
平叉轴上扁方的成型方法.pdf

努力****采萍

1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
平叉轴上扁方的成型方法.pdf
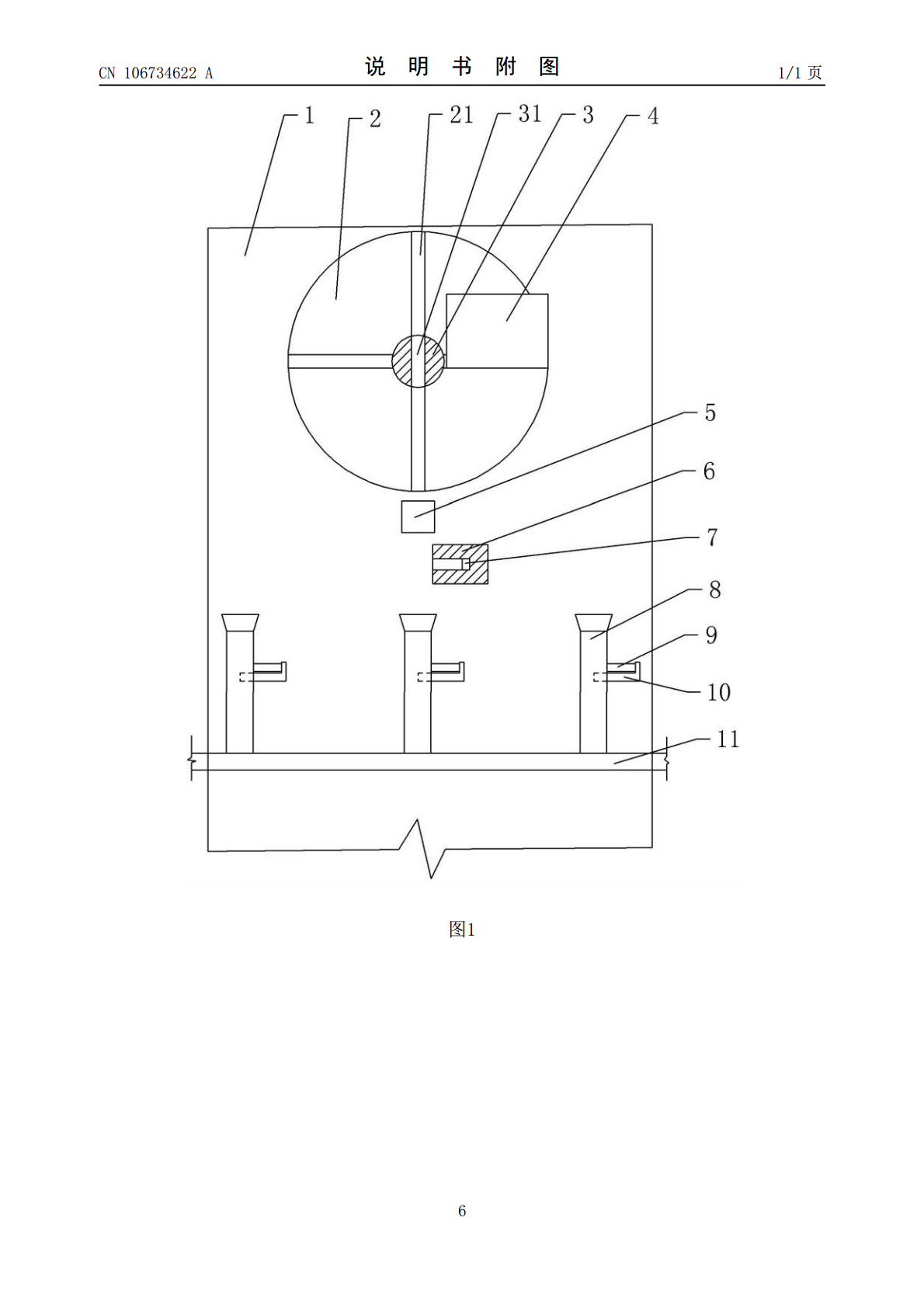
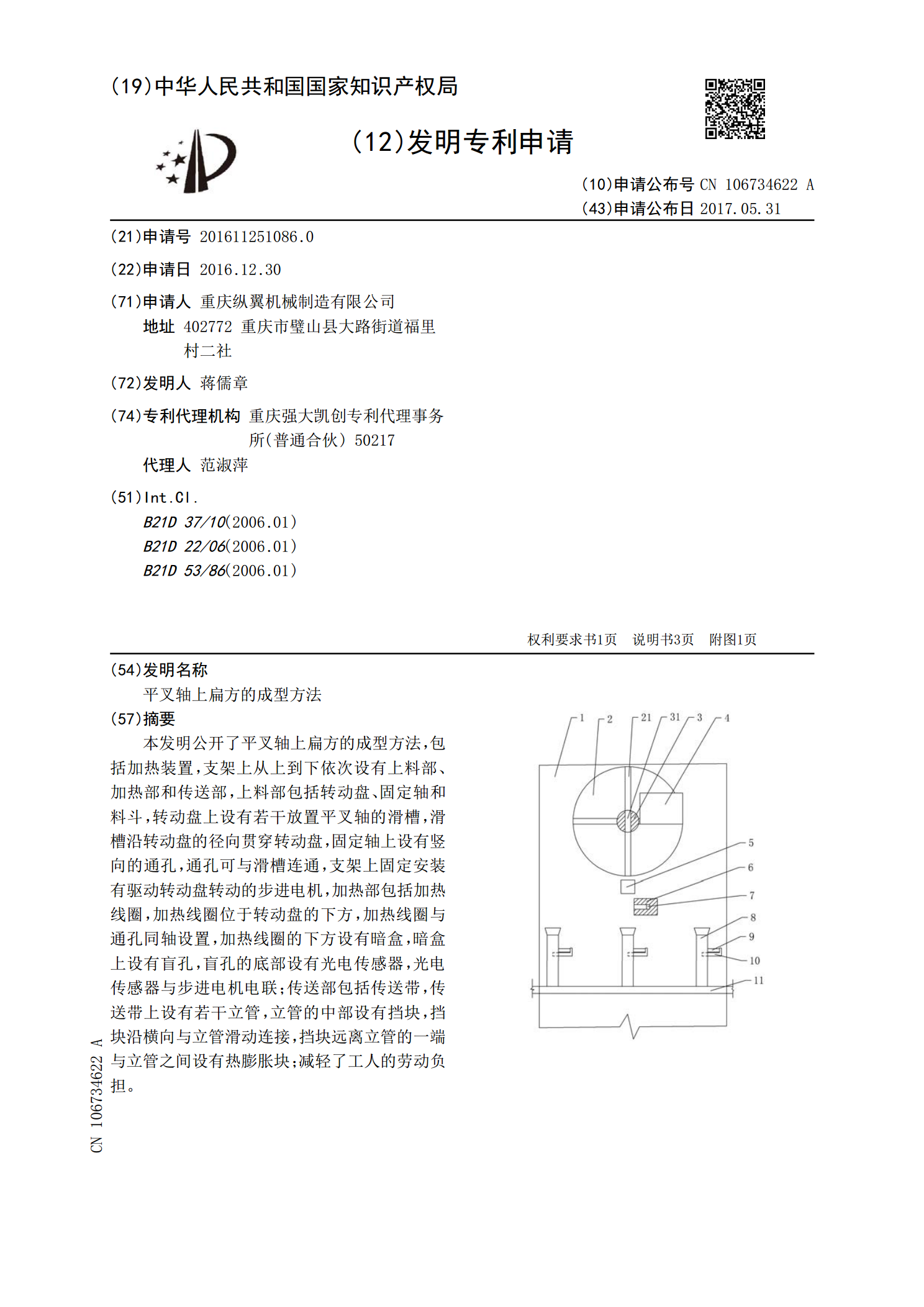
本发明公开了平叉轴上扁方的成型方法,包括加热装置,支架上从上到下依次设有上料部、加热部和传送部,上料部包括转动盘、固定轴和料斗,转动盘上设有若干放置平叉轴的滑槽,滑槽沿转动盘的径向贯穿转动盘,固定轴上设有竖向的通孔,通孔可与滑槽连通,支架上固定安装有驱动转动盘转动的步进电机,加热部包括加热线圈,加热线圈位于转动盘的下方,加热线圈与通孔同轴设置,加热线圈的下方设有暗盒,暗盒上设有盲孔,盲孔的底部设有光电传感器,光电传感器与步进电机电联;传送部包括传送带,传送带上设有若干立管,立管的中部设有挡块,挡块沿横向与
平叉轴上扁方的成型装置.pdf
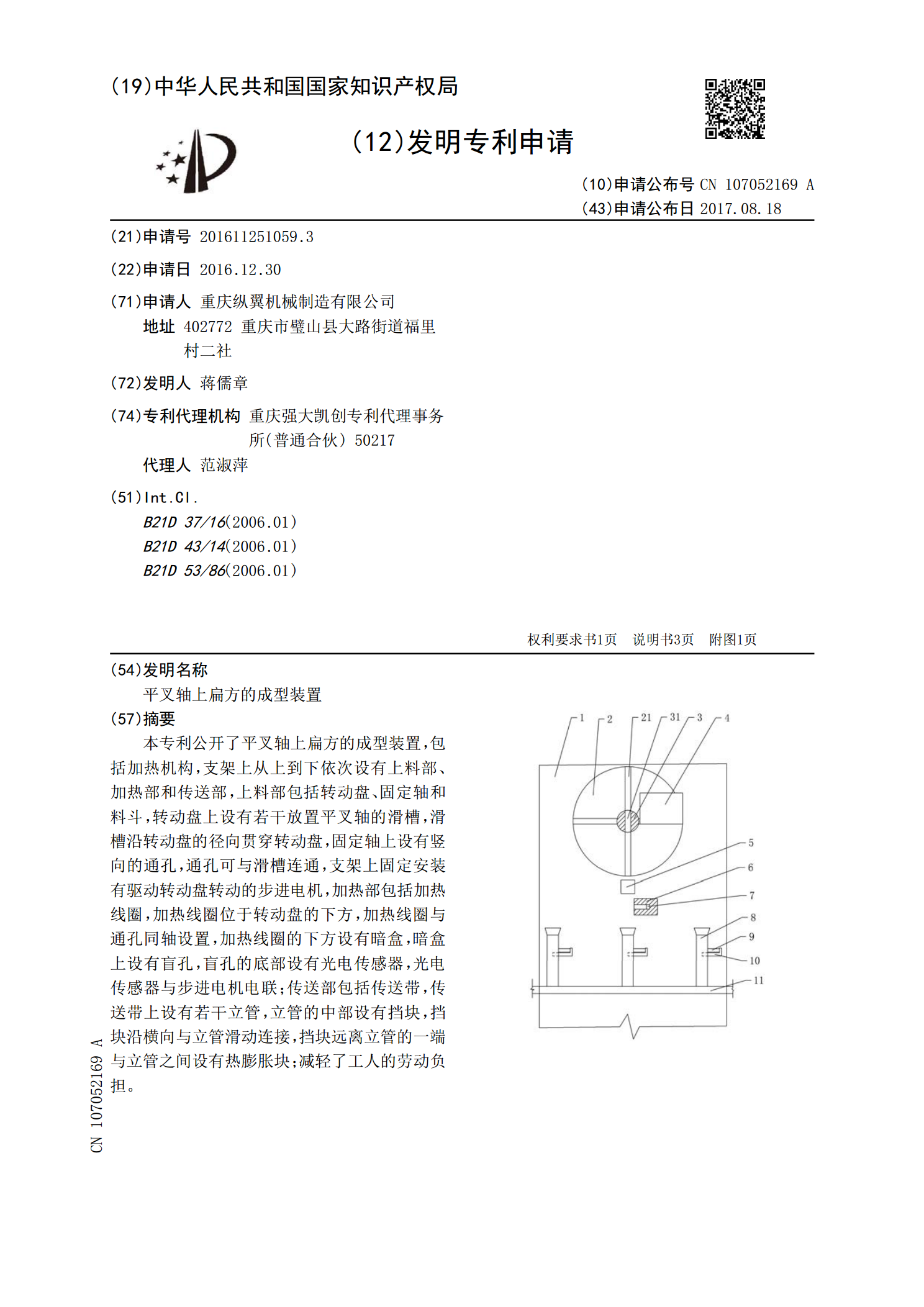
本专利公开了平叉轴上扁方的成型装置,包括加热机构,支架上从上到下依次设有上料部、加热部和传送部,上料部包括转动盘、固定轴和料斗,转动盘上设有若干放置平叉轴的滑槽,滑槽沿转动盘的径向贯穿转动盘,固定轴上设有竖向的通孔,通孔可与滑槽连通,支架上固定安装有驱动转动盘转动的步进电机,加热部包括加热线圈,加热线圈位于转动盘的下方,加热线圈与通孔同轴设置,加热线圈的下方设有暗盒,暗盒上设有盲孔,盲孔的底部设有光电传感器,光电传感器与步进电机电联;传送部包括传送带,传送带上设有若干立管,立管的中部设有挡块,挡块沿横向与
后平叉用方管挤压成型设备及工艺.pdf
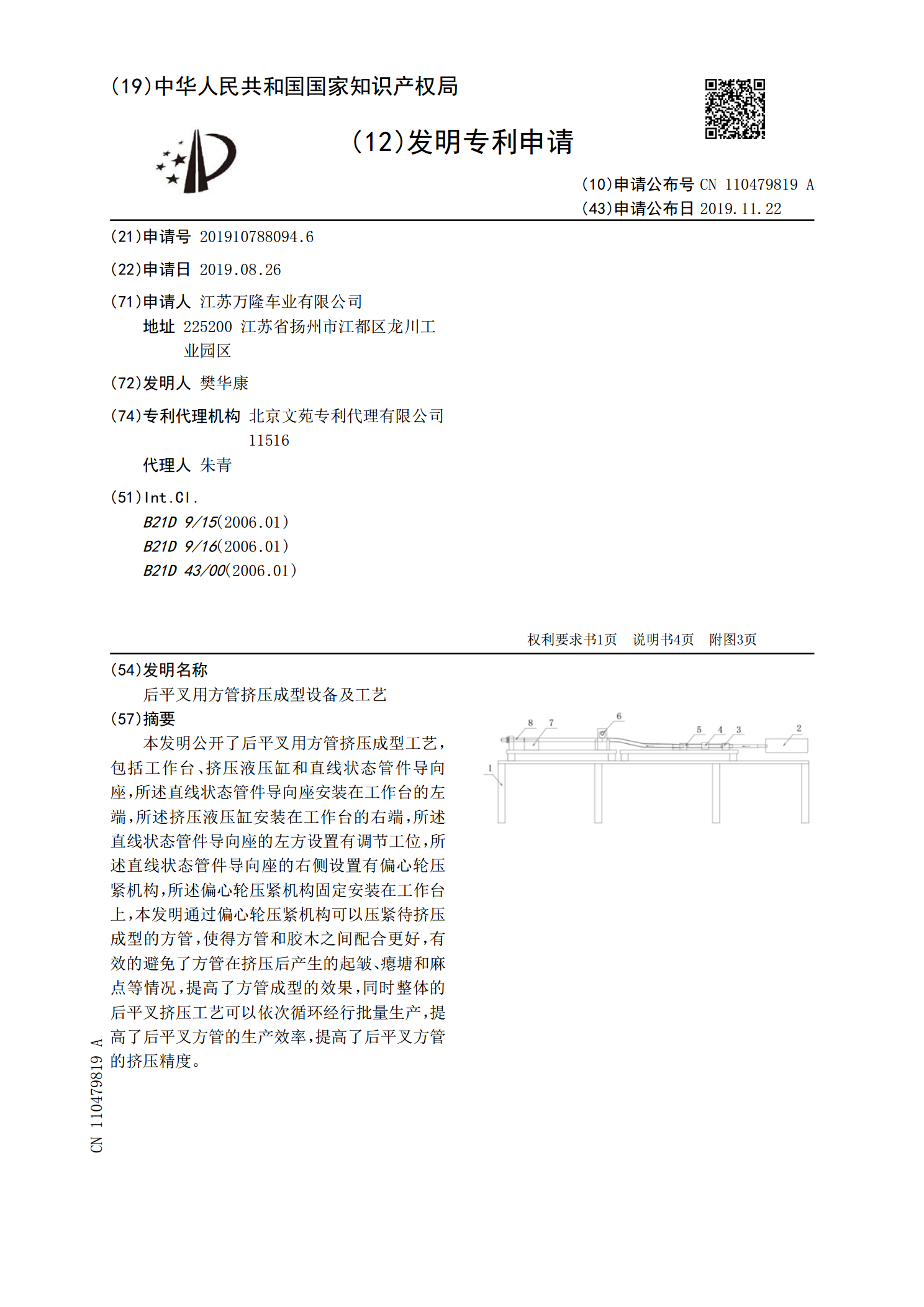
本发明公开了后平叉用方管挤压成型工艺,包括工作台、挤压液压缸和直线状态管件导向座,所述直线状态管件导向座安装在工作台的左端,所述挤压液压缸安装在工作台的右端,所述直线状态管件导向座的左方设置有调节工位,所述直线状态管件导向座的右侧设置有偏心轮压紧机构,所述偏心轮压紧机构固定安装在工作台上,本发明通过偏心轮压紧机构可以压紧待挤压成型的方管,使得方管和胶木之间配合更好,有效的避免了方管在挤压后产生的起皱、瘪塘和麻点等情况,提高了方管成型的效果,同时整体的后平叉挤压工艺可以依次循环经行批量生产,提高了后平叉方管
细长扁轴加工方法.pdf
本发明细长扁轴加工方法涉及机械加工领域,具体涉及细长扁轴加工方法,包括以下步骤:下料,选用合适的材料,并在径向方向上单边留3mm‑5mm的加工余量,在长度方向上留5mm‑8mm的加工余量,工件全长直线度≤1mm;热处理,全相检查球化退火,750℃~770℃保温1h‑2h,降到620℃~640℃保温1h—2h,反复三次,炉冷到≤400℃出炉,硬度170HBW‑197HBW,全长直线度≤1.5mm;粗车,车端面取长度,留3mm‑5mm的加工余量,调心钻顶尖孔,夹顶粗车外圆至要求尺寸;热处理,高温时效;半精车,

用于叉轴叉端中心孔的夹具及其加工叉轴方法.pdf
本发明公开了一种用于叉轴叉端中心孔的夹具及其加工叉轴方法,包括主轴,其中,所述主轴上安装有球轴承、本体和圆盘,所述本体和圆盘之间安装有导向轴,所述导向轴上安装有弹簧实现圆盘与本体之间的轴向回复移动,所述圆盘上安装有与叉轴叉头部位相配合的V型块以及用于限制叉头上下移动的叉块。本发明提供的用于叉轴叉端中心孔的夹具及其加工叉轴方法,通过设置V型块和叉块进行叉轴中心孔定位,从而保证两中心孔轴线与叉头部位的相互位置关系。此外,本发明提供的用于叉轴叉端中心孔的夹具加工叉轴方法,由于仅需操作车床尾部手轮,因此操作简单方