时形成互锁结构,在进行焊接时,填充焊料后的盲孔和母材之间会形成机械互锁的结构,显著提高了焊接部位的强度,避免了坡口的反复设计实验,节省了时间。
一种钛合金板的激光焊接方法.pdf
本发明公开了一种钛合金板的激光焊接方法,在接头处加工坡口,所述坡口为采用Y形坡口,钝边间隙为2‑3mm,所述坡口两侧斜面上均加工有盲孔,所述的盲孔为圆台形,位于坡口表面的圆台面直径大于位于坡口内部的圆台面直径;在进行焊接时,填充焊料后的盲孔和母材之间会形成机械互锁的结构,显著提高了焊接部位的强度,避免了坡口的反复设计实验,节省了时间。
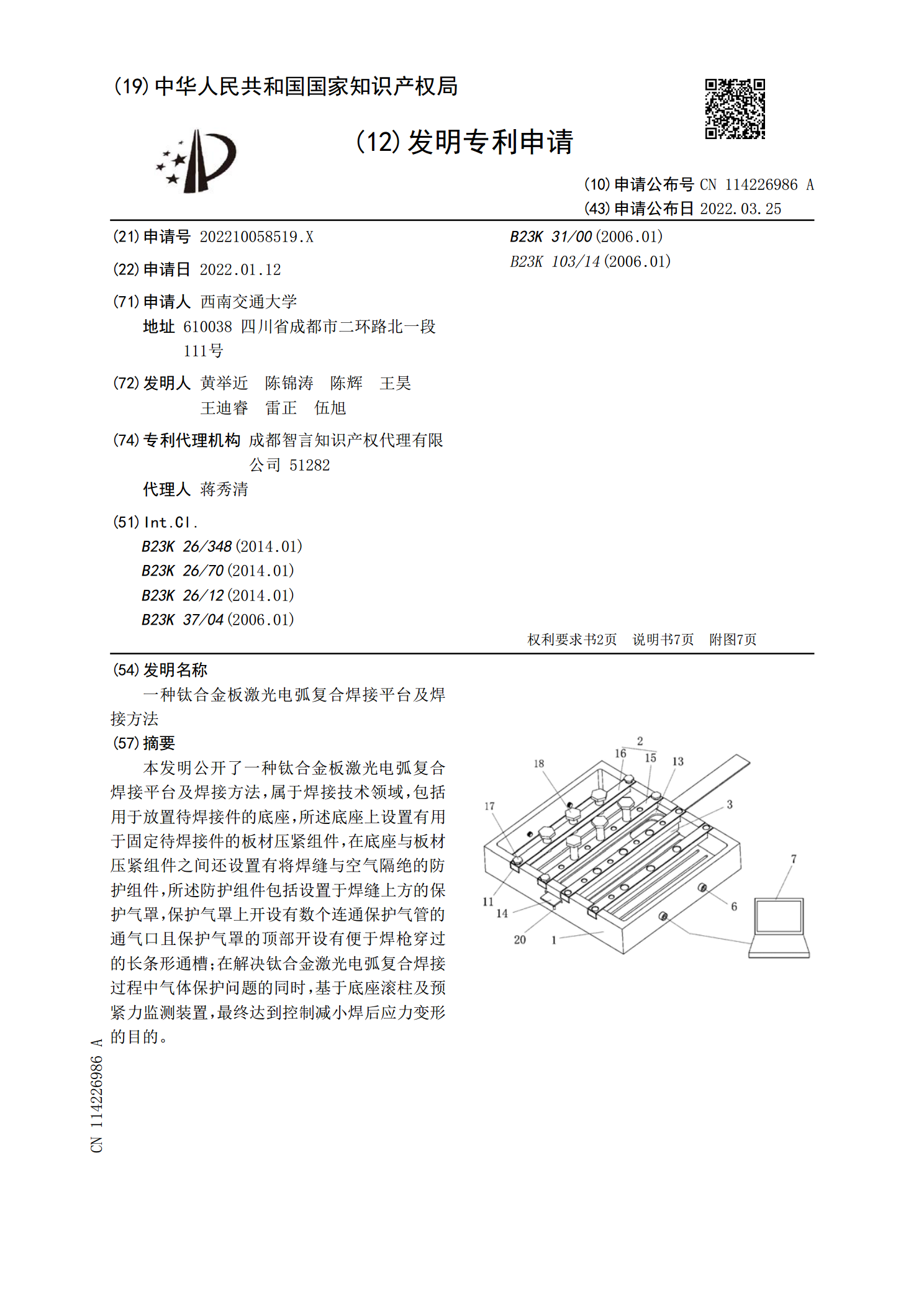
一种钛合金板激光电弧复合焊接平台及焊接方法.pdf
本发明公开了一种钛合金板激光电弧复合焊接平台及焊接方法,属于焊接技术领域,包括用于放置待焊接件的底座,所述底座上设置有用于固定待焊接件的板材压紧组件,在底座与板材压紧组件之间还设置有将焊缝与空气隔绝的防护组件,所述防护组件包括设置于焊缝上方的保护气罩,保护气罩上开设有数个连通保护气管的通气口且保护气罩的顶部开设有便于焊枪穿过的长条形通槽;在解决钛合金激光电弧复合焊接过程中气体保护问题的同时,基于底座滚柱及预紧力监测装置,最终达到控制减小焊后应力变形的目的。
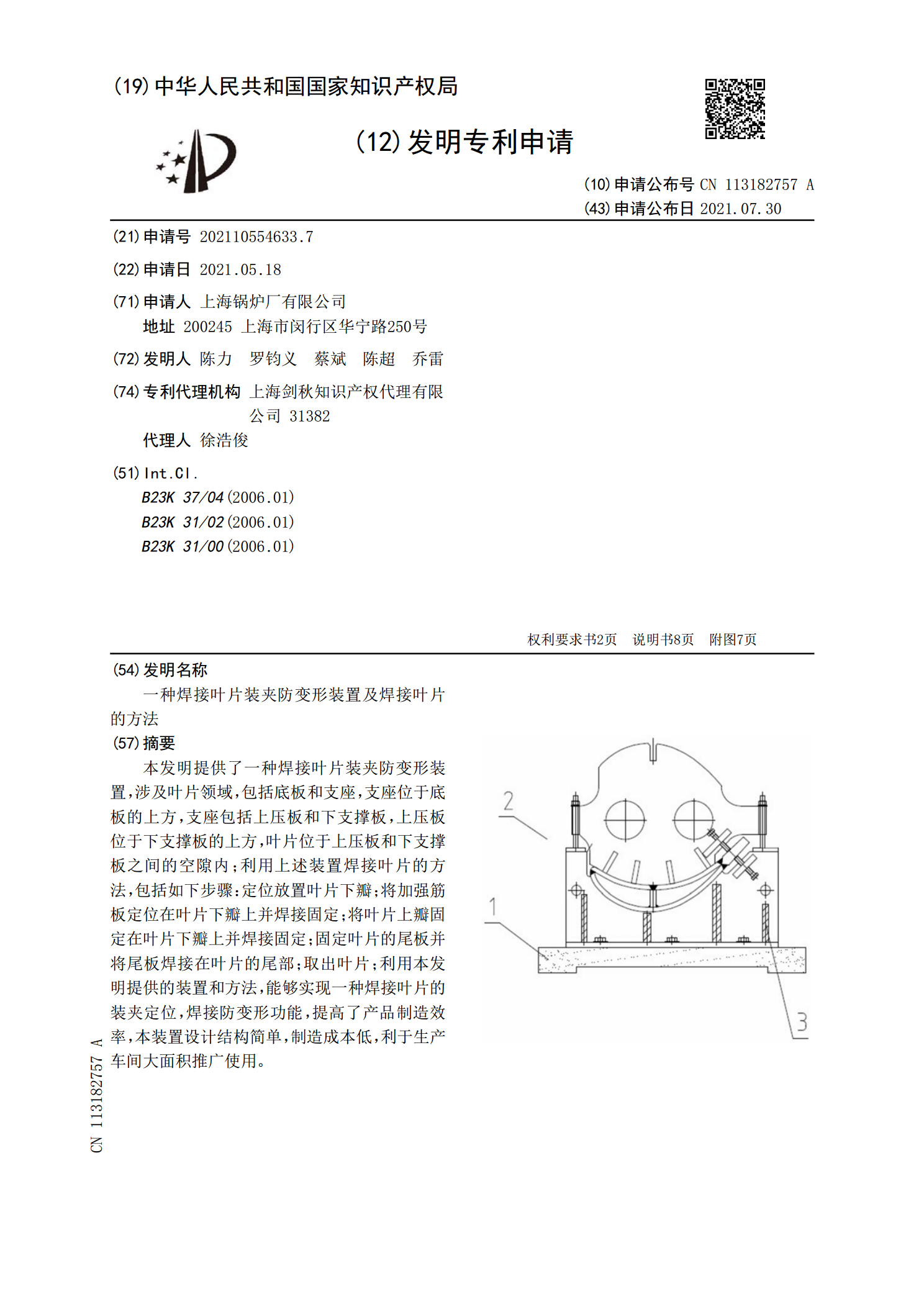
一种焊接叶片装夹防变形装置及焊接叶片的方法.pdf
本发明提供了一种焊接叶片装夹防变形装置,涉及叶片领域,包括底板和支座,支座位于底板的上方,支座包括上压板和下支撑板,上压板位于下支撑板的上方,叶片位于上压板和下支撑板之间的空隙内;利用上述装置焊接叶片的方法,包括如下步骤:定位放置叶片下瓣;将加强筋板定位在叶片下瓣上并焊接固定;将叶片上瓣固定在叶片下瓣上并焊接固定;固定叶片的尾板并将尾板焊接在叶片的尾部;取出叶片;利用本发明提供的装置和方法,能够实现一种焊接叶片的装夹定位,焊接防变形功能,提高了产品制造效率,本装置设计结构简单,制造成本低,利于生产车间大面
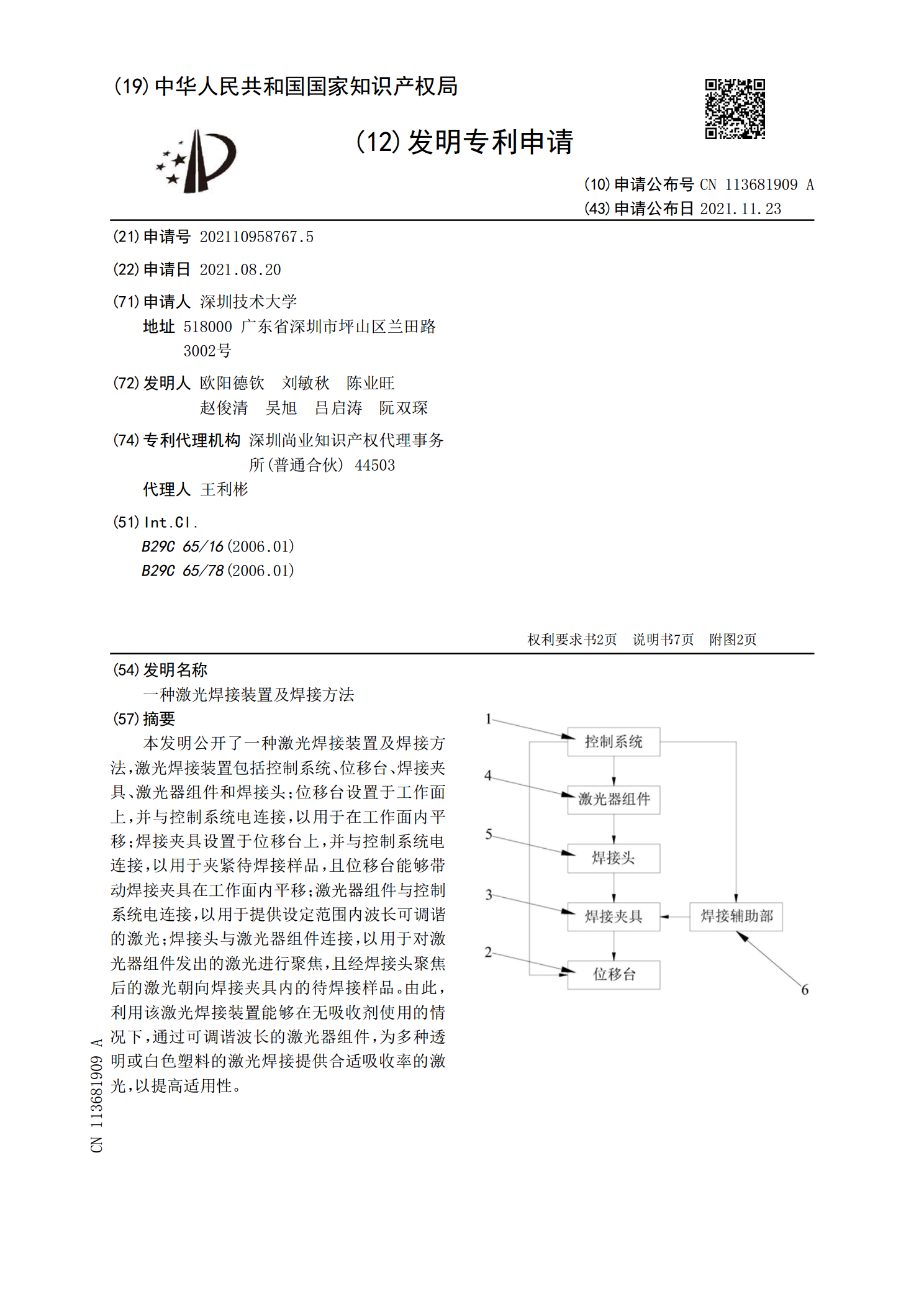
一种激光焊接装置及焊接方法.pdf
本发明公开了一种激光焊接装置及焊接方法,激光焊接装置包括控制系统、位移台、焊接夹具、激光器组件和焊接头;位移台设置于工作面上,并与控制系统电连接,以用于在工作面内平移;焊接夹具设置于位移台上,并与控制系统电连接,以用于夹紧待焊接样品,且位移台能够带动焊接夹具在工作面内平移;激光器组件与控制系统电连接,以用于提供设定范围内波长可调谐的激光;焊接头与激光器组件连接,以用于对激光器组件发出的激光进行聚焦,且经焊接头聚焦后的激光朝向焊接夹具内的待焊接样品。由此,利用该激光焊接装置能够在无吸收剂使用的情况下,通过可