
油缸活塞盲孔的精密加工方法.pdf

含秀****66


1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

油缸活塞盲孔的精密加工方法.pdf
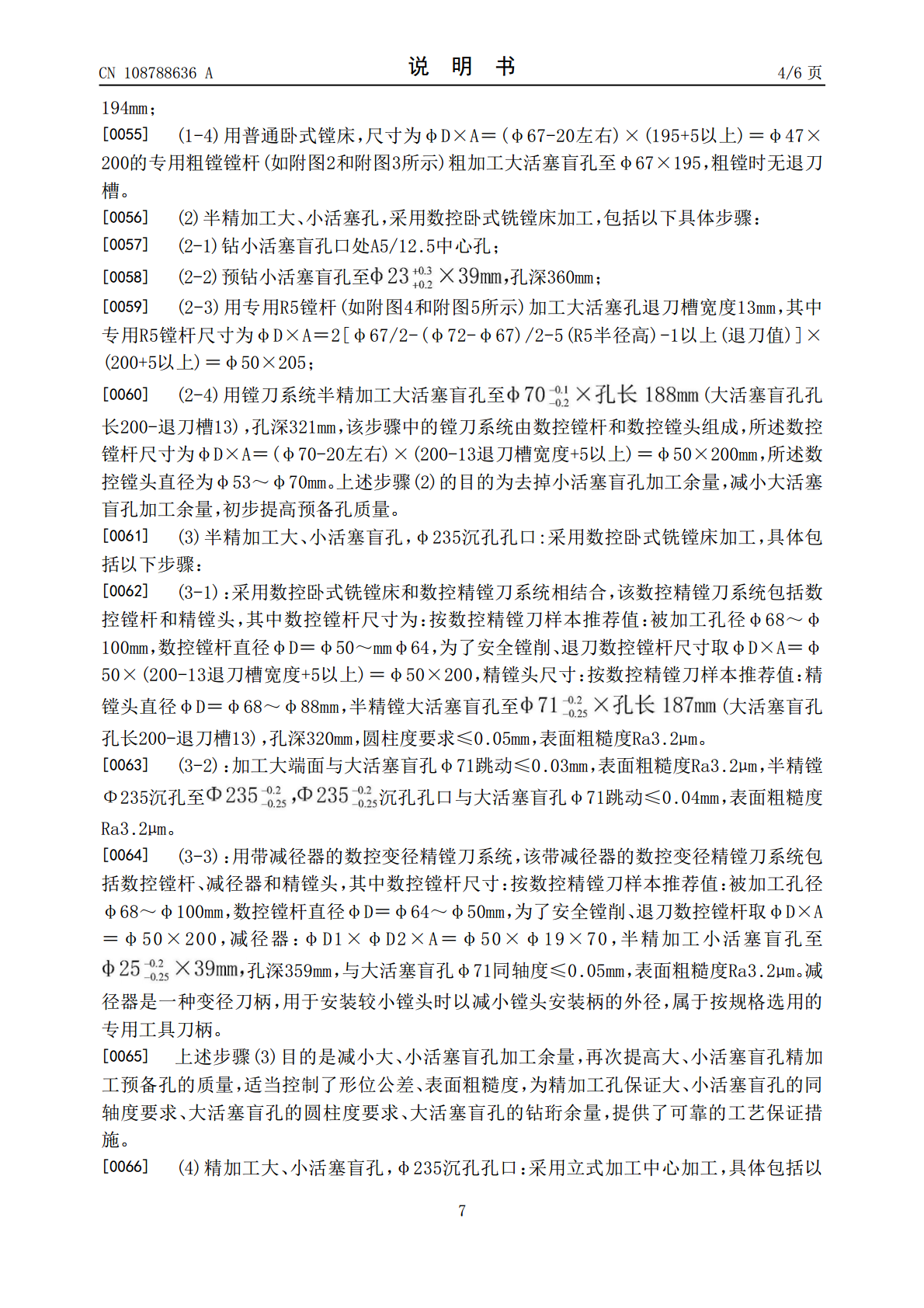
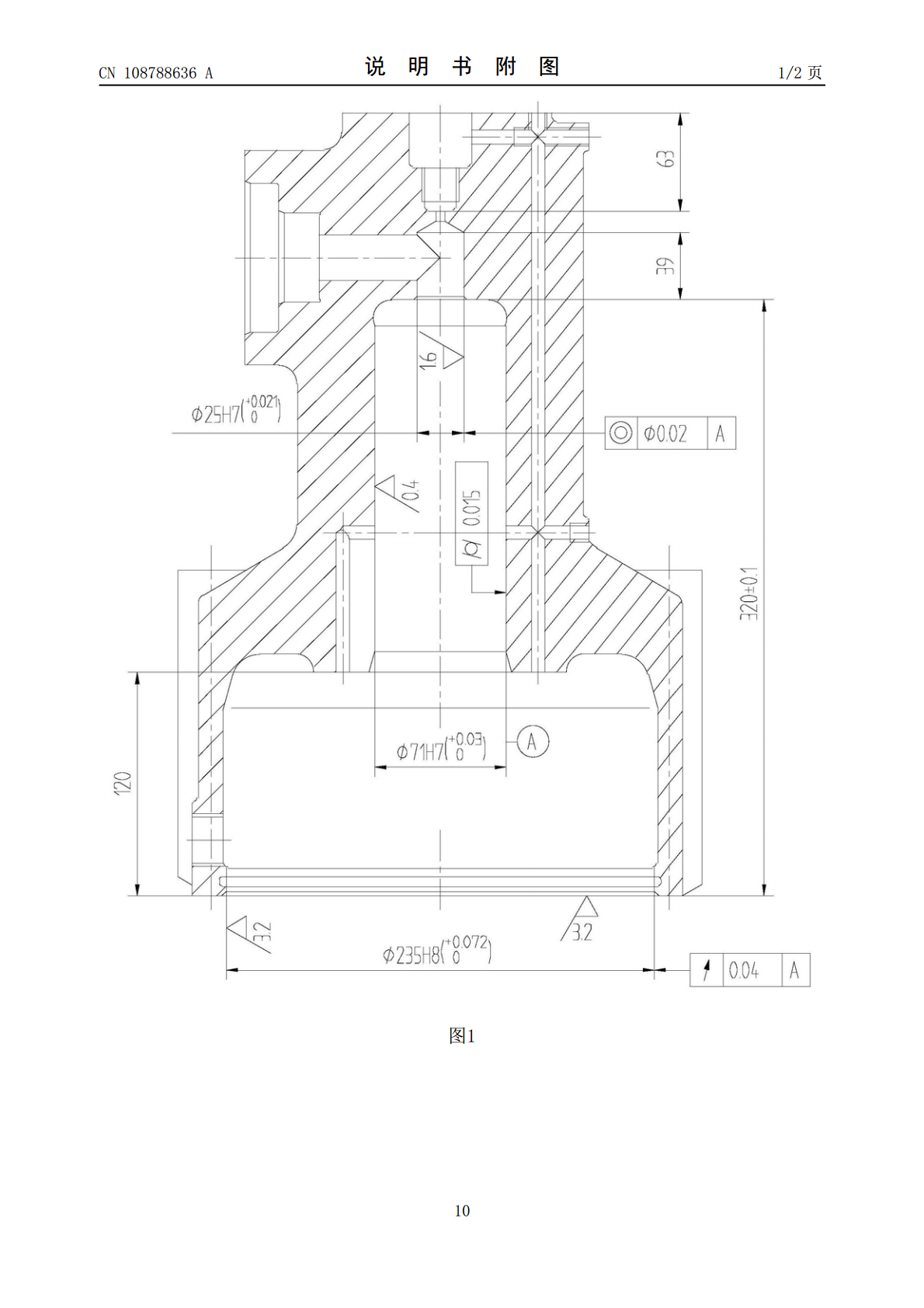
本发明公开了一种油缸活塞盲孔的精密加工方法,包括以下步骤:(1)粗加工大活塞盲孔至φ67×195mm;(2)先预钻小活塞盲孔至
一种小直径精密盲孔的加工方法.pdf
本发明公开了一种小直径精密盲孔的加工方法,目的在于,避免钻头摆动,以及铰刀端部与盲孔底部干涉造成的轴向力引起的铰刀摆动造成的孔径超差的问题,从而提高了加工质量,所采用的技术方案为:1)利用钻头在需要钻盲孔的工件上钻底孔,底孔的深度为盲孔的最大深度;2)利用锪刀或铣刀进行锪孔,锪孔的加工深度与底孔深度相同;3)锪孔后进行镗孔,镗孔的加工深度小于底孔深度;4)利用铰刀进行铰孔,铰刀直径与盲孔直径相同,铰孔的加工深度小于镗孔的加工深度,完成小直径精密盲孔的加工。
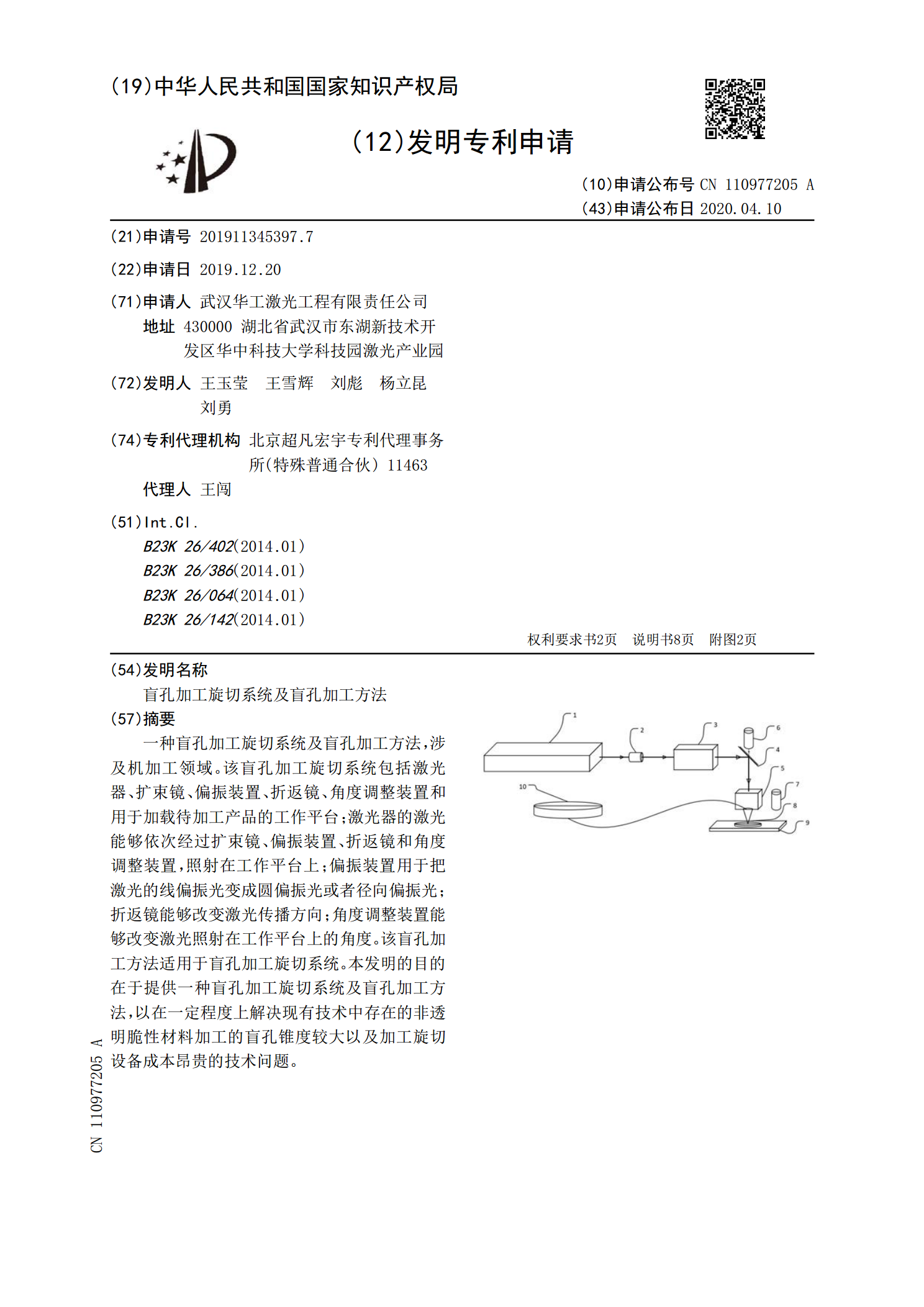
盲孔加工旋切系统及盲孔加工方法.pdf
一种盲孔加工旋切系统及盲孔加工方法,涉及机加工领域。该盲孔加工旋切系统包括激光器、扩束镜、偏振装置、折返镜、角度调整装置和用于加载待加工产品的工作平台;激光器的激光能够依次经过扩束镜、偏振装置、折返镜和角度调整装置,照射在工作平台上;偏振装置用于把激光的线偏振光变成圆偏振光或者径向偏振光;折返镜能够改变激光传播方向;角度调整装置能够改变激光照射在工作平台上的角度。该盲孔加工方法适用于盲孔加工旋切系统。本发明的目的在于提供一种盲孔加工旋切系统及盲孔加工方法,以在一定程度上解决现有技术中存在的非透明脆性材料加

精密盲孔加工技术研究.docx
精密盲孔加工技术研究精密盲孔加工技术研究摘要:随着现代工业的快速发展,对于精密零部件的需求也越来越高。而精密盲孔加工技术作为一种重要的加工方法,具有高效、精确等优点,被广泛应用于模具制造、航空航天工业、汽车工业等领域。本文围绕精密盲孔加工技术进行研究,探讨其原理、方法、应用及发展趋势,并分析其在实际工程中的优化方向。1.引言精密盲孔加工技术是一种将盲孔加工进行到底的机械加工方法。对于某些需要在材料内部进行孔洞加工,而外部无法直接观察和操作的情况,精密盲孔加工技术具有得天独厚的优势。在目前的工业生产中,精密
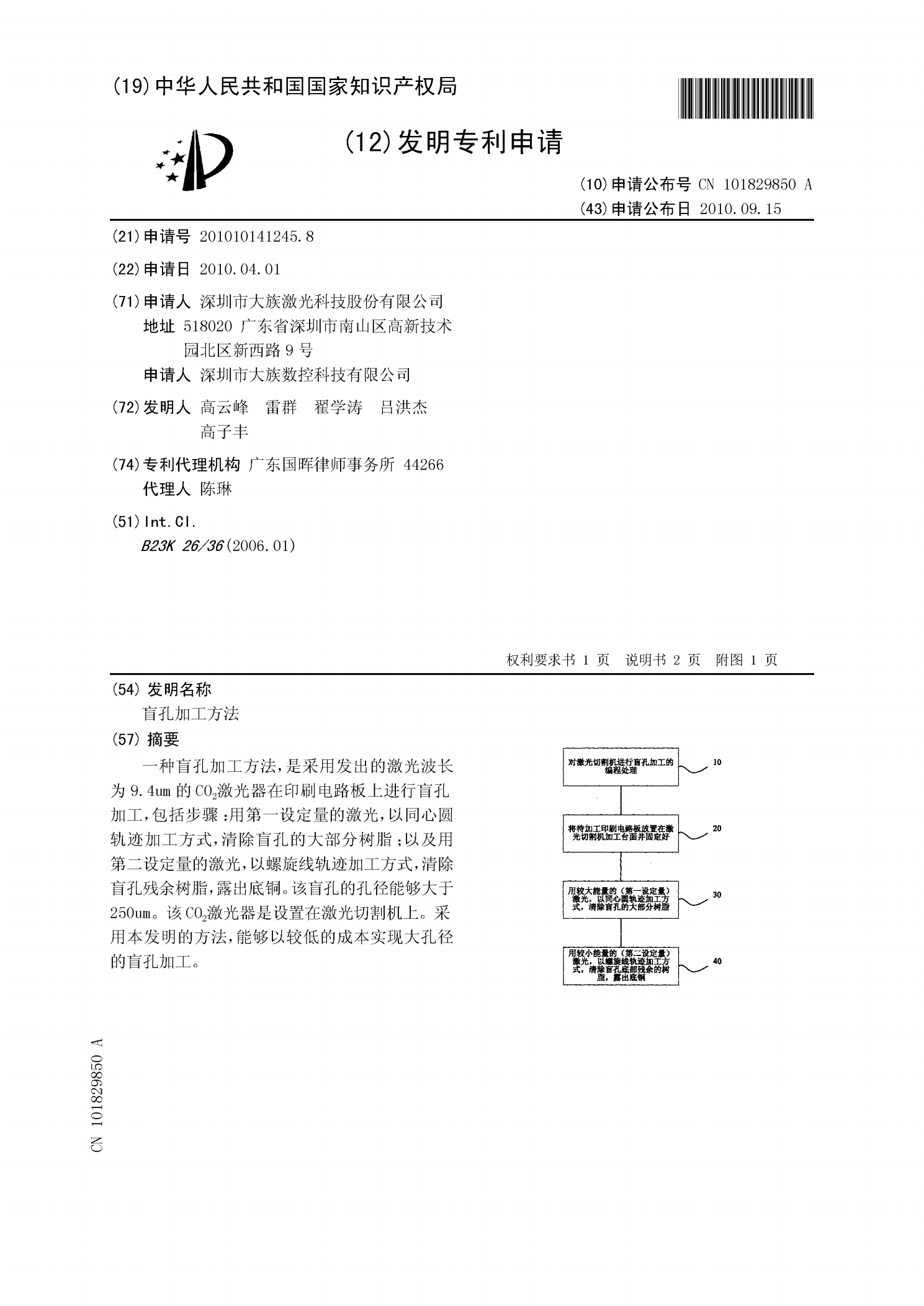
盲孔加工方法.pdf
一种盲孔加工方法,是采用发出的激光波长为9.4um的CO2激光器在印刷电路板上进行盲孔加工,包括步骤:用第一设定量的激光,以同心圆轨迹加工方式,清除盲孔的大部分树脂;以及用第二设定量的激光,以螺旋线轨迹加工方式,清除盲孔残余树脂,露出底铜。该盲孔的孔径能够大于250um。该CO2激光器是设置在激光切割机上。采用本发明的方法,能够以较低的成本实现大孔径的盲孔加工。