
一种钛合金板的激光焊接方法.pdf

Ro****44


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金板的激光焊接方法.pdf
本发明公开了一种钛合金板的激光焊接方法,在接头处加工坡口,所述坡口为采用Y形坡口,钝边间隙为2‑3mm,所述坡口两侧斜面上均加工有盲孔,所述的盲孔为圆台形,位于坡口表面的圆台面直径大于位于坡口内部的圆台面直径;在进行焊接时,填充焊料后的盲孔和母材之间会形成机械互锁的结构,显著提高了焊接部位的强度,避免了坡口的反复设计实验,节省了时间。
一种钛合金板激光电弧复合焊接平台及焊接方法.pdf
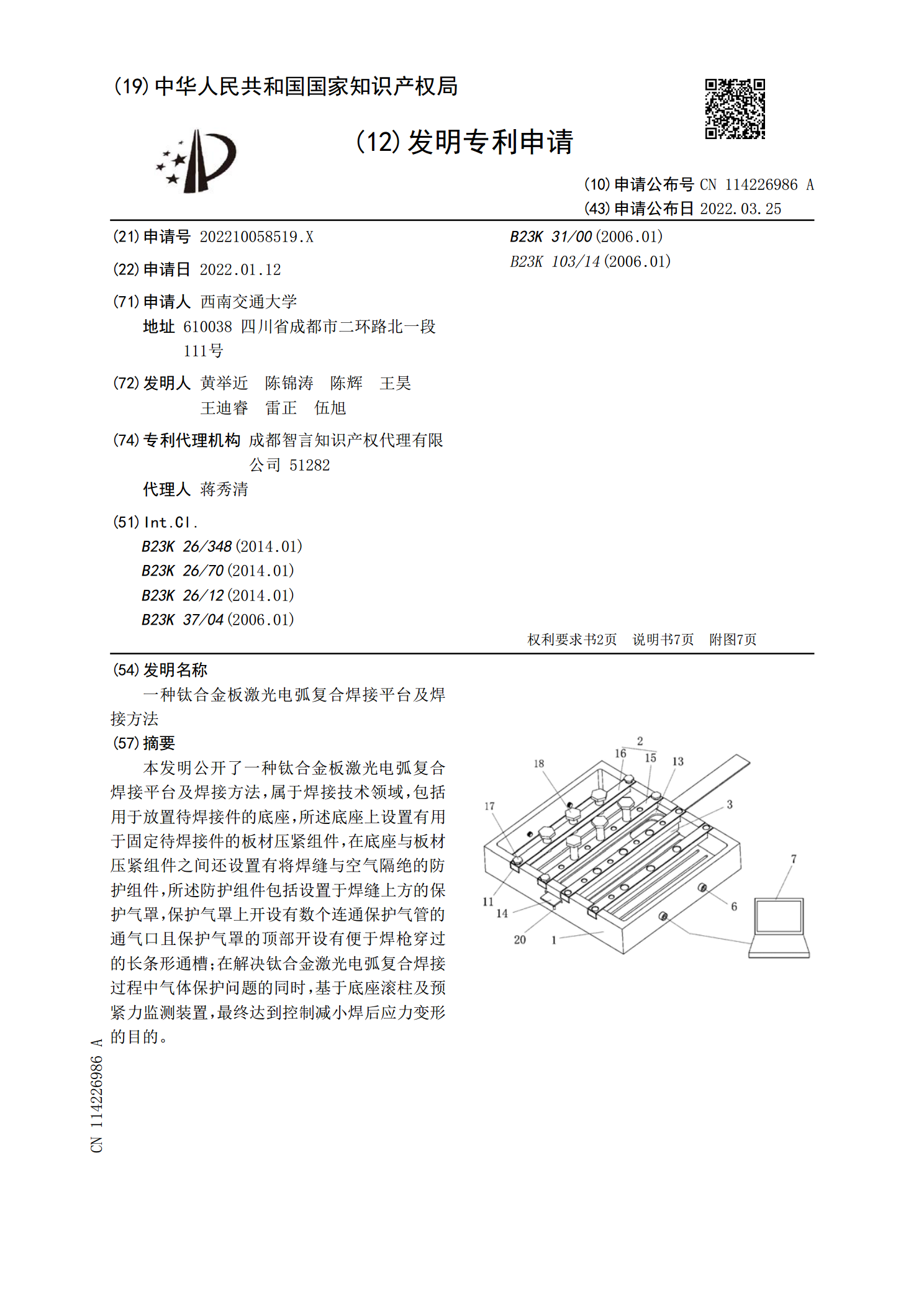
本发明公开了一种钛合金板激光电弧复合焊接平台及焊接方法,属于焊接技术领域,包括用于放置待焊接件的底座,所述底座上设置有用于固定待焊接件的板材压紧组件,在底座与板材压紧组件之间还设置有将焊缝与空气隔绝的防护组件,所述防护组件包括设置于焊缝上方的保护气罩,保护气罩上开设有数个连通保护气管的通气口且保护气罩的顶部开设有便于焊枪穿过的长条形通槽;在解决钛合金激光电弧复合焊接过程中气体保护问题的同时,基于底座滚柱及预紧力监测装置,最终达到控制减小焊后应力变形的目的。

一种钛合金叶片的激光焊接方法.pdf
本发明公开了一种钛合金叶片的激光焊接方法,在接头处加工坡口,所述坡口为采用Y形坡口,所述坡口两侧斜面上均加工有T形互锁部件,所述的T形部件包括第一端和第二端,第一端和第二端连接处采用倒圆角过渡,所述的T形部件在坡口两侧表面上交替分布,间隔间距为4‑8mm,并在焊接时形成互锁结构,在进行焊接时,填充焊料后的盲孔和母材之间会形成机械互锁的结构,显著提高了焊接部位的强度,避免了坡口的反复设计实验,节省了时间。

一种钼板的单激光焊接方法.pdf
本发明涉及一种钼板的单激光焊接方法,该方法包括以下步骤:碱煮:把钼方片放入KOH溶液中碱煮;清洗:将方片用去离子水清洗,然后再用酒精擦拭待焊接处;涂抹促焊剂:向钼方片的起焊点处涂抹复合促焊剂;固定对焦:将钼方片用专用夹具固定在焊接工作台上,将焊接机器人移至起焊点然后进行设备对焦,调节离焦量;送气:向焊缝处送氩气,形成局部无氧氛围;点焊起弧:调节激光焊机的起焊功率,进行点焊起弧;焊接:调节焊接模式、激光功率和焊接速度,在焊接临界时,释放一个脉冲,进行焊接;焊后保温:将钼方片送入加热炉进行焊后保温。通过上述技
一种薄壁钛合金板搅拌摩擦焊接方法.pdf
一种薄壁钛合金板搅拌摩擦焊接方法1.引言1.1概述概述部分的内容可以介绍以下几个方面:钛合金材料在航空、航天、汽车和医疗器械等领域具有广泛的应用前景,其轻量化、高强度和良好的耐腐蚀性能使其成为一种理想的结构材料。然而,传统的钛合金板焊接方法存在一些问题,如焊缝质量差、焊接变形大等。因此,发展一种高效、优质的钛合金板焊接方法具有重要意义。本文提出了一种薄壁钛合金板搅拌摩擦焊接方法,该方法通过摩擦热效应和塑性流动,实现了钛合金板的连接。该方法相比传统的熔化焊接方法具有许多优势,如焊缝无气孔、晶界无异常、焊接变