
小直径大螺距盲孔加工用螺旋槽丝锥及使用方法.pdf

明轩****la


1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
小直径大螺距盲孔加工用螺旋槽丝锥及使用方法.pdf
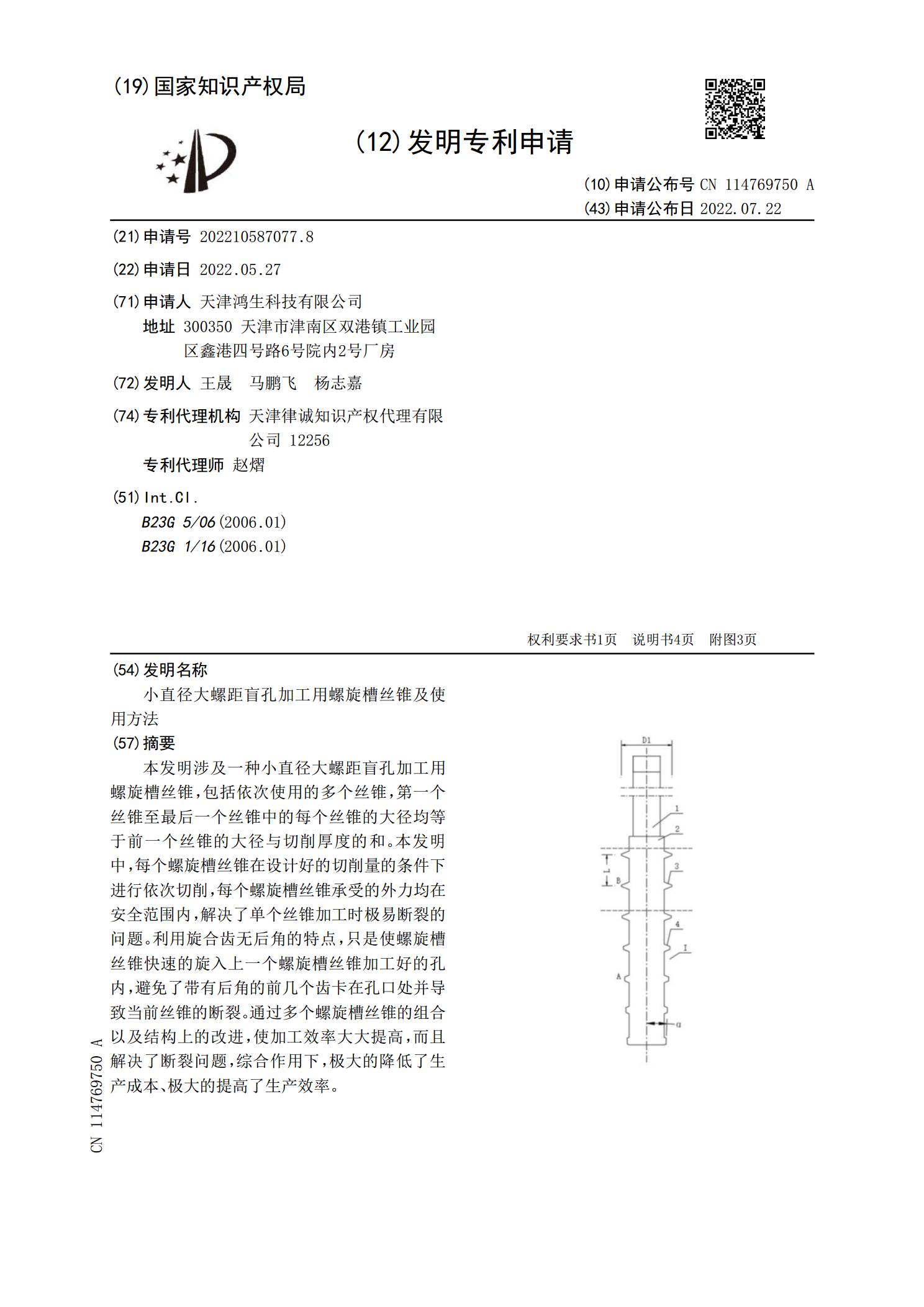
本发明涉及一种小直径大螺距盲孔加工用螺旋槽丝锥,包括依次使用的多个丝锥,第一个丝锥至最后一个丝锥中的每个丝锥的大径均等于前一个丝锥的大径与切削厚度的和。本发明中,每个螺旋槽丝锥在设计好的切削量的条件下进行依次切削,每个螺旋槽丝锥承受的外力均在安全范围内,解决了单个丝锥加工时极易断裂的问题。利用旋合齿无后角的特点,只是使螺旋槽丝锥快速的旋入上一个螺旋槽丝锥加工好的孔内,避免了带有后角的前几个齿卡在孔口处并导致当前丝锥的断裂。通过多个螺旋槽丝锥的组合以及结构上的改进,使加工效率大大提高,而且解决了断裂问题,综

大直径螺旋槽丝锥的试制与应用.docx
大直径螺旋槽丝锥的试制与应用大直径螺旋槽丝锥的试制与应用摘要:螺旋槽丝锥是一种常用于金属加工中的切削工具,其特点是具有螺旋状的槽道结构,能够有效地排除金属屑,提高切削效率。大直径螺旋槽丝锥是在传统螺旋槽丝锥的基础上增大了直径,适用于大规格零件的制作。本文将从大直径螺旋槽丝锥的试制、性能测试和应用三个方面进行探讨,以期为相关领域的研究人员提供参考。关键词:螺旋槽丝锥;大直径;试制;性能测试;应用一、引言螺旋槽丝锥作为一种常用的金属切削工具,在机械加工、制造业等领域有着广泛的应用。其具有的螺旋状槽道结构能够有

大螺距螺旋槽的车削工艺.docx
大螺距螺旋槽的车削工艺一、引言在机械制造领域中,螺旋槽加工技术是非常重要的一项工艺。在螺旋槽加工技术中,大螺距螺旋槽是其中的一种。大螺距螺旋槽指的是螺距较大的螺旋槽。由于大螺距螺旋槽的螺距较大,因此其制造难度也较大。如何高效、精确地生产大螺距螺旋槽已成为制造行业的一个重要课题。本文将从车削工艺的角度来研究如何制造大螺距螺旋槽,并介绍目前常用的大螺距螺旋槽车削工艺。二、大螺距螺旋槽的特点螺旋槽是一种螺线型的切削沟槽,广泛应用于机械制造、工程机械、航空航天等领域。而大螺距螺旋槽由于其螺距较大的特点,有以下几个

大规格螺旋槽丝锥过切现象分析与试验.docx
大规格螺旋槽丝锥过切现象分析与试验标题:大规格螺旋槽丝锥过切现象分析与试验摘要:大规格螺旋槽丝锥的过切现象是一种常见的加工问题,它会对工件的加工质量和工具寿命产生重要影响。本论文主要关注大规格螺旋槽丝锥过切现象的分析与试验,通过研究过切现象的成因、影响因素以及改善措施,旨在提高大规格螺旋槽丝锥的加工质量和效率。1.引言大规格螺旋槽丝锥广泛应用于机械制造、汽车零部件以及其他行业,因其能够对内螺纹进行高效、精确的加工。然而,在实际应用中,由于工件材质、刀具设计和加工参数等因素的复杂性,大规格螺旋槽丝锥往往会出

螺旋槽丝锥槽型优化设计.docx
螺旋槽丝锥槽型优化设计螺旋槽丝锥作为一种常见的螺纹加工工具,在机械加工中具有非常重要的作用。其槽型设计的合理与否直接影响丝锥的切削性能,因此优化螺旋槽丝锥槽型设计是十分必要的。一、螺旋槽丝锥槽型设计的优化目标螺旋槽丝锥的切削性能主要由其切削力和切削温度两方面来评价。因此,优化螺旋槽丝锥槽型设计的目标是减小切削力和切削温度,提高丝锥的工作效率和寿命。二、螺旋槽丝锥槽型设计的影响因素1.槽型参数螺旋槽丝锥的槽型包括槽角、槽距、槽宽等几个参数。这些参数的大小直接影响着丝锥的切削力和切削温度。2.切削材料螺旋槽丝